1.Why Types of Conveyor Belt Define Efficiency
When I evaluate a production system, one element always stands out — the types of Conveyor Belt it relies on. Behind every efficient assembly line or automated sorting hub, there’s a belt system doing the quiet, continuous work of linking every process together.
In modern industrial and logistics settings, these belts don’t just move products — they define how standardized, safe, and scalable operations can be. The right types of Conveyor Belt reduce dependency on manual labor and increase throughput with precision. What’s more, they help establish predictable workflows across shifts and sites.
I’ve often seen the consequences of poor alignment between system demands and chosen types of Conveyor Belt — from maintenance overload to energy waste. Understanding how conveyor belts types influence real-time performance isn’t niche knowledge; it’s foundational to operational strategy. And with more different types of conveyor belts than ever available, knowing their differences has become a competitive advantage.

2.How Types of Conveyor Belt Operate Technically
A conveyor system may look simple at first glance, but when you break it down, the mechanical design is anything but basic. I’ve worked with dozens of setups, and what I’ve found is this: how we integrate different types of Conveyor Belt into drive systems, tensioning units, and support structures directly affects performance, lifespan, and stability.
1.Drive System: The Core Power Unit
At the heart of every belt system is the drive — usually a motor and pulley pair. The motor applies torque, the pulley transfers motion, and friction does the rest. However, friction only works when properly matched to the belt’s surface. Some types of Conveyor Belt require lagged pulleys to improve grip, especially under dusty or oily conditions.
What’s critical here is the balance between power and control. Heavy belts with cleats or reinforcement need stronger motors and tighter friction management. Lightweight belts, like those in packaging lines, prioritize speed consistency over raw force. I’ve seen systems fail not because of bad belts, but because the drive wasn’t optimized for the belt’s material.
2.Tensioning: Keeping the Belt Aligned
Without proper tension, even the best types of Conveyor Belt will slip or stretch. There are several methods — screw, spring, counterweight — each suited to specific load patterns. More flexible belts need adaptive tension; rigid belts demand precision setup.
It’s not just about movement, either. Poor tension causes edge wear, tracking issues, and energy loss. Matching the right tensioning method to your conveyor belts types ensures the belt stays centered and responsive across all shifts.

3.Support Structure: The Hidden Stability Layer
The frame, rollers, guide rails, and return pulleys form the belt’s support network. Their role? To keep the belt stable, flat, and properly aligned over time. For long-distance transport or heavy loads, closely spaced rollers are key. On curved paths or incline systems, guide rails help certain different types of conveyor belts avoid misalignment and edge drag.
When support is poorly spaced or misaligned, the problem isn’t always immediate — but it always comes. You start to notice uneven wear, belt vibration, or shifting loads. These are all signs that the system wasn’t designed with the belt’s physical behavior in mind.
4.Drive Placement: Defining Belt Behavior
Head drives are common, but not always ideal. For reverse-flow systems, I’ve recommended center drives. For extreme distances, dual drives split the load and reduce strain. Placement should always reflect the real-world load and friction behavior of the specific types of Conveyor Belt in use.

Mechanical design isn’t just an engineering checklist — it’s the interface between physical motion and production performance. If we understand how different types of conveyor belts respond to drive torque, tension forces, and support geometry, we stop guessing and start designing systems that last.
3.How I Break Down the Types of Conveyor Belt That Actually Matter
Ever opened a product catalog and found yourself staring at 20 belt names that all sound kind of the same? I’ve been there. It’s confusing — until I started grouping types of Conveyor Belt based on how they’re built, how they move through space, and what specific job they’re meant to do.
This three-way breakdown has saved me (and my clients) countless hours of second-guessing.
1. Structure-Based Conveyor Belts: What’s It Made Of, Really?
Let’s start with the obvious — how a conveyor belt is physically built. That’s often your first clue to what it can handle.
- Flat conveyor beltsare the classic go-to. I’ve seen them on packaging lines, assembly tables, you name it. Simple, reliable, and ideal for moderate loads.

- Roller bed conveyor beltssit on rollers instead of a flat surface. They reduce friction, which helps when you’re pushing heavier stuff faster — like in fulfillment centers.

