
1.Mining Conveyor Belts: The Quiet Backbone of Real-World Mining
In the gritty world of mining, there’s no room for fluff—just results. That’s where the mining conveyor belt shines. From the open pits of South Africa to the muddy hills of Indonesia, it moves tons of raw ore, hour after hour, without fuss.
Forget fancy tech dreams—most mines just need something that works. A good conveyor belt cuts down on fuel costs, keeps the workflow steady, and handles rock, coal, and dust like it’s nothing new. It’s not about silence—it’s about stability.
Choosing the right type of mining conveyor belt isn’t a luxury—it’s the key to keeping production rolling. Strong, durable, and built for tough jobs, the right belt keeps your mine on track, no matter the terrain.

2.Key Functions of Mining Conveyor Belts in Modern Operations
In modern mining operations, a wide range of equipment plays its part—excavators dig deep, trucks handle tough terrain, and crushers break down what matters. Yet, when it comes to sustained, efficient material movement, the mining conveyor belt often carries more weight—literally and strategically—than it gets credit for.
2.1 Long-Distance Material Movement
Across sprawling mining sites in South Africa or the remote interiors of Indonesia, moving raw ore from pit to plant is no small feat. Mining conveyor belts handle this task with quiet consistency. Unlike vehicle fleets that require fuel, roads, and manpower, belts offer a continuous, low-energy route across vast distances—cutting transport costs while maximizing output.

2.2 Keeping Operations Flowing Smoothly
In mining, time truly is money. And while conveyor belts aren’t immune to mechanical failure, when properly maintained, they offer a rhythm no fleet of trucks can match. Conveyor systems create a seamless connection between crushing and sorting stations. Rather than depending on operators or dispatch schedules, ore moves automatically, making the system more predictable. A stable, self-regulating flow helps prevent backups at crushers and ensures processing lines never sit idle waiting for raw material.

2.3 Adapting to Complex Terrains
Mining doesn’t happen on gentle plains. Mountains, valleys, and uneven landscapes are part of the job. Here’s where mining conveyor belts leave trucks in the dust—literally. A haul truck, no matter how powerful, can’t drive straight up a steep slope. It must snake along U-shaped switchbacks, burning time and diesel. Meanwhile, a conveyor belt, with its flexible structure and modular design, can ascend the same hill almost in a straight line. Less distance, less delay, less cost.

2.4 Enhancing Operational Safety
The fewer machines crisscrossing the site, the safer it is. Conveyor belts reduce the number of trucks required on-site, lowering the chances of collisions, rollovers, or human error in high-traffic zones. Also, fewer drivers operating in hazardous areas means less exposure to dust, vibration, and fatigue-related incidents. When safety becomes systematic, everyone wins.

2.5 Boosting Efficiency at Every Stage
Efficiency in mining is all about flow—no clogs, no bottlenecks. Mining conveyor belts contribute in two key ways: speed and consistency. At the crushing stage, they rapidly remove broken ore, preventing build-up and letting crushers keep working. Downstream, they ensure that sorted materials are always arriving where they’re needed, at the right volume. The goal? To use every centimeter of belt and every second of operation. When belts run full and fast, so does the profit line.

2.6 Reducing Environmental Impact
The environmental footprint of a mining operation can be measured not just in emissions, but also in dust, soil disruption, and noise. While haul trucks emit CO₂, they also kick up large amounts of particulate matter as they roll across dry surfaces, contributing to air pollution and affecting nearby communities. A mining conveyor belt, by contrast, offers a clean and stable pathway—no smoke, no clouds of dust, no craters left in the ground.

2.7 Customization for Site-Specific Needs
There’s no one-size-fits-all in mining. The wide types of mining conveyor belts available today reflect the industry’s complexity. From flame-retardant belts used in underground coal seams to oil-resistant variants for greasy ores, each belt type can be fine-tuned to match exact transport needs. Smart conveyor belt selection ensures durability, safety, and minimal maintenance—qualities that directly affect a mine’s ROI.

2.8 Long-Term Cost Efficiency
Upfront, conveyor systems might seem like an investment—but long term, they outperform. They cut fuel costs, reduce wear-and-tear expenses, and keep production moving with minimal staff. For operations looking to maximize output and reduce variable costs, the mining conveyor belt proves to be one of the smartest infrastructure bets available.

3. Mining Conveyor Belt Materials and Environmental Adaptability
In real-world mining environments, a mining conveyor belt isn’t just a tool—it’s a frontline system exposed to heat, pressure, moisture, and risk. Its performance depends heavily on how well its materials match the physical demands of each scenario. Whether hauling coal up a muddy slope or moving hot clinker across steel rollers, every belt must be built to survive its environment.
3.1 Built for Abrasive, High-Impact Work
Ores and minerals rarely come smooth. The irregular forms of mined ore often feature sharp corners and fractured edges, capable of tearing into poorly reinforced belt covers on impact. Over time, the combined effects of scraping and striking can rip apart standard belts. That’s why high-quality mining conveyor belts in these settings are manufactured with abrasion-resistant covers and reinforced core structures. They absorb repeated friction and sudden impact without cracking or tearing—critical in crushing and loading zones.

3.2 Handling Heavy Bulk Materials
Heavyweight materials like coal, bauxite, and granite demand robust belts with high tension tolerance. These belts often use multi-ply fabric layers or steel cords to resist stretching under pressure. Even at full capacity, they maintain flatness and directional stability. Smart conveyor belt selection for such applications reduces downtime caused by sagging, misalignment, or overload.

3.3 Performing Under Intense Heat
Some materials don’t have time to cool. Materials like sintered ore or hot clinker are transferred directly after processing, exposing belts to contact temperatures reaching up to 200°C. Only heat-resistant compounds can withstand such thermal stress without surface degradation or hardening. Heat-resistant belts are specially engineered with high-stability rubber compounds that resist warping, hardening, or peeling. They help maintain grip, protect structural layers, and reduce belt swelling caused by thermal shock.

