1. Introduction
If you’ve ever seen an assembly line in a factory or waited for luggage at an airport, you’ve probably crossed paths with a conveyor belt. The seemingly simple belt actually plays a vital role in a variety of production processes. It ensures that the results of one process are transported to the next, which speeds up the transfer between the two, reduces human error and improves overall productivity.
However, each type of conveyor belt has its own characteristics. rubber conveyor belts are often used to handle heavy materials such as ores and metals as well as slag out of steel mills due to their durability and high load carrying capacity as well as resistance to high temperatures. The strength and abrasion resistance of this type of conveyor belt makes it especially good in high-pressure, high-intensity environments. Cleated conveyor belts, on the other hand, are designed to efficiently convey materials on slopes, preventing slippage or material buildup, and are particularly suited to conveying granular or lighter items. In addition, we often see in the airport , airport conveyor belt is specifically used to transfer luggage, its efficiency and safety directly affect the passenger travel experience, after all, excluding the human factor, who do not want to get when the plane landed is a broken luggage.
There are different types of conveyor belts, different configurations, and different scenarios in which they can be used. If you’re considering the right conveyor for your production line, or are interested in them, then this article will definitely help you.

2. What is a Conveyor Belt?
You may wonder what a conveyor belt is. Actually, it is a continuous loop of belt that is wrapped around several rollers to convey material. The belt is driven by an electric motor, and when the rollers start to turn, the belt follows, transferring material from one side to the other. It may seem simple, but it plays a big role in industrial production.
A conveyor system is not just about belts and pulleys, there are many other components, such as support structures, drives, tensioning systems and control units, which are all essential. How these modules are selected and configured directly determines whether the system can work efficiently or not.
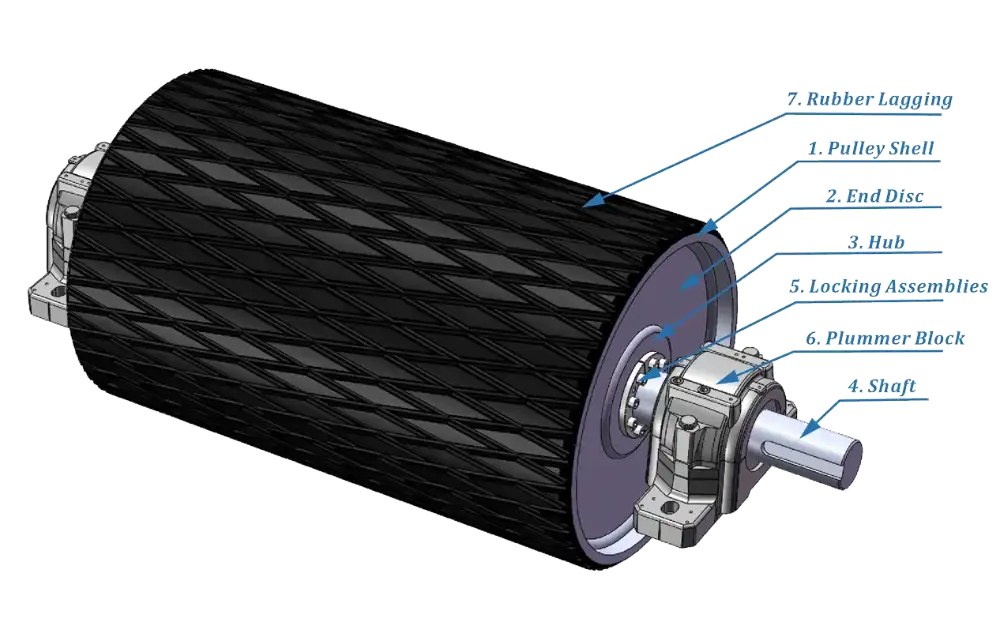
- Head Drive: This is the key component, usually located at the discharge end, responsible for driving the belt forward. You can regard it as the “heart” of the whole system, whether the belt can run smoothly, all rely on this roller to power.
- Idler pulley (Tail Drive): this is simple, mainly used to guide the belt, usually placed in the feed end. Although it is not as responsible for power output as the drive pulley, but its role is not small, can help the belt to maintain stability, so that the material smoothly into the transmission process.
In fact, no matter what type of conveyor belt you use, such as a rubber conveyor belt or a cleated conveyor belt, the configuration of these components determines how well your conveyor system will work. So understanding these basic components will help you better select and maintain your conveyor equipment.