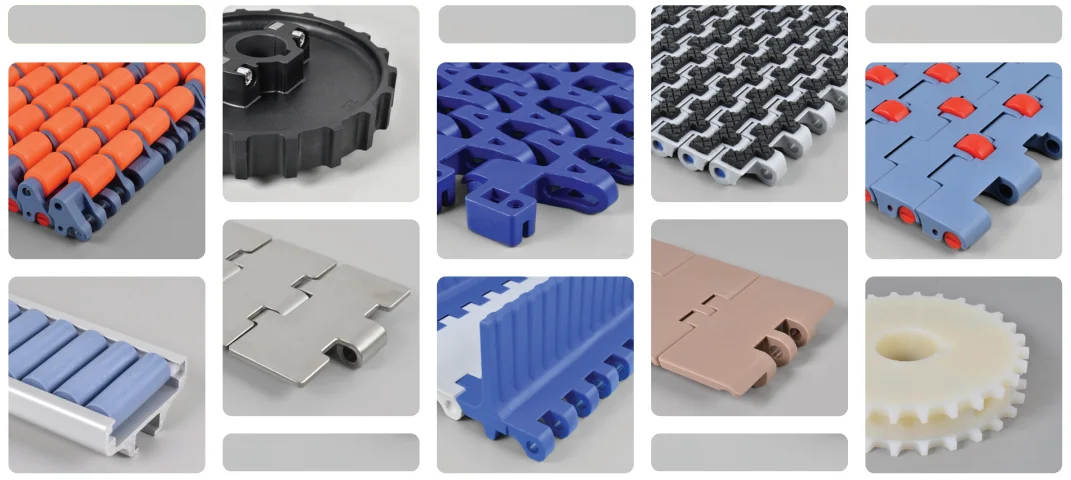
- Modular plastic conveyor beltslook like industrial Lego. They’re perfect for food or beverage factories — easy to rinse down, easy to replace, and resistant to wear.

- Elastic conveyor beltsextend and retract like a slinky. I’ve seen them in express delivery hubs where belts snake right into the back of trucks — total space-savers.

- Slat conveyor beltsare built from rigid slats (plastic or metal). They’re the heavy hitters — carrying hot glass sheets or sharp metal parts without flinching.

- Pallet conveyor beltsare designed for, well, pallets. Think: engines, crates, anything that could crush your foot if it slipped. These belts don’t budge under pressure.

These types of Conveyor Belt come into play when structure matters more than speed or precision — think durability, load support, or just raw toughness.
2. Space-Oriented Conveyor Belts: When Layouts Get Tight
Not every facility has the luxury of open space. One client’s production floor had less than two meters between machines — and they still needed vertical movement. That’s where space-smart belts come in.
- Curved conveyor beltslet you turn corners smoothly without stopping the flow. I once built a “square loop” with them that saved nearly 40% of floor space.

- Spiral conveyor beltsgo up like industrial staircases. I’ve used them to connect three levels in a warehouse without installing a single lift.

- Incline and decline conveyor beltsbridge the vertical gap. Add cleats, and even powdery materials hold steady going uphill.

- Sandwich conveyor beltshold items between two belts, perfect for slippery or delicate goods on steep inclines. Think: small bottles, snack packs, stuff that slides.

These conveyor belts types don’t just move materials — they solve real-world layout headaches. And once you install one, it’s hard to imagine going back to straight-line thinking.
3. Function-Focused Conveyor Belts: When It’s Not Just “Move from A to B”
Some belts are muscle. Others? Pure finesse. This is where belts get specialized — designed to solve specific handling quirks.
- Cleated conveyor beltshave built-in vertical barriers to keep materials from rolling or sliding. I’ve used them in sand plants where loose materials would otherwise pile up fast.

- Sanitary conveyor beltsare water-washable and bacteria-resistant — non-negotiable in food and pharma.

- Vacuum conveyor beltsuse suction to hold lightweight items in place — great for delicate electronics or label placement.

- Magnetic conveyor beltskeep metallic parts locked in — even upside down. In stamping plants, these belts outperform humans in precision and safety.

- Anti-static conveyor beltsstop electrical buildup — a must-have in electronics or volatile environments.

- Filter conveyor beltsare perforated, letting fluids pass through while solids stay on top. Water treatment plants love them.