3.4 Resistant to Oil and Grease Exposure
Not every mining material is dry or clean. In places where oil-rich ores or industrial lubricants are common, belts face surface contamination that can lead to swelling and slippage. That’s where oil-resistant belts shine. Their rubber formulations are designed to block oil penetration and maintain performance—crucial in recycling facilities or ore-washing stations.

3.5 Mastering the Transport of Fine Powders
Tiny materials like fly ash, crushed limestone, or powdery ore may seem easy to carry—but their low cohesion causes them to scatter or slide unpredictably. For these challenges, chevron-pattern conveyor belts are the go-to solution. Their raised surface design grips particles in motion and provides traction even at inclined angles, ensuring accurate, contained transport throughout the handling process.

3.6 Safety-Critical for Underground Hazardous Materials
In underground mines, conditions can be unstable. Air circulation is limited, and under the right conditions, gases like methane can accumulate. These gases can be ignited by tiny energy sources—such as static discharge or heat generated by the belt itself during friction. That’s why mining conveyor belts used underground are manufactured with anti-static and flame-retardant properties.
Anti-static design helps disperse electrical charges before they build up. At the same time, flame-retardant materials are built to self-extinguish quickly once the ignition source is removed, preventing fire from spreading along the belt’s surface. These belts are not optional—they are required for worker safety in confined, high-risk areas.

3.7 Climbing Challenging Terrain in Underground Mines
In underground mining, elevation changes still exist—but within far more confined and controlled environments. Conveyor belts here must not only manage incline angles but also fit into tight tunnels with limited headroom. Belts used for underground inclines require high flex resistance to accommodate smaller pulley diameters, and cleated designs for material retention on moderate slopes. Combined with flame-retardant and anti-static properties, these belts ensure safe and stable uphill transport without spillage or rollback, even in poorly ventilated, gas-sensitive tunnels.
3.8 Performing in Wet and Muddy Zones
In regions with frequent rainfall or underground seepage, water and mud are a daily challenge. Standard belts can slip or clog. In muddy or waterlogged mining zones, belts must use hydrophobic coatings, edge-sealing layers, and grip-enhancing textures to minimize slippage and resist clogging from wet debris.These belts reduce slippage, keep material flowing, and minimize downtime during rainy seasons or in swampy pit zones.

4. Types of Mining Conveyor Belts and Their Applications
No two mines are alike—and the same goes for what they expect from a mining conveyor belt. From deep shafts to scorching open pits, each operation puts unique pressure on its conveyor system. From underground tunnels to scorching heat near furnaces, selecting the right belt type is critical to ensure safety, performance, and long-term cost-efficiency. Below are the most common types of mining conveyor belts, each tailored for a specific challenge.
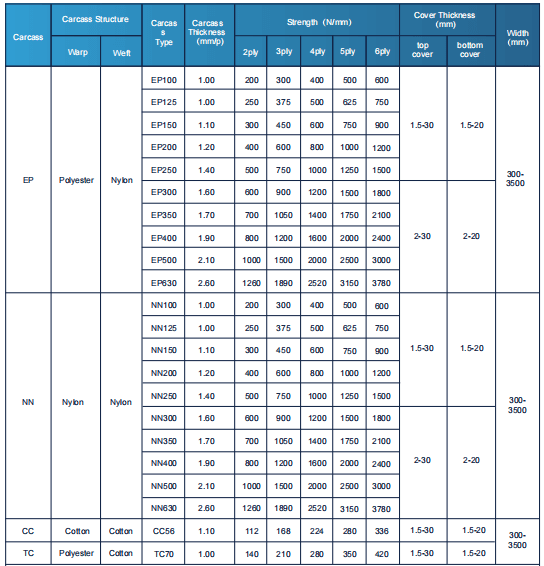
4.1 Multi-Ply Conveyor Belts
A true underground veteran, the multi-ply conveyor belt is tough, adaptable, and quietly dependable—like the miner who never misses a shift. These belts usually feature either EP (polyester-nylon) or NN (nylon-nylon) fabric layers. EP belts are moisture-resistant and stable over long distances, while NN belts flex better and absorb shock like a pro. Whether you’re winding through a tight tunnel or navigating a sharp bend, these belts are ready to roll—literally and figuratively. They’re also cost-effective for mines with variable load weights and moderate impact levels, striking the right balance between flexibility and durability. Their lighter weight compared to steel-cord belts also means easier installation and quicker repair times, especially important in remote underground setups.
4.2 Straight Warp Conveyor Belts
If your mine is a place where ore falls like hailstones and machines don’t pull punches, straight warp belts are your frontline defense. Built with crisscrossing yarn layers for maximum strength, they resist tearing, take a pounding, and don’t flinch. They’re ideal for drop zones where impact is a daily affair and downtime is not an option. Their reduced stretch rate also means less adjustment over time, making them a maintenance-friendly choice. In operations with high fall height from crushers or feeders, straight warp belts absorb shock and prevent rupture where conventional belts would crack under pressure.
4.3 Steel Cord Conveyor Belts
When you’re in it for the long haul—literally—steel cord belts are the only logical choice. Reinforced with steel cables running the entire belt length, these are built for high tension, long distances, and heavy-duty performance. Whether crossing a kilometer-long quarry or hauling ore across a mountain, steel cord belts take the stress without breaking a sweat (or a strand). Thanks to their structural stiffness and lateral flexibility, they form deep troughs that stabilize bulk loads and increase carrying capacity—ideal for high-throughput material flows. Their superior load distribution makes them ideal for bulk transport systems where reliability is mission-critical.
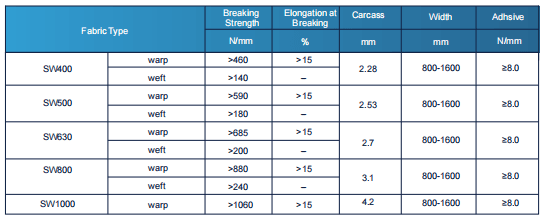
4.4 Solid Woven Conveyor Belts