3. Conveyor Belt Structure
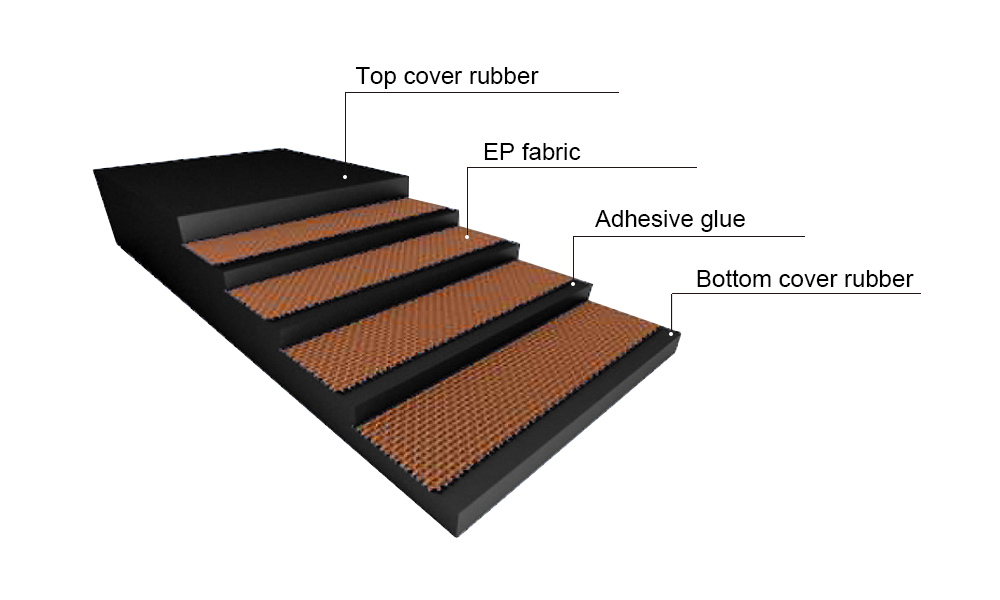
When it comes to the structure of a conveyor belt, it is like dividing a complex “cake” into several layers. Each layer has its own role to play in ensuring that the belt runs smoothly and that it can cope with different conditions of use. Here we will talk about these layers and why they are so important.
- Upper cover layer: first of all, the upper cover layer of the conveyor belt, which is the “protective cover”of the belt. This layer is mainly responsible for protecting the surface of the belt and enhancing its abrasion and corrosion resistance. You can imagine that if the materials conveyed are rough ores or chemicals, the surface of the belt will be easily abraded or corroded if used for a long time. At this time, a durable top cover is especially important. Usually, like rubber conveyor belt (rubber conveyor belt), the cover layer will use special wear-resistant rubber material, which can not only resist the daily wear and tear, but also extend the service life of the belt.
- Skeleton:Then there is the skeleton layer, the “bones” of the conveyor belt. This layer provides strength and rigidity to the belt, bearing the weight of the material and the tension of the system during transmission. If you’ve ever seen a conveyor system in a large factory, you’ll know that those belts have to carry a lot of weight, and things like ore and steel can’t be carried without some strength. It is the application of different materials in the skeleton layer that ensures that the belt remains stable under high loads and does not break or deform easily.
- Lower cover layer:Finally, the lower cover layer, this layer is mainly to increase the abrasion resistance and stability of the belt, to help the belt in the smooth running of the drum. The lower covering layer will reduce the friction between the belt and the pulley, preventing the belt from wearing out too quickly due to long-term friction. You can think of this layer as a “lubricant” for the belt during operation, ensuring a smoother running system.
