
Not All Belts Are Created Equal: Why That Rubber Conveyor Belt Might Be Lying to You
At first glance, every rubber conveyor belt looks like its twin—black, rubbery, and minding its own business on a pulley. But here’s the industrial reality check: beneath that innocent exterior lies a world of difference that can make or break your operation—literally.
Imagine buying all your belts just based on how they look. That’s like choosing a parachute based on color. Nice knowing you.
What really matters is what you don’t see: the core structure and rubber grade composition. These two variables—often buried in datasheets and overlooked in RFQs—are what determine how long your conveyor belt lasts, how well it performs, and whether it will survive the chaos of a cement plant or a scorching blast furnace.

This isn’t a beauty contest. It’s engineering in motion.
That’s why this guide is here: to unpack the mysteries behind conveyor belt types and conveyor belt grades, and help you make smarter, failure-proof decisions. Whether you’re working in mining, ports, metallurgy, or food processing, we’ll help you connect the dots between internal belt structure and external application demand.
After all, a great-looking belt that fails halfway through its first job is just expensive rubber art.

When Rubber Conveyor Belts Go Wrong: 4 Costly Mistakes You Can Totally Avoid
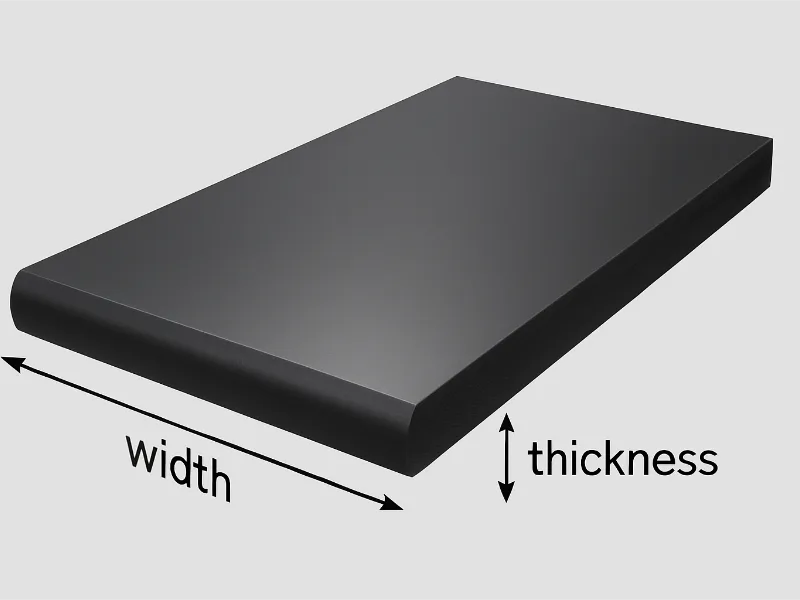
2.1 Mistake #1: Only Looking at Thickness and Width—Ignoring the Core Structure
If the only thing you check is belt thickness and width, congratulations—you might be buying a gym mat, not a rubber conveyor belt.
The inner structure matters. A lot. EP belts (polyester-nylon) and steel cord belts don’t just sound fancy—they’re designed for different tension loads. Match them wrong, and you’ll have belts snapping faster than your last New Year’s resolution.
Result? Endless downtime. Frustrated teams. Broken joints. Literally.
2.2 Mistake #2: Forgetting the Operating Environment
Not all belts like it hot. Or oily. Or abrasive.
Send a basic industrial conveyor belt into a 200°C kiln or an oil-soaked recycling plant, and you’ll get cracks, bubbles, or even full-blown layer separation faster than you can say “unexpected shutdown.”
Rubber compound grades matter. Grade A fights abrasion, HR handles heat, OR resists oil—and choosing wrong means replacing belts more than you change printer toner.

2.3 Mistake #3: Ignoring Safety Standards and Industry Requirements
In regulated industries like mining, metallurgy, or chemicals, using a non-certified belt isn’t just risky—it’s illegal in some places.
Neglecting conveyor belt grades like Grade F (fire-resistant), Grade E (anti-static), or Grade S (both!) can expose you to real safety hazards—fires, explosions, and failed inspections.
Spoiler: that “budget-friendly” rubber belting won’t look so cheap when it fails an audit.