When it comes to high-risk environments like underground coal mines, solid woven conveyor belts aren’t just tough—they’re trained for emergencies. Built from a single-layer woven core and finished with a flame-retardant, low-conductivity rubber cover, these belts are purpose-built to reduce fire hazards and control static buildup in areas where gas accumulation is a constant concern. You won’t find them cracking under pressure—or under humidity either. Their monolithic structure minimizes delamination risks, and their resistance to moisture and tearing makes them a reliable workhorse in damp, dust-heavy tunnels. Think of them as the no-nonsense, safety-first belt that still shows up early for every shift—without needing a rescue plan of its own.
4.5 Heat-Resistant Conveyor Belts

Transporting sintered ore or hot clinker straight from the furnace? Ordinary belts will buckle—figuratively and literally. Heat-resistant belts are made to endure temperatures up to 200°C without cracking, hardening, or losing grip. Their special rubber formulations keep things cool under pressure—even when everything else is hot enough to fry an egg. They also maintain tensile strength under heat, which helps avoid sagging or belt deformation over time. These belts are essential in cement plants, smelters, and metallurgical operations, where material arrives hot and must keep moving.
| Temperature of belt surface℃ | 100 | 125 | 150 | 180 |
| average temperature of materials℃ | 120-130 | 130-140 | 140-190 | 190-220 |
| peak temperature of materials℃ | incandescent point | 150 | 200 | 200-300 |
4.6 Oil-Resistant Conveyor Belts

In mining zones where oil is more common than water, standard belts don’t stand a chance. Oil-resistant belts are built with chemical-resistant compounds that repel grease and oil like a raincoat on a stormy day. No swelling, no slipping, just steady, smooth transport of the messiest materials you’ve got. These belts are indispensable in areas like metal recycling, where spilled hydraulic fluid or oil-soaked debris would otherwise ruin a standard belt in no time. They also perform well in flotation plants and mineral washing lines where oil exposure is frequent.
| Oil Resistance Technical Data | |||||||
| Type | Operating Temperature | Suitable Oil Type | Oil Resistance Data(72 hrs) | ||||
| MOR | -30℃-70℃ | Mineral oil,organic solvent | distensibility≤20% | ||||
| OR | -30℃-70℃ | Vegetable oil,animal fat | distensibility≤5% | ||||
| Cover rubber oil resistant testing. | |||||||
| Item | Testing Condition | Volunme Change Rate(%) | |||||
| ASTM 471 | Soak Tomporature,C | Soak Time,h | L | D | |||
| 1 | IRM901 | 70±2 | 70±1 | +20 | -5 | ||
| 2 | IRM902 | 70±2 | 70±1 | +50 | +5 | ||
| 3 | IRM9O3 | 100±2 | 20±0.25 | +50 | +5 | ||
4.7 Flame-Retardant and Anti-Static Belts

Deep underground, where air barely circulates and gas pockets lurk unseen, one spark can mean disaster. Flame-retardant and anti-static belts aren’t just recommendations—they’re lifelines. These belts are engineered to prevent static buildup and self-extinguish quickly if ignited, stopping fire in its tracks and keeping everyone above ground and below safe. Some models also include fire-resistant textile layers, adding another level of protection in sensitive environments. Compliance with standards like ISO 340 or MSHA is non-negotiable for these belts, especially in underground coal or gassy metal mines.
| Technical data | |||
| Cover rubber property | |||
| Tensile Strength(MPA) | Elongation at break(%) | Abrasion(mm³) | |
| ltem | ≥14 | ≥350 | ≥250 |
| ≥18 | ≥400 | ≥200 | |
| ≥20 | ≥400 | ≥180 | |
| Safety property | |||
| Elongation at break(%) | |||
| Standard | MSHA(mine safety and health administration) | ||
| DIN-EN-14973(A,B1,B2,C1,C2) | |||
| CSA-M422-12 | |||
| SABS | |||
| AS4606 | |||
| JIS-K-6324 | |||
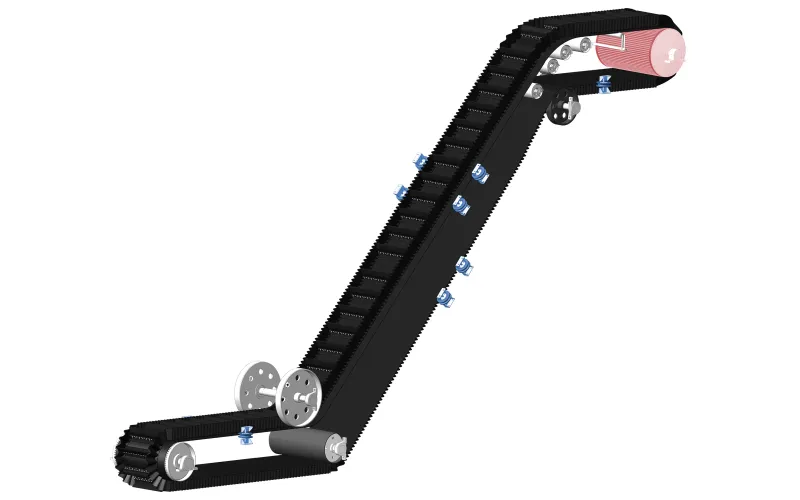
4.8 Sidewall Conveyor Belts
Got steep slopes? Forget zigzagging trucks and switchbacks. Sidewall belts climb like mountain goats—thanks to built-in cleats and corrugated edges that hold material tight, even at vertical angles. They’re space-saving, spill-proof, and ready to rise to the occasion when gravity says no. Perfect for pit-to-plant systems or compact spaces where you need to go up, not around. They’re also excellent for reducing transfer points, meaning fewer motors, less energy, and fewer mechanical breakdowns.
Whether you’re operating in coal tunnels, iron ore quarries, or recycling zones, mining conveyor belt performance depends on using the right tool for the job. A thoughtful conveyor belt selection ensures not just productivity, but also safety and cost control—core elements for any sustainable mining operation
5. How to Choose the Right Mining Conveyor Belt for Your Operation
A well-chosen mining conveyor belt can turn chaos into flow—and a bad one can do just the opposite. But how do you know which belt is right for your operation? It’s not just about brand or budget. It’s about understanding technical requirements, material behavior, and operational goals. Here’s a breakdown of key factors that should guide every serious conveyor belt selection—with real data to back them up.
5.1 Tensile Strength: The Hidden Workhorse
Tensile strength determines how much pulling force a belt can handle before it fails. For heavy mining applications, steel cord conveyor belts commonly offer strength ratings from 1000 to 3150 N/mm, with some specialty belts exceeding 5000 N/mm. That strength keeps your belt from stretching or snapping under load. If you’re running a long-distance conveyor or working with high incline angles, underestimating this number is asking for trouble. For medium-duty use, EP fabric belts with tensile ratings of 160–630 N/mm are typically sufficient.
5.2 Abrasion Resistance: The Fight Against Wear
If you’re moving raw ore, you’re basically sandpapering your conveyor belt all day. Belts are often classified by DIN 22102 (Germany) or RMA (USA) abrasion standards. For example:
- DIN Y: General abrasion resistance
- DIN X: Heavy-duty, high-abrasion environments
- RMA Grade I: High-quality wear resistance
In high-wear zones like crushers or transfer points, belts with DIN X or RMA Grade I classification are worth the extra investment—they can reduce surface wear by over 40% compared to general-purpose belts.
5.3 Environmental Conditions: Heat, Moisture, Chemicals
Mining doesn’t happen in ideal environments. Heat-resistant belts made from EPDM or SBR rubber are rated to handle continuous temperatures of 150°C, with peaks up to 200°C—essential for clinker or sintered ore. In tropical regions, moisture-resistant belts with sealed edges and water-repellent compounds prevent swelling and delamination. If you’re dealing with leaching chemicals or oily residues, chemical-resistant covers protect both performance and health safety standards.
5.4 Material Properties: Sharp, Sticky, or Just Mean
Each ore is different. A copper ore with jagged edges will destroy a soft belt within days. In that case, a straight warp or steel cord belt with high puncture resistance is better. Greasy recycled metal? You’ll need oil-resistant rubber, usually using Nitrile (NBR) compounds. Extremely hot loads? Bring in heat-grade rubber with layered reinforcement. Choosing the right types of mining conveyor belts for your material can double the belt’s service life.
5.5 Belt Speed: Finding the Sweet Spot
Belt speed is a balancing act between volume and wear. Most mining belts operate in the range of 1.25 to 4.0 m/s, though high-speed systems may reach 6.5 m/s in specialized facilities. Higher speeds boost throughput but also increase wear, especially at loading and transfer points. Always align speed with your system’s chute design and material behavior to avoid spillage and dust generation.