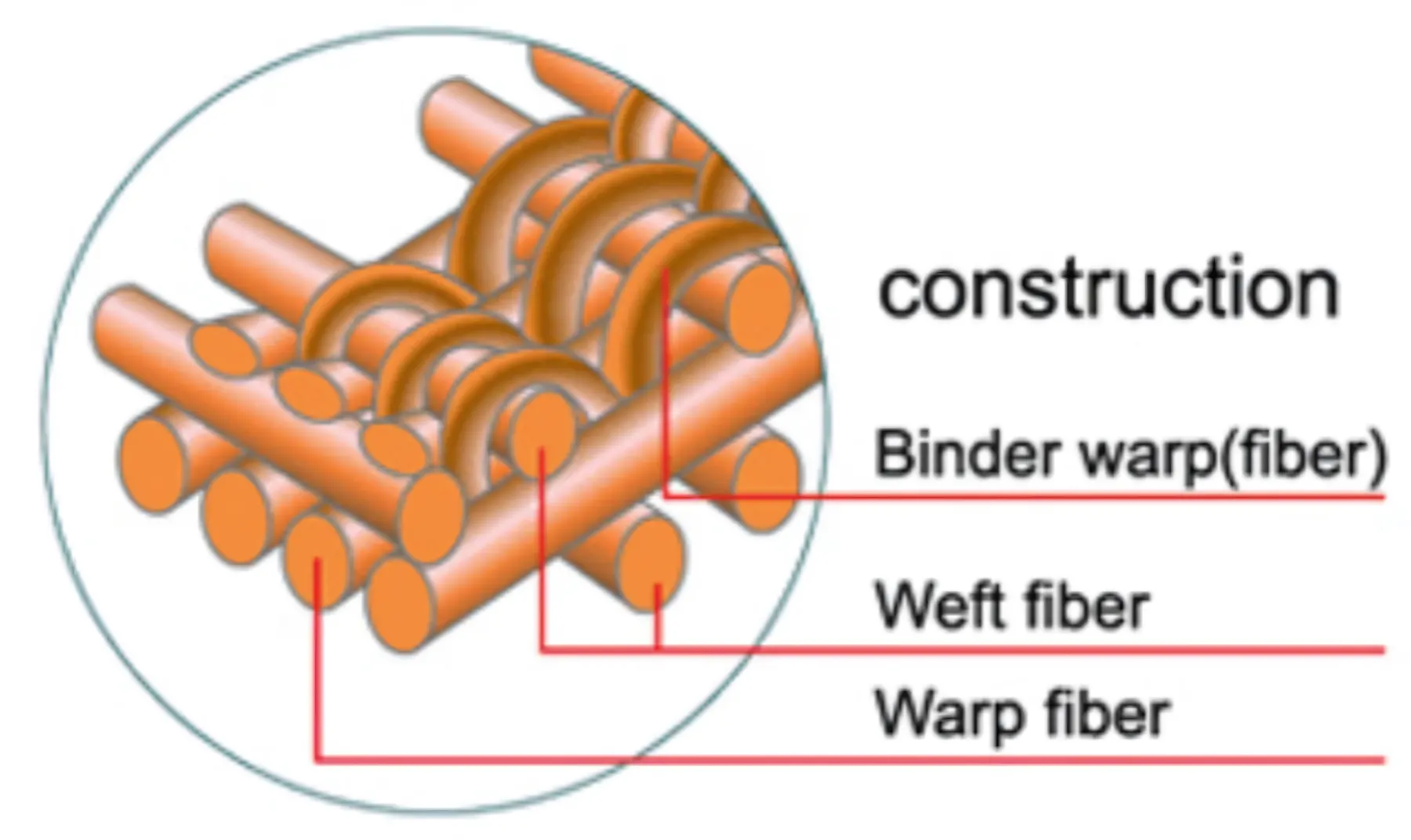
Role of Skeleton Material
- Warp:One of the most important parts of the skeleton layer is the warp. It is arranged along the length of the belt and provides the belt with extreme tensile strength. These warp yarns determine how much tension the belt can withstand, and how fast the belt can run or how much it can be loaded has everything to do with it.
- Weft:There are also weft yarns, which are arranged horizontally to give the belt added resistance to cuts, tears and impacts. At the same time, the weft yarns keep the belt flexible and not so stiff that it breaks easily. With the presence of the weft yarns, the belt is able to face the large volume of material without breaking, but also well absorb the impact that may occur during the transmission process.