Each of these different types of conveyor belts is like a specialist in a team — not always flashy, but absolutely irreplaceable for the right job.
So yeah, you could memorize 20 belt names — or just ask three questions:
What’s it made of? What space does it need? What’s its real job?
Get those answers, and picking the right types of Conveyor Belt becomes a whole lot easier.
Because in the end, we’re not choosing a product. We’re choosing how the entire system moves. And when that choice is right, everything else flows better — literally.
4.Conveyor Belt Material Types & Performance Characteristics
When selecting a conveyor belt, the material it’s made from is one of the most important factors. It’s not just about whether the belt can move the material — it’s about how it will handle the environment, the load, and how long it will last in the conditions it’s exposed to. Over the years, I’ve worked with different materials, and I’ve learned the hard way that the wrong material choice can lead to a lot of unnecessary downtime and maintenance.
Let’s break down some of the most common materials used in types of Conveyor Belt and why they’re suited for specific tasks. You might be surprised how much impact material selection can have on your overall system.
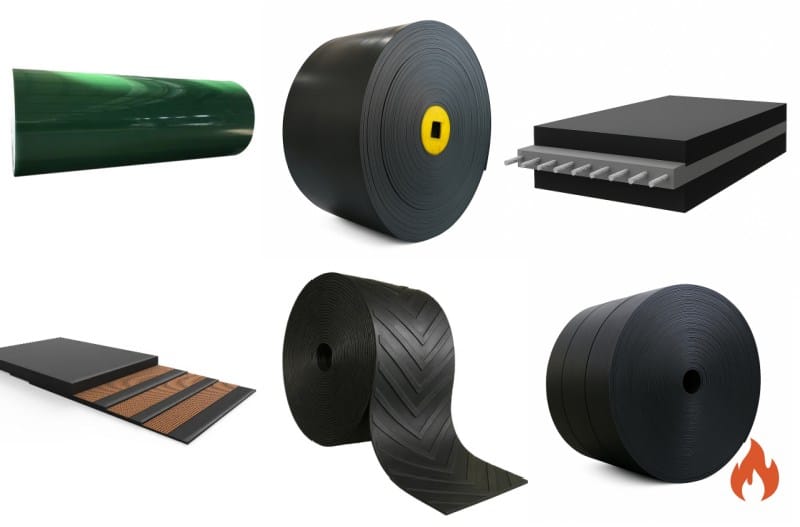
1.Rubber Conveyor Belts: Heavy Duty, High Impact
I’ve seen rubber belts take a beating, especially in environments like quarries and cement plants. The sheer weight and abrasive nature of the materials these belts handle would destroy a lot of other types of belts.
Rubber conveyor belts are designed to take heavy loads and resist abrasion. They’re perfect for carrying rough, heavy materials like coal, gravel, or sand. I once visited a mining client who was constantly replacing their belts because they couldn’t handle the constant exposure to rocks and dust. We switched them to multi-ply rubber conveyor belts, and after that, they didn’t have to replace belts nearly as often — the durability was a game-changer.
Rubber can absorb shock, resist wear, and keep things moving in some of the toughest environments. When durability matters most, rubber belts are the way to go.

2.PVC/PU Conveyor Belts: Lightweight, Corrosion-Resistant, Ideal for Food & Packaging
In industries like food processing and packaging, hygiene is paramount. It’s not just about moving products; it’s about keeping them safe and contamination-free.
I’ve worked in food factories where the belts are exposed to wet environments, oils, and various chemicals. That’s when PVC and PU conveyor belts become the best option. These materials are resistant to oils, fats, and mild chemicals, making them perfect for food and packaging lines. I’ve seen firsthand how PU conveyor belts can help food processing plants maintain high standards of hygiene. One of my clients in the meatpacking industry was struggling with cleaning issues — but after switching to PU conveyor belts, cleaning became easier, and production efficiency improved.
If you’re dealing with food, pharmaceuticals, or anything that requires regular cleaning and sanitizing, these belts are the right choice.

3.Modular Plastic Conveyor Belts: Easy to Clean, Flexible, and Perfect for Tight Corners
Flexibility is often the name of the game when it comes to complex systems. Modular plastic conveyor belts offer just that. These belts are made up of interlocking sections, meaning you can easily replace parts if they get damaged, and they’re easy to clean — a must-have in many industries.
I’ve used these belts in food processing, where the belt needs to be washed down regularly. One time, we swapped out a client’s old belt with a modular plastic conveyor belt, and they were able to cut cleaning time in half. They’re also great for applications with tight turns or where the belt needs to be flexible.
However, they’re not perfect for every application. While they’re incredibly versatile, they can be a bit noisy, and they don’t handle heavy loads as well as rubber or steel-based belts. But for cleanliness and flexibility, they’re hard to beat.
4.Metal Conveyor Belts: High-Temperature Durability and Resistance to Deformation
When you’re working in high-temperature environments, you need a belt that won’t break down when things get hot — and that’s exactly what metal conveyor belts offer. Made from stainless steel, these belts can withstand extremely high temperatures, making them perfect for metal processing, baking, and any other application where heat is a concern.
I’ve seen metal conveyor belts in action in steel plants where they handle red-hot materials straight from the furnace. The belts don’t warp or lose their strength under high temperatures, which makes them invaluable in industries like metal manufacturing or glass production. One client in a steel mill even told me, “If it weren’t for these metal belts, we’d be in a constant cycle of repairs.”
They’re also resistant to abrasion and can handle heavy loads without deforming, which makes them ideal for extreme conditions.