5.6 Load Capacity: Don’t Rely on Luck
Load ratings depend on belt width, troughing angle, and pulley diameter. As a rough guide:
- 1000 mm belt can handle ~1500–2000 tons/hour
- 1200 mm belt handles ~2500–3000 tons/hour
Always calculate for peak—not average—load. Factor in emergency surges and moisture-related weight increases. A belt that’s “just enough” today might buckle tomorrow under slightly heavier conditions.
5.7 Length and Incline: More Than Just Distance
Longer conveyors require tensioners and power-efficient materials. When dealing with inclines over 18–20 degrees, consider belts with cleats, sidewalls, or chevron profiles to prevent rollback. Cleated belts can handle angles up to 45°, while sidewall systems can go nearly vertical in compact operations.
5.8 Width and Dimensions: Size Does Matter
Choosing the wrong belt width can either choke your flow or blow your budget. Optimal width depends on:
- Bulk density of the material
- Desired hourly capacity
- Conveyor speed
For example, transporting iron ore (bulk density ~2.5 t/m³) at 2000 t/h would typically need a 1200–1400 mm belt at 2.5 m/s. Always cross-check against volume and particle size to prevent overflow or inefficiency.
5.9 Maintenance and Repair: Easier is Smarter
Choose belts with standardized joints, easy-access fasteners, and local service availability. Fabric belts are easier to repair in the field, while steel cord belts need specialized equipment. If your site is remote, every hour of downtime costs extra—make maintenance a decision point, not an afterthought.
5.10 Total Cost of Ownership: Budget Beyond the Invoice
Initial belt price is only part of the picture. A lower-grade belt might save 15% upfront but require 30% more replacements. Calculate TCO (Total Cost of Ownership) by factoring in:
- Purchase price
- Installation labor
- Maintenance frequency
- Energy use (heavier belts consume more power)
In many cases, a higher-grade belt pays for itself within one to two years through reduced downtime and energy savings.
6. Why Belt Width and Material Matter in Mining Conveyor Systems
In mining, belts don’t just move ore—they move the entire operation. Get the width or material wrong, and you’re not just watching rocks spill—you’re watching your schedule, your budget, and possibly your boss’s patience tumble with them.
6.1 Efficiency Starts with a Well-Fitted Belt
Running a conveyor system with the wrong belt width is like trying to shovel coal with a spoon—or worse, using a snowplow in a broom closet. Too narrow? You’ve got overflow, blockages, and reduced speed. Too wide? You’re hauling empty space and wasting energy.
For reference: a 1000 mm belt at 2.5 m/s can carry up to 2000 t/h if loaded right. The sweet spot is usually keeping the belt 70–85% full. Anything less is underperformance. Anything more is a cleanup shift waiting to happen.
6.2 Material Selection = Safety Assurance
You wouldn’t wear flip-flops to a welding job—so don’t send standard rubber belts into a high-heat or gas-heavy zone. Heat-resistant belts, typically made from EPDM or SBR compounds, can handle up to 200°C without curling up like last night’s leftover pizza.
In oily environments, NBR-based belts are your best bet—they won’t soak up grease like a sponge and turn into a safety hazard. And in gas-prone underground mines, anti-static and flame-retardant belts aren’t optional—they’re your insurance policy with ISO numbers on them.