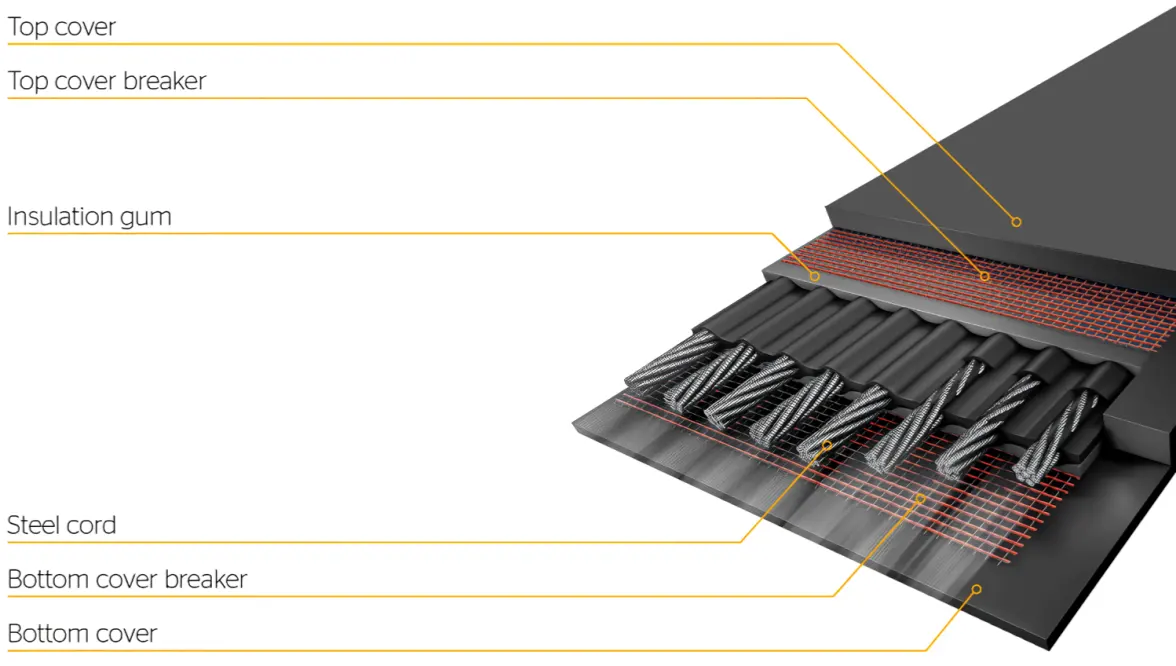
Common Skeleton Materials
Skeleton material determines the strength of the belt and its ability to adapt to the environment. It is especially important to choose the right backbone material according to different needs. The following are some common skeleton materials:
- Steel cord:Steel cord is a very strong material and is suitable for use in scenarios that require long-distance, heavy-duty material transfer. If you need to transmit ore or heavy materials, steel wire as a skeleton material can ensure that the conveyor belt in the high load situation still maintain good stability. The high strength of steel wire makes it particularly suitable for applications in demanding conveyor systems like the mining and construction industries.
- Polyester:Compared to steel wire, polyester is a lightweight and durable material that is ideal for light to medium duty conveyor belts. Not only is it lightweight, it is also resistant to wear and tear, making it suitable for use in light industrial applications such as food processing or packaging. Polyester conveyor belts are often used where a high degree of flexibility and lightweight operation is required.
- Nylon:The biggest advantage of nylon as a backbone material is its good flexibility and tear resistance. If you are worried that the belt is prone to tearing due to the impact of materials during transmission, then nylon is a good choice. It is suitable for use in systems that need to transmit heavy materials frequently but do not need to run over long distances, like the production lines of some small and medium-sized factories.
- Cotton:Cotton, on the other hand, is an affordable option for low-cost, short-distance material transfer. Although it is not as strong as steel wire or polyester, cotton fabric backbone conveyor belts are a good choice for scenarios where cost control is needed and conveying distances are not long.
- Kevlar:Aramid is what we often hear as “Kevlar”, this material is characterized by high temperature resistance, abrasion resistance, suitable for those high-intensity working conditions. For example, in the metallurgical industry, where the temperature is extremely high and the material is very abrasive to the conveyor belt, the use of aramid as the skeleton material can ensure that the conveyor belt still maintains high efficiency under the harsh conditions.

Drive and related components
After talking about the conveyor belt itself, we should also briefly mention the drive unit and other related components. The drive unit mainly consists of an electric motor, gearbox, coupling and control system, whose task is to keep the belt running smoothly. The electric motor provides the power, the gearbox helps regulate the speed, and the control system ensures that the belt runs according to a set program.
Also critical is the tensioning system, which keeps the belt at the proper tension and prevents it from slipping or slackening. Think of it as the “regulator” of the conveyor system, making sure that the belt is not too tight or too loose to interfere with operation.

4. Conveyor Belt Components
If you’re in the conveyor belt industry or know anything about it, you know that conveyor belts are more than just belts. There are a number of key components that make sure the entire system runs smoothly and efficiently. Let me tell you in a few words what these components do.