5.Fabric Conveyor Belts: Lightweight and Flexible for Short-Distance, Low-Load Applications
Not every application needs a heavy-duty, high-strength belt. In some industries, what you really need is something that’s lightweight, flexible, and cost-effective.
Fabric conveyor belts, made from materials like polyester or nylon, are perfect for applications that require a lighter load and short-distance transport. I used them in a textile factory once, where they were ideal for transporting lightweight fabric rolls over short distances. They’re easy to install, easy to maintain, and highly cost-effective.
However, fabric belts are better for light-duty applications and don’t handle heavy or abrasive materials well. But for moving lightweight goods, they get the job done at a lower cost.

The material you choose for your types of Conveyor Belt directly impacts performance, durability, and maintenance costs. By matching the right material to the right application, you can improve system efficiency, minimize downtime, and increase the longevity of your belts.
5.Typical Applications Across Industries
People often assume a conveyor belt is just a simple machine — something that moves stuff from one place to another. But when you’ve seen enough of them snap, stall, or slowly wear out in the middle of production, you start to realize it’s never just about motion. It’s about the right kind of motion, in the right conditions, with the right kind of belt. And that’s where it gets interesting.
In food factories, where everything smells like disinfectant and time moves in fast, sanitized cycles, the belts can’t afford to make mistakes. Cleaning is constant, and if bacteria lingers, it becomes a problem faster than anyone wants to admit. I’ve watched facilities swap out entire lines just because a belt was too absorbent or too hard to dismantle. Plastic modular belts make life easier in these settings — not because they’re fancy, but because they’re practical. If a section wears down, you pull it off. If you need a deep clean, you take it apart and put it back together before lunch break ends.
Step into a warehouse, and it’s a different tempo altogether. Boxes don’t care about hygiene; they care about getting from dock to truck without smashing into each other. Belts in this world need to be flexible — literally. They twist around corners, dip into zones, and stretch when the line suddenly doubles in volume. I’ve seen logistics teams reorganize entire layouts overnight just because Friday’s incoming shipment looked nothing like Thursday’s. The belts that survive here are the ones that don’t mind a little chaos.
Now, e-commerce. That’s a beast of its own. The accuracy expectations are unforgiving. If a package lands on the wrong belt, it might end up three cities away before someone notices. I’ve seen operations where a few centimeters of misalignment caused hours of delay. Timing belts with tight synchronization are the unsung heroes in those places — they don’t get credit, but they quietly keep everything on track. Sometimes literally.
Then there’s heavy industry. Mining sites, cement factories, steel plants. This is where belts either hold their ground or give up in protest. You’re moving materials that eat through rubber like it’s candy. In one steel plant, they were using standard belts to move hot coal ash. It worked — for about a week. Then came the cracks, the stretching, the shutdowns. We swapped in a heat-resistant rubber belt, and just like that, the line stopped complaining. It didn’t look much different, but it held up where the last one didn’t stand a chance.
Airports have a whole different set of headaches. Luggage doesn’t wait. Neither do passengers. I remember walking through the system in Dubai International — belts winding under ceilings, dipping into restricted zones, surfacing again near gates. Every curve was intentional, every speed setting fine-tuned. If one part jammed, it wasn’t just a maintenance issue; it was a public event. Those belts don’t get to be “good enough.” They have to be invisible — working so flawlessly that no one even thinks to notice them.
And in construction, especially cement production, things get heavy. And hot. Limestone, gypsum, clinker — none of it’s gentle. You need a belt that doesn’t blink when the load shifts or the temperature spikes. Steel cord belts make sense here. They don’t flinch under pressure, and they last longer than most people expect — which, in this line of work, is probably the best compliment a belt can get.
So no — belts aren’t all the same. And once you’ve seen them in enough places, you stop asking what a belt is made of. You start asking what it’s made for.