6.3 Durability Depends on Your Dirt
All ore isn’t created equal. If your material is more abrasive than your site supervisor’s tone, you need a belt that can take it. DIN-W grade belts are your go-to for high-abrasion environments. They last longer, resist wear better, and save you from explaining why the belt gave out during peak hours.
Got sharp impact zones where rocks come crashing down like they’ve got a grudge? DIN-X belts provide better shock absorption without turning brittle. Just like coffee preferences, EP belts are good for long-distance and moisture control, NN belts for flexibility and bounce-back in tight spots.

6.4 One Belt Can’t Do All the Tricks
Trying to use one conveyor belt across your whole system is like expecting your office chair to work on a bulldozer. Don’t do it.
Use sidewall or cleated belts on steep slopes, steel cord belts for long, straight hauls, and multi-ply belts for curvy, twisty runs. Match belt width and material to each conveyor’s job—not to your spreadsheet template.

6.5 Breakdowns Are Costly—Build Smart
A belt breakdown is never just “a quick fix.” It’s lost time, stressed crews, overtime pay, and probably some industrial-strength swearing. Choosing reinforced sidewalls, hot-vulcanized splices, and belts that don’t fray at the first sign of trouble will save your team from emergency patch jobs and your wallet from unnecessary repairs.
Standardizing belt materials also makes repair and spare part planning easier—especially if your mine is closer to a jungle than a city.
6.6 Go Green—but Stay Sharp
“Eco-friendly” is great—until you realize your belt was made from someone else’s worn-out conveyor system and comes with all the damage baked in.
At Tiantie, we use reclaimed edge trim and fresh production waste—so we know exactly where the rubber’s been. We don’t reuse second-hand belts from mystery mines or half-burned conveyors. Why? Because you can’t build reliability out of recycled risk.
So if your supplier can’t tell you where their recycled materials came from—walk away. Or run, depending on how fast your current belt is falling apart.
Choosing the right belt width and material isn’t exciting—but neither is a shut-down conveyor at shift change. Get it right, and everything flows. Get it wrong, and… well, you’ve probably already seen that movie. Let’s not rewatch it.

7. Leading Mining Conveyor Belt Manufacturers and Their Strengths
In mining, the rocks aren’t the only things under pressure—your conveyor belt suppliers are too. From underground tunnels to open-pit monsters, every mine depends on belts that don’t snap, melt, or stretch like chewing gum. But not all mining conveyor belt manufacturers are created equal. Who made the belt matters. Here’s the full roster—from local powerhouse to global giants—and what sets them apart.
Market Reach | Quality & Innovation Highlight | Industry Applications | Production | |
South America, SE Asia, Middle East,Africa | Custom belts, clean recycling, high R&D | Mining, Power, Metallurgy | 20 lines, 60k m², 50kt/year | |
Global, strong in AUS & NA | X Series, ultra-durable | Crusher zones, long-haul | 540k+ m/year | |
Germany, Brazil, U.S., Australia | Smart belts, integrated sensors | Ports, steel mills, long-distance mining | Brazil plant +7,000 m² | |
Europe, Asia | High abrasion resistance | Heavy mining, metallurgy | Custom high-quality runs | |
Asia-Pacific | Heat/oil/chemical resistant, low stretch | Cement, metal processing, chemical sites | Automated precision lines | |
Global, brand trust | Superfort®, Heat Guard™ high-load belts | Underground & surface heavy mining | Vertical integration/personnel | |
Europe | Cut/wear resistance | Bulk material handling, cement | Consistent European distribution | |
Global industrial footprint | Armor-layer precision belts | Large mining ops, ports | High volume, OEM ready | |
Europe + heavy industry | Steel-cord, high tensile, splice-tested quality | Pit-to-port, long-distance haul | Strong R&D & global service coverage |
7.1 Tiantie Industrial Co., Ltd
![]()
- Market Influence
Strong presence across South America, Southeast Asia, Middle East, leveraging its status as part of the publicly listed Tiantie Group (300587). - Product Quality & Innovation
Offers customized heat-resistant, abrasion-resistant, and anti-static belts. Uses a clean closed-loop recyclingof internal production waste—not aged second-hand belts. - Industry Applications
Proven in mining, power, metallurgy, with real-world deployments in hot, abrasive, and wet environments. - Production Capacity
20 production lines, 60,000+ m² factory, 1,000+ employees, 50,000+ tons output, ISO/DIN/RMA certified.
- Market Influence
7.2 Fenner Dunlop