① Scrapers
In case you haven’t noticed, over time, material can stick to the conveyor belt, especially when handling materials that are wet or sticky. If this residue is not cleaned off, it can quickly wear out the belt and even clog the pulleys. So the scraper is like the “cleaner” of the conveyor belt, and its task is to remove the residue every time the belt cycles. This ensures that the conveyor runs smoothly for a long time.

② Skirts
You don’t want to see material spilling out of the belt during conveyorization, do you? This may not be a problem with wider conveyor belts, as they form a downward depression in the middle of the belt due to the effect of gravity on the goods, but the role of skirts becomes apparent when conveying light goods. They ensure that small particles and powders stay firmly on the belt and don’t fall off due to vibrations or belt movement during transportation. Especially when transporting grains, sand and gravel, which tend to fall apart, the skirt is the key to preventing “walking away”.

③ Take-Up Assembly
Have you ever noticed that a conveyor belt gets loose over time? That’s because it’s under constant tension, and the work it does over and over again makes it slacken. If the belt is slack, the efficiency of the system is greatly reduced, the belt may slip, or even wear out, or even loop into the rollers. The tensioner acts as a “regulator” for the belt, keeping the belt under constant tension and ensuring that the belt is neither too tight nor too loose during operation, which prevents it from slipping or becoming excessively worn.
④ Roller
For the conveyor belt, the rollers are its support base and play a role in reducing friction. Without these rollers, the belt would run with much more resistance and the friction would cause the belt to wear faster. While the rollers in a light duty conveyor system are simple in design, the rollers in a heavy duty system are more robust to ensure that it can withstand more weight and impact. That’s why RUBBER CONVEYOR BELTS are used in heavy-duty environments without these solid supports.

⑤ Food-grade materials
If you’re in the food industry, the hygiene standards of your conveyor belts are definitely a top priority. Food-grade conveyor belts, such as those made of PVC and PU, are specifically designed to be easy to clean. You’ll see a lot of conveyor belts in food factories that are blue in color, and this is because blue makes it easier to spot dirt and easier to clean. Ensuring that every batch of food is free from contamination is key to production safety.
⑥ Protective Devices
In addition to ensuring that conveyor belts run smoothly, operator safety is also a big concern. Without guards on conveyor belts running at high speeds in factories, accidents can happen at any time. Therefore, many conveyor systems are equipped with guards and anti-slip devices to avoid accidents during operation. At the same time, modern systems are often equipped with sensors and emergency stop buttons, which allow the system to shut down automatically in the event of a malfunction, ensuring that there are no further safety issues.

⑦ Head Drive & Tail Drive
Simply put, the drive pulley is what powers the conveyor belt and is usually located at the discharge end, pulling the belt forward. It is driven by an electric motor, and the surface of the pulley is usually covered with a non-slip material to increase friction and ensure that the belt does not slip during operation.
As for the idler pulley, it does not provide power like the drive pulley, and its main function is to guide the belt to run smoothly. The idlers are usually placed at the feed end to ensure that the material can go on the belt smoothly. This may seem insignificant, but the idler pulley is an important part of ensuring that the belt does not deflect, especially in long-distance conveying systems where the design of the idler pulley directly affects the stability of the system.
5. History of conveyor belts
The history of the conveyor belt dates back to the late 1800s. Conveyor belts of that era were much more rudimentary than those of today, but they were already playing a role in industrial production, especially in coal mines and in the transportation of heavy materials.
Thomas Robins’ Early Inventions
In 1892, Thomas Robins invented the “granddaddy” of conveyor belts, which was originally designed to transport coal and ore. At the time, coal miners relied on human labor to get the coal out of the mines, and the conveyor belt effectively changed this laborious process. The introduction of simple belt conveyors made the transportation of ore and coal much more efficient, and greatly reduced the burden on workers by eliminating the need to manually carry these heavy materials.

Henry Ford and the Birth of the Assembly Line
In 1913, Henry Ford introduced conveyor technology to his automobile production line. With this innovation, Ford created a new way of assembly line production. He used belt conveyors to move automotive parts from one workstation to the next, allowing each worker to focus on only one step, greatly increasing productivity. Although belt conveyors were first used to handle heavy loads, conveyor belts began to be used in Ford’s factories for the efficient transfer of lightweight materials, especially to pass parts from one part of the automobile production line to another. Although a far cry from today’s fully automated assembly lines, the introduction of the conveyor system did greatly accelerate automobile production compared to traditional manual assembly.