2.4 Mistake #4: Only Focusing on Price, Not Products Lifetime Cost
Sure, you saved $50 per roll—but then had to replace the belt every three months.
Low-cost belts with mismatched conveyor belt types and poor-grade rubber often wear out faster, stretch beyond spec, and require more downtime to fix. The total cost balloons, and now you’re stuck explaining “why the cheap option cost more” to your boss.
Smart buyers look at the total cost of ownership. Pay a bit more now, avoid costly drama later.

Built Different: Why Core Materials Make or Break Your Rubber Conveyor Belt
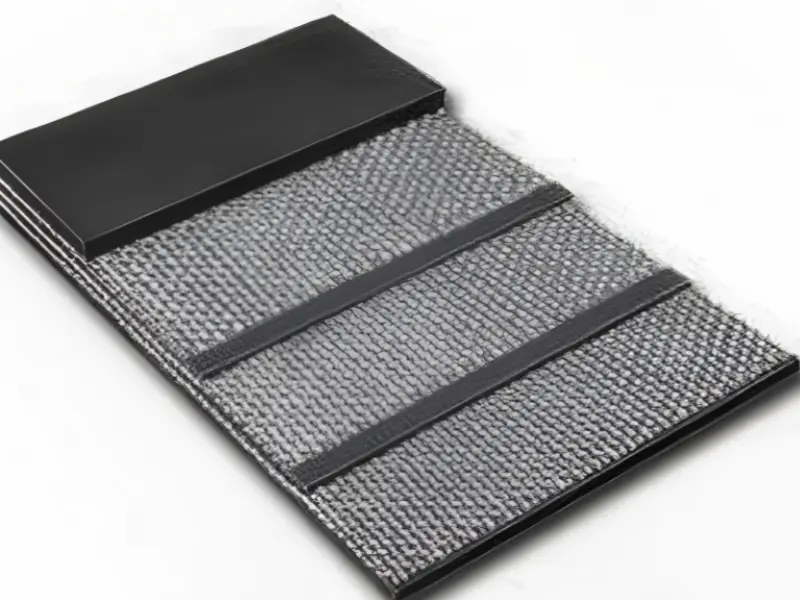
Sure, all rubber conveyor belts look like thick, black overachievers at first glance—tough on the outside, serious about their job. But here’s the plot twist: the real personality of a belt isn’t in how it looks, but in what it’s made of inside. That inner structure—what we call the reinforcement layer—isn’t just technical fluff. It’s the difference between a belt that hums along for years… and one that taps out halfway through its first week.
Think of it like cake. From the outside, maybe they all look chocolaty and promising—but bite in, and suddenly one’s a rich layered masterpiece, while the other’s dry sponge with regrets.
The same logic applies here. Beneath that outer rubber lies the real decision-maker for your operation’s fate: EP fabric? Steel cords? Nylon? Cotton? Each core type changes how your belt performs under pressure, tension, curves—or corporate stress.
So, before you assume “a belt is a belt,” let’s cut into the layers and see what kind of engineering recipe you’re actually working with.
EP Conveyor Belts – The Balanced Overachiever
EP stands for polyester in the warp and nylon in the weft . This configuration gives you excellent dimensional stability, high tensile strength, and reduced elongation.
These belts are strong without being stiff. They can absorb shocks like a champ and won’t stretch like taffy under load.
Best for: Mining sites, cement factories, aggregate quarries—basically anywhere heavy-duty, high-volume work is happening.
Why choose EP: It’s the default for a reason. It gives you the best of both worlds—resilience and flexibility—without blowing your budget.

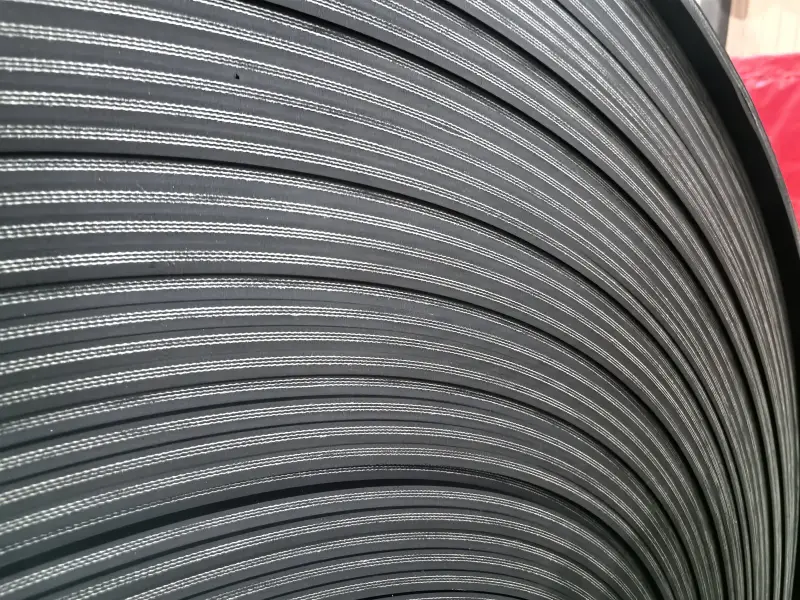
Steel Cord Conveyor Belts – The Heavyweight Champion
When strength is non-negotiable, you bring in the big guns—steel cord belts. With high-strength steel cables embedded in the belt core, these bad boys offer exceptional tensile strength and ultra-low elongation.
They don’t bend easily, but they’ll haul 10,000 tons over 5 kilometers without breaking a sweat.
Perfect for: Long-distance material transport in power plants, steel mills, and high-capacity port systems.
Bonus tip: These belts are strong enough to replace truck fleets in some operations—and they don’t need coffee breaks.