- Market Influence
Global leader, especially in Australia, North Americafor large-scale mining. - Product Quality & Innovation
Known for X Series, offering ultra-durable, low-stretch construction. - Industry Applications
Widely used in crusher feed zones, stockpiles, and long-haul coal transport. - Production Capacity
Over 540,000 m of conveyor belt produced annually via facilities in U.S., Australia, Europe.
- Market Influence
7.3 ContiTech AG (Continental Group)
![]()
- Market Influence
Global reach with plants in Germany, Brazil, U.S., Australia. - Product Quality & Innovation
Pioneers in smart belts—offering sensors for real-time monitoring of tension, temperature, and wear. - Industry Applications
Suited for ports, steel mills, and long-distance mining systems. - Production Capacity
Brazil plant expanded by 7,000 m²; global network ensures timely delivery.
- Market Influence
7.4 T-Rex Rubber International B.V.
![]()
- Market Influence
Strong in Europe and Asia, niche player focused on quality. - Product Quality & Innovation
Specializes in high abrasivity, offering thick, heavy-duty covers. - Industry Applications
Ideal for high-load mining and metallurgical plants. - Production Capacity
Smaller-scale but fast-reacting production tailored to customer requirements.
- Market Influence
7.5 Bando Chemical Industries Ltd.
![]()
- Market Influence
Solid presence in Asia-Pacific, known for craftsmanship. - Product Quality & Innovation
Offers belts with heat, oil, and chemical resistance, low elongation. - Industry Applications
Common in cement plants, metal processing, and aggressive environments. - Production Capacity
Highly automated lines enabling rapid order turnaround.
- Market Influence
7.6 The Yokohama Rubber Co., Ltd.
![]()
- Market Influence
Global brand, branching from tire success into conveyor reliability. - Product Quality & Innovation
Their Superfort® and Heat Guard™ seriesshowcase high load, high temperature performance. - Industry Applications
Used in heavy-duty underground and surface mining, especially high-stress sectors. - Production Capacity
Vertically integrated manufacturing for consistent quality and supply.
- Market Influence
7.7 Muller Beltex B.V.
![]()
- Market Influence
Renowned in Europe, favored for bulk material handling. - Product Quality & Innovation
Focus on cut resistance, heavy wear zones, and long service life. - Industry Applications
Ideal for cement plants, coal handling, and crusher feed. - Production Capacity
Steady output with strong local distribution in European markets.
- Market Influence
7.8 Bridgestone
![]()
- Market Influence
Global industrial supplies strength extends to mining belts. - Product Quality & Innovation
Emphasizes precision, armor layer belts, and long endurance. - Industry Applications
Preferred in large-scale mining operations and ports. - Production Capacity
High-volume factories, offering fast delivery and OEM support.
- Market Influence
7.9 Phoenix Conveyor Belt Systems GmbH
![]()
- Market Influence
Historic German manufacturer with a strong European reach. - Product Quality & Innovation
Produces top-tier steel-cord beltswith high tensile ratings; in-house splice testing ensures quality. - Industry Applications
Suited for long-haul pit-to-port systemsand heavy industry. - Production Capacity
Comprehensive R&D support, backed by a global network.
- Market Influence
8. Mining Conveyor Belt System Design and Structure
Mining conveyor belt systems aren’t glamorous, but they’re the difference between a productive operation and a frustrating backlog. From underground tunnels to sprawling open pits, every bolt, roller, and motor in these systems plays a role in keeping materials moving—and downtime off the schedule.
8.1 Conveyor Frame Holding Everything Together
The conveyor frame is the support skeleton that holds the entire system in shape. Usually made from industrial-grade steel, this structure needs to be strong enough to support constant vibration, variable loads, and rough terrain.
There are two primary frame types: trough frames and flat frames. Trough frames hold the conveyor belt in a curved position, reducing material spill during movement. Flat frames are designed for tight spaces, often seen in underground mining environments where clearance is limited.
A well-leveled conveyor frame ensures consistent alignment, minimizes belt drift, and extends the lifespan of all connected components.
8.2 Conveyor Belt The Central Transport Medium
At the core of the system is the conveyor belt—the moving surface that handles thousands of tons of raw materials every day. Depending on your mining operation, the right type of conveyor belt varies:
- Fabric Ply Conveyor Belts (EP/NN): Ideal for medium loads with solid flexibility and strength.
- Steel Cord Conveyor Belts: Designed for long-distance and high-tension applications.
- Solid Woven Conveyor Belts (PVG/PVC): Flame-resistant and anti-static, suited for underground mining where gas buildup and electrical safety are critical.
Conveyor belts used in mining require special rubber covers to resist abrasion and handle sharp materials like ore and clinker. The choice of conveyor belt isn’t just a technical detail—it’s a fundamental decision that affects uptime and safety.
![]()
8.3 Pulleys Setting the Direction
Conveyor pulleys are the control centers for tension and movement. The drive pulley transfers power from the motor to the conveyor belt, while the tail pulley helps manage tension and belt return.
To maintain grip and minimize slippage, these pulleys are often covered with rubber lagging. Additional pulleys such as snub and bend pulleys adjust the belt’s path and manage directional changes.
Choosing the right pulley diameter and coating is essential for high-load mining applications where constant movement and torque demand precision.
8.4 Idlers and Support Rollers Keeping It in Motion
Conveyor idlers and rollers provide crucial support to the conveyor belt during operation. There are different types based on their placement and function:
- Troughing Idlers: Form the belt into a U-shape for material containment.
- Return Idlers: Support the belt on its return path.
- Impact Idlers: Located at material drop points to cushion heavy loads.
- Tracking Idlers: Positioned every 30–40 meters to correct belt misalignment.
Modern idlers are engineered with low-friction bearings and corrosion-resistant housings, built to survive everything from abrasive dust to corrosive rainwater.

8.5 Drive System Power on Demand
The drive system is what keeps the conveyor belt moving—consistently and under control. It includes:
- Electric Motors: Either AC or DC, depending on load variability.
- Gearboxes: Reduce motor speed while increasing torque output.
- Variable Speed Drives: Fine-tune conveyor belt speed to match production needs.
- Drum Motors: Compact solutions where space is tight, combining motor and gearbox into a single sealed unit.
- Backstops: Safety features that prevent the conveyor belt from rolling backwards on inclines.
This section of the system converts electricity into raw material movement—without it, the line stands still.
8.6 Safety Systems Where Tech Meets Caution
Mining isn’t just about tonnage—it’s about safety. Conveyor belt systems come with integrated control and safety features like:
- Emergency stop lines running the system length
- Sensors to detect belt misalignment or sudden tension loss
- Tear detection units that spot rips before they become critical
- Dust suppression equipment to keep particulate matter out of lungs and sensors
OSHA- or ISO-compliant guards are often installed around rotating equipment to protect personnel.
![]()
8.7 Mining Use Cases Underground and Surface
On the surface, conveyor belt systems transport ore from crusher stations to stockpiles, move overburden to dumps, and feed processing plants. In underground operations, compact flame-resistant conveyor belts manage transport in confined shafts and tunnels.
Sidewall and cleated designs help with vertical lifting when terrain—or gravity—gets in the way.
9. Why Mining Conveyor Belts Outperform Traditional Transport Methods
When you compare a mining conveyor belt system to traditional haulage using trucks or loaders, the difference is more than just mechanical—it’s operational. From labor and logistics to environmental compliance and equipment longevity, conveyor belts solve problems that traditional systems often create. Let’s break down the key areas where conveyor belts offer real, measurable advantages.
9.1 Addressing Labor Shortages and Transport Delays
Haul trucks need drivers—often highly paid and hard to find in remote mining areas. During production peaks, operations can be delayed simply because there aren’t enough people available. A mining conveyor belt runs 24/7 with minimal supervision. One control room operator can oversee kilometers of belt-driven material transport, eliminating the need for fleet scheduling and reducing dependency on unpredictable labor availability.