6.Conveyor Belt Manufacturing and Types of Conveyor Belt Material Composition
I’ve always found it strange how rarely we talk about what holds a conveyor belt together. Not the metaphorical “what makes it work,” but the literal structure — the joints, the layers, the materials. People think of belts as these continuous, unbroken loops, but in reality, they’re often stitched, fused, clamped, and reinforced in ways that have everything to do with how long they last.
There’s hot vulcanization, of course. That’s the gold standard when you have the time and equipment — heat and pressure bring everything together in one fused joint. Done well, it’s seamless. I’ve seen belts run for years without the splice ever giving up. But real life isn’t always that neat. Sometimes you’re out in a remote yard, the belt is down, the line is waiting, and you don’t have a vulcanizer on standby. That’s when the other methods come into play.

Cold bonding is one of them. It sounds simple — glue, pressure, cure time — but anyone who’s actually done it knows it’s a little trickier than that. If the surface isn’t prepped properly, if the weather’s wrong, if someone rushes the curing, it fails. But when it’s done right, it holds up surprisingly well. We’ve relied on it more times than I can count when we needed something back up and running in hours, not days.
Then there’s the mechanical splice — belt lacing, fasteners, metal clips, call it what you will. Some people love them, some hate them. What I’ll say is this: they’re fast. And when a belt tears during a night shift and you’re hours from the nearest shop, being able to bolt the ends together and keep moving is a lifesaver. It’s not elegant, and sure, it may not last like a vulcanized joint — but when the system’s down and money’s bleeding, nobody cares about elegance. They just want it to move again.
People often confuse mechanical splicing with modular belts, but they’re really not the same thing. A modular belt is designed to be snapped together in segments, almost like conveyor-scale LEGO. You don’t repair it — you swap pieces. It’s fantastic for industries that need frequent sanitation or changeovers. But it’s not what you pull out when a 500-meter rubber belt rips halfway through a shift.
And none of this matters if the belt itself isn’t built right. The core makes or breaks the whole thing. Fabric plies work fine for lighter loads and short runs, but try to stretch them across a long incline under tons of gravel? You’ll see their limits fast. Steel cords are stiffer, stronger, and less forgiving, but they’re what you need when tension and distance are non-negotiable. And for everything in between, there are hybrids — fabric with reinforcement, layered builds that balance strength and bend.
Then we’ve got the outer layer — the part that gets all the abuse. Top covers vary more than most people realize. Thickness can go from 4 to 8 millimeters depending on wear demands, while the bottom might stay at 2 to 4. A belt running under sharp ore? You want extra rubber. Moving packaged goods? Thinner is fine. And hardness matters too — somewhere in that 60–70 Shore A range is usually the sweet spot, though I’ve seen softer covers when grip matters more than wear.
Formulations get even more technical. Most belts aren’t just “rubber.” They’re a blend — often NR/SBR — with fillers, plasticizers, curing agents. Carbon black might make up 20%, oils 5–10%, the rest adjusted based on heat, oil, or chemical resistance. You change one ingredient, and suddenly the belt behaves differently. It’s a lot like cooking, except failure costs you downtime, not just a bad meal.
So yeah, people ask me what’s the best belt — and I never have one answer. Among all the types of Conveyor Belt you can choose from, the right one isn’t just the strongest, or the cheapest, or the one with the fanciest datasheet. It’s the one that matches your environment, your priorities, and your worst-case scenario. And if you don’t know what that scenario is yet? The belt probably will let you know.
| Component / Feature | Typical Range / Options | Practical Notes |
| Top Cover Thickness | 4–8 mm (depends on abrasion/load) | Thicker for abrasive materials like ore; thinner for light packaging |
| Bottom Cover Thickness | 2–4 mm (usually thinner than top) | Sufficient for roller contact and lower wear zones |
| Cover Hardness | 60–70 Shore A | Higher Shore = better abrasion, lower Shore = better grip |
| Splice Methods | Hot vulcanization / Cold bonding / Mechanical splicing | Choice depends on urgency, repair conditions, long-term durability |
| Core Types | Fabric core / Steel cord / Hybrid composite | Steel for distance/tension, fabric for flexibility, hybrids for balance |
| Material Composition (Base Blend) | NR + SBR (Natural/Synthetic Rubber blend) | Exact blend changes belt’s stretch, grip, and temp response |
| Carbon Black Content | 15%–25% | Impacts durability, aging, UV stability |
| Plasticizers / Oils | 5%–10% | Affects flexibility, cost, performance under temp stress |
| Use Case Sensitivity | UV resistance, oil resistance, chemical exposure | Environmental and material compatibility drive formulation choice |
7.Compliance Standards Across Types of Conveyor Belt Applications
When we talk about types of Conveyor Belt, the discussion usually revolves around strength, structure, or surface finish. But in reality, no matter how tough or high-tech a belt is, if it doesn’t comply with the right standards, it won’t make it past the factory floor — or worse, it gets pulled mid-operation. Compliance isn’t the glamorous part of engineering, but it’s the part that keeps everything legal, safe, and running.
In food handling, for example, compliance isn’t optional — it’s the foundation. The FDA sets the bar through its 21 CFR regulations for materials that touch food directly. That means every layer of the belt — from the surface polymer to the bonding adhesive — has to meet food-grade criteria. Some clients assume that anything white or smooth must be compliant, but we’ve had to stop entire production lines because belts looked clean but weren’t certified. If you’re sourcing conveyor belts types for food or pharmaceutical use, you can’t afford to guess.
Head underground and the standards shift fast. In mining or tunnel operations, the MSHA flame-resistance requirement isn’t just another spec line — it’s life-or-death. Belts used in these environments must self-extinguish and resist ignition, especially when moving materials that generate dust or friction. Over the years, I’ve seen belts that passed lab tests but struggled in real heat-heavy zones. A good type of Conveyor Belts for mining isn’t just durable; it has to be safety-certified and field-proven.
Then there’s OSHA, particularly regulation 1926.555. While this one doesn’t dictate belt composition, it governs how belts interact with the people around them. Guards, emergency stops, controls — they’re all required, and any belt system that overlooks these can put workers at risk. I’ve walked through setups where the belt was technically sound, but the system lacked proper guarding or kill switches. It takes just one close call to show why OSHA is taken seriously.
On the manufacturing side, standards like CEMA, ARPM, and what used to be RMA guide the production and testing of belts for everything from textile handling to bulk material transport. They define test methods for elongation, impact, abrasion resistance, and establish how belts are rated. When you’re choosing between different conveyor belts types, checking if a belt adheres to these frameworks is a great way to separate marketing claims from actual performance.
So while compliance might not show up in the marketing slogans, it threads through every smart decision. A belt that doesn’t meet the standards — no matter how strong or well-built — becomes a liability the moment it’s put to work. Understanding these layers of regulation means you’re not just buying a product. You’re investing in safety, longevity, and the right to operate without surprises.