NN Conveyor Belts – The Flexible Contender
NN stands for nylon-on-nylon, and these belts are all about smooth moves. They’re highly elastic, good at absorbing impact, and perfect when your conveyor line looks more like a rollercoaster than a straight road.
Ideal for: Medium-duty applications—like building materials, packaged goods, or complex material handling setups.
What they offer: Flexibility, high resilience, and a lower price point. But keep in mind—they stretch more than EP and might need more frequent tensioning.

Cotton Conveyor Belts – The Gentle Classic
Yes, they still exist. Cotton belts are made from natural fiber fabric and have been used since your grandfather was doing logistics with a clipboard. They offer low strength but excellent softness and moisture absorption.
Where they still shine: Agriculture, grain handling, and some food processing lines—especially in low-load or low-speed settings.
Reality check: Not built for high tension or high heat, but perfect when you need something food-safe, quiet, and traditional.
Each of these conveyor belt types comes with trade-offs. Choose wrong, and you’re in for early replacements, poor tension performance, and cranky maintenance crews.
The good news? Understanding the skeleton of your belt gives you the power to match the right belt to the right job—before problems start rolling in.
Rubber Grades Demystified: The Secret Code Behind Every Belt’s Superpower
Let’s face it—choosing a rubber conveyor belt based on appearance is like picking a sports car by the color of its tires. Looks are deceiving. What really matters is the grade of rubber used in the belt. It’s not just a letter; it’s the DNA of your belt’s performance.
Grades tell you if the belt can take heat, survive an oil bath, brush off abrasive rocks, or keep calm when sparks fly. In other words, they tell you if your belt’s going to be a long-term partner… or a very expensive mistake.
Let’s crack the code behind those alphabet soups on your belt specs.
Grade A – The Abrasion Gladiator
This belt’s been to war—and came back with barely a scratch. Grade A rubber is engineered for high abrasion resistance, making it a go-to for harsh, gritty, sandblasting-type materials.
Best for: Crushers, quarries, mining lines, cement plants.
Why it’s great: The tougher your material, the more you’ll love how slowly this belt wears down. Less downtime, fewer replacements, more budget left for coffee.

Grade E – Static’s Worst Enemy
Invisible, silent, deadly… No, we’re not describing a spy—just static electricity in a dusty plant. Grade E belts are designed to conduct away electrostatic charges before they become spark-induced disasters.
Common in: Flour mills, coal mines, fertilizer plants.
Bonus points: They don’t just meet anti-static requirements—they dance through them.

Grade F – Fire Can’t Sit With Us
When your operation involves heat, sparks, or open flames, your belt should not double as kindling. Grade F belts are fire-resistant and self-extinguishing, designed to survive the hottest tempers in the plant.
Where it shines: Underground mines, steelworks, thermal power generation.
Certified by: Standards like ISO 340 or DIN 22103—aka the “no flames allowed” rulebooks.

Grade M & Grade N – The Reliable Workmates
Not every belt has to juggle fire and chemicals. Sometimes, you just want one that shows up, works hard, and doesn’t fall apart by lunch.
- Grade M:A bit harder, made for light abrasion and longer wear.
- Grade N:The kind of belt that quietly keeps everything moving, day in, day out.
Perfect for: General logistics, packaging lines, warehouse systems.
Let’s be real: Grade N is your no-drama, no-fuss belt—dependable under pressure, bends when needed, and doesn’t ask for a raise.