9.2 Preventing Material Blockages and System Shutdowns
Truck unloading can be messy. At dumping points, ore may overflow or pile unevenly, leading to blockages that halt crushing and screening processes. A conveyor belt, on the other hand, ensures regulated, even flow. With accessories like impact beds, loading skirts, and belt scrapers, spillage is minimized, and downstream equipment runs consistently. Clients have reported a 40–60% reduction in stoppages after switching to conveyor-based systems.

9.3 Lowering Maintenance and Road Infrastructure Costs
Mines using truck haulage often spend heavily maintaining internal roads. Constant heavy loads degrade the surface quickly, requiring regular grading, drainage, and reinforcement. With a conveyor belt system, the route is fixed, predictable, and built for long-term use. Instead of constantly repairing paths, maintenance teams can focus on belt alignment, roller replacements, and motor servicing—much cheaper and less disruptive.
9.4 Extending Service Life of Equipment
Low-quality belts wear out quickly—especially when handling sharp-edged materials like iron ore or clinker. Many sites previously replaced belts every 3–4 months. With modern mining conveyor belts made from multi-ply fabric, steel cords, and wear-resistant covers, replacement cycles now extend to 12 months or more. Longer service life not only saves money but drastically reduces downtime from unplanned repairs.
9.5 Meeting Environmental and Dust Control Standards
Dust is more than a nuisance—it’s an environmental liability. Truck loading creates airborne particulate matter that fails compliance tests and irritates nearby communities. Conveyor belts, especially when enclosed or paired with dust suppression systems, emit far less dust. This improvement makes it easier for mines to pass environmental inspections and maintain their social license to operate.