Evolution of Conveyor Belt Technology
Conveyor belt technology has evolved over time. The earliest conveyor belts were made of materials such as rubber and leather and were capable of handling heavy materials such as coal and ore, but their design was simple and their wear and tear was very high. Modern rubber conveyor belts are more abrasion-resistant and are able to withstand higher levels of operational stress. These conveyor belts are not only suitable for heavy industry, but also for transporting materials in many complex environments.
In the light industry, conveyor belts such as the cleated conveyor belt with dividers are designed to allow materials to be tilted and lowered without slipping, especially in food processing and pharmaceutical production.
From the crude tools used in the early days of ore transportation to today’s conveyor belts, which are used in a wide range of industries, conveyor belt technology has undoubtedly undergone a huge transformation. Today, both rubber conveyor belts for heavy materials and cleated conveyor belts for handling light materials offer customized solutions for different industry needs.
6. Two main types of industrial conveyor belts
When it comes to industrial conveyor belts, they are divided into two main categories: lightweight conveyor belts that handle light materials, and bulk material conveyor belts that are used to move heavy loads. These two types of conveyor belts each have their own purpose, and the key is to choose one based on specific business needs.
① General Material Handling Belt
Lightweight conveyor belts are suitable for handling materials that are light in weight, such as cardboard boxes, packages, and parts. These conveyor belts are commonly found in warehouses, factory floors, and logistics centers, and are capable of transferring items quickly and efficiently. You’ll find these conveyor belts in logistics sorting centers, as well as in airport baggage conveyor systems. The biggest advantage of these belts is that they are lightweight, flexible and low maintenance, making them ideal for light industrial use.
② Bulk Material Handling Belt
If you are handling heavy materials such as ore, coal, sand and gravel, then you need to use rubber conveyor belts. These conveyor belts are designed to be more abrasion and tear resistant, and are especially suitable for use in high load, high intensity working environments. In places like mines and construction sites, you will often see rubber conveyor belts taking on heavy-duty transportation tasks. Especially when you have to deal with conveyor tasks that are inclined at a large angle, a cleated conveyor belt with a spacer is even more reliable, as it effectively prevents the material from slipping during the conveyor process.
③ Choose according to your needs
Choosing the right conveyor belt isn’t really complicated, as long as it’s based on your type of material and transportation needs. If you still can’t tell the difference, we’ve categorized our products according to their physical properties or use, so you can pick and choose.

7.Where Are Conveyor Belts Used?
Actually, conveyor belts are really everywhere, especially in modern factories, warehouses and logistics centers. This kind of thing looks simple, but in fact there are a lot of tricks behind it. It can greatly improve the efficiency of material transfer, reduce the burden of labor, and it is also very reliable.
① Wide range of applications for conveyor belts
In sorting centers or warehouses, for example, conveyor systems operate efficiently every day. Large quantities of parcels and materials are quickly transported by conveyor belt to their respective picking areas. These conveyor systems are no ordinary devices; they can handle large quantities of items with a high degree of precision. If this were done manually, there would be no comparison in terms of efficiency.
② Specialized applications
There are also special applications, such as in the restaurant industry. You’ve seen those Sushi restaurants, right? Those conveyor belts that go around the seats are actually a type of conveyor belt, but they’re specifically designed to transport meals. This type of system makes it easier for customers to pick up their meals and reduces the need for servers to travel back and forth.
Another example is the escalator in a shopping mall, which is actually a conveyor belt. Not only is it used to convey items, but it also helps customers move smoothly between floors. Although you may think that this is something more common, but its working principle is similar to the conveyor belt in the factory, except that the conveyor is a person rather than a material.
③ Applications in the Manufacturing Industry
In the manufacturing industry, the conveyor belt is the lifeblood of the production line. For example, in a food processing plant, raw materials are quickly transported to the various processing stages via a conveyor belt, and when the final product comes out, the conveyor belt is also used to send it to the packaging area. This not only saves labor, but also improves productivity and makes the entire production process smoother.

8. Why Do People Use Conveyor Belts?
There are actually quite a few reasons why people use conveyor belts. The most important one is its stability. Conveyor systems can work for a long time with little fear of failure. When the production line stops, the damage can be considerable, and the conveyor belt keeps the whole system running steadily, which naturally increases productivity, provided, of course, that all maintenance is carried out on time.