8.How to Choose Between Different Types of Conveyor Belt
Every time someone asks me, “Which conveyor belt should I use?”, I pause. Because it’s never a one-line answer. There are so many types of Conveyor Belt out there that picking the right one feels less like a selection — and more like a process of elimination. It’s not just about the material you’re moving; it’s about the space, the speed, the maintenance window, the operators who’ll be stuck dealing with it when things go sideways.
I’ve seen people obsess over load capacity, and completely miss the temperature their belt is exposed to — or how sharp the material edges are. A belt that’s perfect for grain might fail miserably with crushed rock. And the mistake isn’t obvious at first. It sneaks up over weeks — cracks near the splice, stretching at the drive end, friction wear you didn’t expect. That’s the danger with choosing based on specs alone, without stepping back to ask: what does this belt really need to survive?
Environment plays a bigger role than most people realize. I’ve worked in setups where humidity alone was the silent killer. Belts that ran fine on the dry dock floor started slipping the moment they were installed in an open-air loading station. That’s why I never just ask what the material is — I ask where it’s going, what it’s passing under, what the operator has to clean off it at the end of the day. Choosing between different types of conveyor belts isn’t about the belt itself. It’s about everything that happens around it.
Sometimes the deciding factor isn’t performance, it’s people. How easy is the belt to replace? Can the crew on site do it without needing a third-party service? I’ve had clients turn down technically better options just because the splice required special tools they didn’t have. In those cases, going with a simpler belt that can be cold bonded or mechanically fastened — even if it wears faster — actually made more sense. That’s the thing about working in the field instead of from behind a catalog. You learn that “best” is relative.
And of course, cost always enters the conversation. But cost per meter is almost never the number that matters. What matters is how often you have to shut down, how much product you lose when the belt fails, and how fast you can get it back online. I’ve seen cheaper belts end up being way more expensive once you factor in all the interruptions they cause. So yes, price matters — but only in context.
Choosing between conveyor belts types is a bit like choosing the right boots for a job. You don’t wear steel toes to a beach or sandals on a job site. Same goes for belts. It’s about matching the wear, the terrain, and how far you need to walk without having to stop and fix something.

