Grade S – The Two-for-One Safety Package
Fire-resistant? Check. Anti-static? Double check. Grade S belts combine the perks of Grade F and Grade E, offering dual protection for high-risk environments.
Essential in: Chemical plants, coal conveyors, facilities with strict safety compliance.
Why it’s special: It’s like buying one belt that passes two safety audits—without breaking a sweat.

Grade Z – The Chameleon of Conveyor Belting
Sometimes, your needs don’t fit the alphabet. You want a belt that resists acids, handles UV, stays sanitary, or won’t freak out when washed every shift. Welcome to Grade Z—the umbrella term for custom-formulated belts.
Common uses: Food processing, agriculture, chemical handling, pharmaceuticals.
Your takeaway: This is where custom rubber formulas shine. If your application is “weirdly specific,” this is your grade.

Grade MA / MF – Built for the Unexpected
These grades are hybrids, and no, not the eco-car kind. Grade MA blends abrasion resistance with anti-static properties. Grade MF throws oil and fire resistance into the same mix.
Used by: Operations where one hazard simply isn’t enough—like oil-covered metal scrap on a conveyor system that sparks more than a bad romance.
Small print: Always ask for proper certification. These belts are impressive—when made right.

Grade Y – The Practical Middle Ground
Caught between premium and practical? Grade Y offers moderate abrasion resistance and solid performance without the sticker shock of Grade A.
Popular in: Southeast Asia, Middle East, Latin America—where price sensitivity and performance both matter.
It’s like this: You’re not trying to impress anyone, just move 1,000 tons of gravel without the belt retiring early.

No Grade, No Go
Skipping the right grade? You might as well hand your maintenance crew a weekly disaster calendar.
A rubber conveyor belt without the proper grade isn’t just inefficient—it’s unsafe, expensive, and just waiting to throw a tantrum during peak shift. Ask your supplier for rubber test data, compliance certifications, and a straight answer about what the grade really covers.
Because whether it’s wear, fire, oil, or static, there’s a grade designed to fight it—and no belt survives long by pretending it’s tougher than it is.
Beyond the Belt: Why Construction & Support Matter Just as Much as Rubber
Choosing a rubber conveyor belt isn’t just about getting the right material—it’s about how that material is built, and who’s backing it when things get tough (because eventually, things will get tough).
At Tiantie, we don’t just roll rubber and hope for the best. We engineer every layer—offering EP, NN, steel cord, chevron, and sidewall constructions that are customized to your actual working conditions. Need a 4-ply EP belt with HR rubber and Grade E static protection? We’ll make it, no eye-rolls included.
But here’s where most manufacturers stop—and where we keep going.
We help you choose the right conveyor belt types based on tension, pulley design, temperature, load, and—most importantly—what’s going to break if you choose wrong. Our team offers application engineering, failure diagnostics, and lifetime cost calculations to help you plan better, not just buy faster.
Every rubber conveyor belt we produce is manufactured to meet or exceed ISO, DIN, or RMA standards. Our lab tests every batch before it leaves the factory—because “hope” is not a quality control method.
Got a weird requirement? Heat, oil, static, zombie apocalypse—we’ve probably made a rubber compound for it. If not, give us a day. We like a challenge.
Because a rubber conveyor belt without the right structure and support isn’t just a bad match—it’s a maintenance emergency waiting for a Monday.

You Don’t Just Buy a Belt—You Buy Performance, Uptime, and Peace of Mind
Let’s be honest—no one lies awake at night thinking about rubber conveyor belts. But in industries where tons of material move every hour and downtime costs stack faster than invoices, picking the right belt isn’t optional. It’s survival.
Here’s the simple truth: no matter how good the rubber looks on paper, if the structure doesn’t fit your system or the grade isn’t up to the job, you’re not buying a solution—you’re buying a future maintenance headache.
A belt with the right core and compound does more than move material. It absorbs shock. Resists wear. Shrugs off heat, oil, or fire. It gets the job done shift after shift—quietly, efficiently, and without complaining (unlike your forklift).
That’s why smart selection matters. Matching the right rubber conveyor belt to the right application is what separates smooth production from chaos. And let’s be real—your plant has enough chaos already.
So before your next belt order, ask the right questions. Check the structure. Check the grade. And partner with someone who doesn’t just sell belts—but understands the pressure you’re under.
Because in this business, performance isn’t optional—it’s the foundation everything rides on.

