It also greatly improves efficiency, which is the simplest and most intuitive advantage. Compared to manual handling, conveyor belts can keep transferring materials, so the speed of the production line is accelerated. Many companies are now using automated control conveyor system, materials from one end to the other, the whole process is smooth and efficient, completely without human eyes. With the current globalization, saving on labor costs has become an inescapable issue for all companies in the long run.
The flexibility of the Conveyor belt is also a reason for its popularity. Whether it’s light materials or heavy ores, conveyor belts can handle it with ease. Especially in environments like mines and construction, heavy duty rubber conveyor belts are able to withstand huge weights and harsh environments and remain operational at all times.
Another thing that is easily overlooked is the relatively low energy consumption of conveyor systems. Conveyor belts are much more energy efficient than some conventional transportation equipment, and especially in modern factories, conveyor systems with energy efficient designs can significantly reduce energy bills. The savings can be significant over time, especially for companies that require large-scale material handling, where the cost-containment advantages are even more pronounced.
These benefits of the Conveyor belt make it the preferred choice for many industries. Whether it’s to improve efficiency or reduce costs, it’s an important tool to help businesses become more competitive.

9. Belt Conveyor Safety: Often Overlooked Aspects
When working with conveyor belts, we tend to focus on the usual safety measures, such as emergency stop buttons and guardrails, which are of course important, but there are also a number of easily overlooked details that are just as important, and can even make the difference between safe operation of the equipment and safety at a critical time.
① Tiny belt surface damage
Many people often ignore some small damage on the surface of the conveyor belt, thinking that they will not affect the overall operation. In fact, tiny cracks or abrasions on the conveyor belt, if not dealt with in time, may expand rapidly and eventually lead to the breakage of the whole conveyor belt. Surface damage can be exacerbated, especially when handling sharp materials or heavy loads, and the long-term accumulation of such damage can pose a huge potential hazard to equipment and operators. The vibration generated by a small crack under high speed operation will magnify the problem. The appearance of a small crack, along with the continuous work of the tensioner, may lead to a gradual increase in the size of the crack, and finally affect the overall effect of the conveyor belt.
② Conveyor belt cleaning
When it comes to cleaning, many people think that it is enough as long as the surface of the conveyor belt is clean, but neglect the problem of dirt and residue below the belt surface. Dust, debris and oil accumulated for a long time will gradually erode the bottom of the belt, leading to fatigue and aging of the belt body, and may even affect the friction between the belt and the pulley, which ultimately leads to slippage or jamming of the belt unable to transmit materials normally. Therefore, the cleaning work is not only to keep the surface neat and clean, the bottom structure of the equipment and the surface of the pulley also need to be cleaned regularly.
③ Importance of tension adjustment
People usually pay attention to the running speed and load of the equipment, but often ignore the adjustment of the conveyor belt tension. If the tension of the belt is too loose, the belt is easy to slip and reduce the transmission efficiency; if it is too tight, it may aggravate the wear and tear of the belt, and even lead to belt breakage when the tension is too high. And the adjustment of tension is not a one-time operation, it should be a dynamic process, especially in the case of long time high load operation, the tension of the belt will gradually change with the use. Maintaining the correct tension will help extend the life of the equipment and reduce the risk of unplanned downtime.
④ Roller and bearing health check
Rollers and bearings are key components of conveyor belt operation, but their health is often overlooked. Because they are often hidden underneath the conveyor belt, it is difficult for operators to detect wear and tear. If there are problems with the bearings, such as insufficient lubrication or excessive debris in the joints, the pulleys will not rotate smoothly, which can further lead to excessive belt wear and system downtime. Therefore, checking the operation of the bearings and pulleys regularly and ensuring that they are well lubricated is crucial to maintaining smooth operation of the equipment.
⑤ Effect of temperature change on the belt
The effect of extreme temperature differences on rubber conveyor belts may be underestimated. Belt materials behave differently in high or low temperature environments. High temperature environments can accelerate the aging of rubber and even cause the surface of the belt to crack, while in extremely cold environments, the belt may harden and lose its elasticity, increasing the risk of breakage. If the environment where the equipment is located has a large temperature difference, especially in open-air operation scenarios, the temperature protection measures of the equipment and the selection of adaptable materials become very important to prevent the belt from failing in extreme environments.
⑥ Side protection of conveyor belts
Most people only pay attention to the main surface of the conveyor belt and often neglect the side of the belt. The sides of the belt are often subjected to greater friction and wear, especially when handling large quantities of material, where the sides may come into direct contact with equipment or material. This wear can gradually affect the stability of the entire conveyor belt and even lead to belt tears. Therefore, regular inspection of belt side wear and necessary protection and repair is the key to guaranteeing a long life of the belt.
⑦ Preventing belt deflection
Belt deflection is another problem that is easily overlooked. Many companies usually focus only on the normal operation of the belt when it is running, but if the belt gradually deviates from the track during operation, it will lead to excessive friction on the pulley and even wear and breakage. Belt deflection is usually caused by uneven tension or improper alignment of the pulleys, so regularly checking the alignment of the pulleys as well as the running track of the belt is an important means of preventing belt deflection.
These easily overlooked details often go unnoticed in day-to-day use, but they do affect the long term safety of the conveyor system. If left unattended, problems can erupt overnight, affecting the normal operation of the production line. By focusing on these small issues, the risk of equipment failure can be greatly reduced, ensuring that production runs safely and steadily.

10. 5 Overlooked Reasons to Consider a Conveyor Belt
When considering whether or not to introduce a conveyor belt, many people will first think about whether or not it can improve efficiency and reduce costs. This is certainly true, but there are some important points that are easily overlooked. I’m going to give you a brief explanation of these easily overlooked places, may help you decide whether to conveyor system.
① Flexibility for business expansion
Often people wait until their production line is “out of capacity” to consider upgrading their equipment, but it’s already a little late for that, and the Conveyor belt not only improves your current capacity, but also leaves room for future expansion. If you are planning to add a new product line or expand your production capacity in a few years, planning ahead for your conveyor belt can save you a lot of trouble. This way, when the time comes, your production line won’t be affected by equipment problems.
② Accuracy and Consistency
You may think that the conveyor belt is only responsible for transferring materials, but it can also ensure accuracy, especially in some of the fine line production is very important. Manual handling of materials can sometimes result in inaccurate positions and even lead to product defects, such as hot melt adhesive laminating lines in furniture production. The conveyor belt ensures that the material reaches the right place every time, reducing the chance of error. In this way, production efficiency is improved and product quality is more guaranteed.
③ Save time, reduce waiting
Many companies ignore a hidden cost – the material waiting time. Manual handling of materials between processes is not only time-consuming, but may also affect the production rhythm, Conveyor system allows materials to flow directly from one process to the next, reducing the waiting time in the middle of the production line is also smoother. This small improvement can make the overall production efficiency increase a lot.
④ Intelligent Management
Now more and more conveyor belts with intelligent features, but many people do not notice that they can do much more than transfer materials. Modern conveyor equipment can provide real-time data through the Internet to help you monitor the status of the equipment and detect problems in advance. This way, you’ll know when a machine is not working properly and avoid sudden downtime that can affect your production schedule. Data analysis can also help you optimize the production process, so that equipment and manpower are used more efficiently.
⑤ Cope with special working environment
If you are producing something that needs to operate in high temperature, high humidity or corrosive environments, then choosing the right conveyor belt is especially critical. Many companies did not pay attention to these at the beginning, as a result, after a period of time to find that the conveyor belt wear fast, aging serious, and finally have to re-buy a new one. In fact, there are many choices of conveyor belts for special environments, such as high-temperature-resistant rubber belts, or food-grade conveyor belts that meet food hygiene standards, so if you choose the right one, you can not only use it for a long time, but also save a lot of trouble.
These points may seem small, but in actual production, they are important to improve efficiency and reduce costs. Choosing the right conveyor belt can make your production line smoother and reduce the chance of problems. All in all, if you want to make production more efficient and hassle-free, a conveyor system is definitely a good one to consider.

11.Conclusion
Overall, conveyor belts play a vital role in improving productivity, accuracy and safety. Whether it’s handling heavy materials like ores or ensuring precise transfers on delicate production lines, choosing the right conveyor belt can make a significant difference. By taking an in-depth look at the different types of conveyor belts and their construction, as well as focusing on factors that can be easily overlooked, such as the flexibility to expand operations, the accuracy of material transfer and the ability to adapt to specific environments, companies are able to make smarter decisions that not only optimize current operations, but also save money and reduce risk in the future. Choosing the right conveyor system is not just for the present, it’s about preparing your production line for the future.
