9.6 Navigating Tight Underground Spaces with Ease
Underground mines are a logistical challenge. There’s limited room for turning, loading, and unloading vehicles. Mining conveyor belts solve this with custom-fitted designs that snake through narrow shafts and ascend steep inclines. In contrast to trucks, which require ventilation and turning space, belts use far less energy and are easier to automate.
10. What Mining Conveyor Belts Are Made Of
A mining conveyor belt isn’t just a strip of rubber moving from point A to B—it’s a load-bearing, impact-absorbing, fire-resistant lifeline of your entire operation. When transporting sharp-edged ore, handling high-temperature clinker, or operating deep underground, each layer and material choice matters. From the tensile strength of steel cords to the abrasion resistance of specialized rubber compounds, the design of every belt is engineered to match specific mining demands.
10.1 Core Materials That Define Performance
10.1.1 Rubber – The Performance Anchor of Every Belt
In mining, the rubber used on a conveyor belt isn’t just surface material—it’s your frontline defense against wear, heat, and harsh chemicals. Different types of rubber offer different strengths:
- Natural rubber offers flexibility and shock absorption, ideal for systems with frequent loading and small material sizes.
- SBR (styrene-butadiene) is a staple for abrasion resistance. If your site deals with high-impact zones like loading chutes or coarse ore, SBR is built to survive surface wear without rapid aging.
- Nitrile rubber resists oil contamination. In areas where hydraulic spills or greasy ores are common, it maintains structure without swelling or softening.
- Chloroprene and EPDM rubber handle sustained temperatures up to 200°C, making them the right choice for clinker or sintered ore handling.
Choosing the right rubber compound isn’t about preference—it’s about matching the cover to your mine’s biggest challenge: friction, heat, oil, or impact. Get this layer wrong, and the rest of the belt won’t matter.
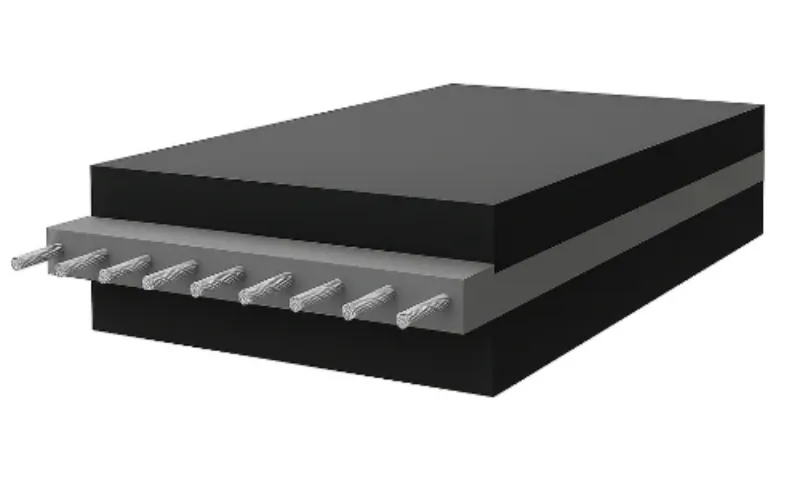
10.1.2 Steel Cord Reinforcement – The Backbone for Long Runs and Heavy Lifts
Steel cord conveyor belts are engineered for one job: high tension and long distances. If your application spans over hundreds of meters or involves continuous mass hauling, this is your only practical option.
The internal structure consists of steel cords running lengthwise through the belt. Depending on the application, you might use:
- 7×7 cords for moderate flexibility and strength.
- 7×19 cords when minimal elongation and maximum load resistance are required.
Steel cord belts excel in minimizing downtime from tension adjustment. Once installed and set, they hold shape with barely 0.25% elongation even under maximum load. That means no re-tightening every few weeks, no drift, and fewer unplanned stops. They’re also less likely to suffer edge wear thanks to excellent tracking stability and troughing performance.
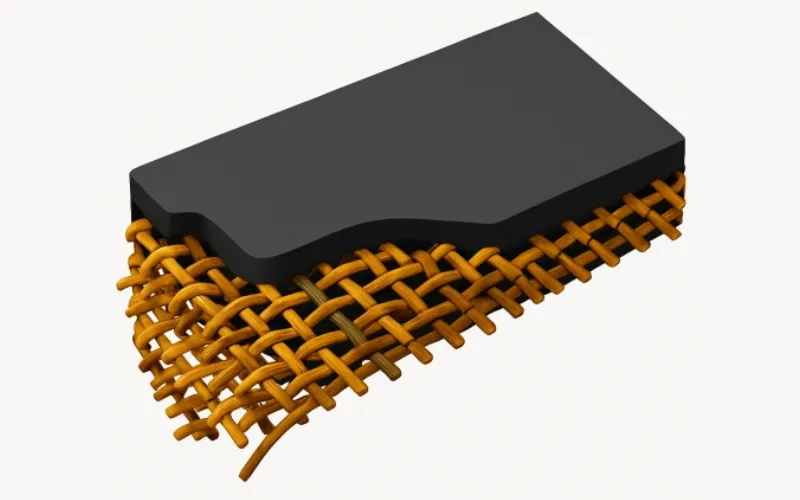
10.1.3 Fabric Layers – Adaptive Support for Varied Terrain and Loads
For operations that don’t require the extreme strength of steel cords, fabric-reinforced conveyor belts provide a reliable, cost-effective solution. Two types dominate mining use:
- EP belts (polyester-nylon) deliver excellent tensile strength with low stretch. They resist moisture, making them ideal for humid environments or operations where water spray is common. EP is widely used in surface mines and in light-duty underground haulage.
- NN belts (nylon-nylon) offer better flexibility and shock resistance. If your layout includes tight curves, steep drops, or variable loading rates, NN helps reduce cracking and ply separation.
EP is often the go-to option due to its “balanced” performance—it’s strong, stable, and moisture-tolerant. But when a site demands extra bend radius or impact absorption, NN is the better call.
Choosing the wrong fabric core results in premature layer delamination, excessive belt stretch, and increased maintenance. Choose based on haul distance, tension demands, and installation geometry.
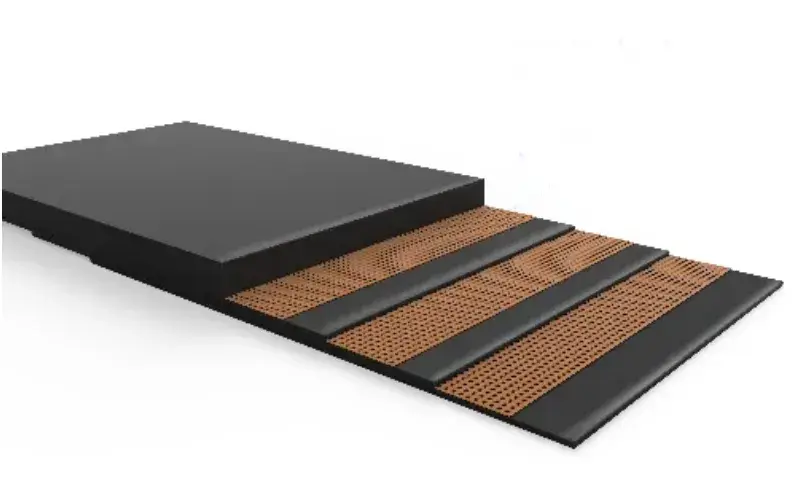
10.2 Layered Structure for Mining Conveyor Belts
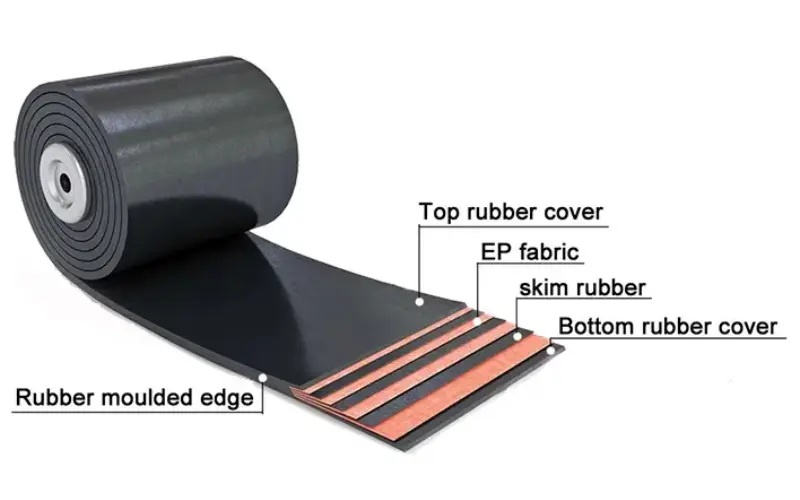
A mining conveyor belt isn’t just a single slab of rubber—it’s a multi-layered structure, with each layer designed to perform a specific function. Understanding how these layers work together is key to choosing the right belt for your operation.
10.2.1 Top Cover – The First Line of Defense
The top cover is the belt’s armor. It faces direct contact with sharp rocks, heavy ore, and abrasive fines. For mining applications, this layer is often made of thick, wear-resistant rubber—its formulation tailored to specific challenges:
- For abrasion: High SBR content resists cuts and surface wear.
- For heat: Special heat-resistant rubber compounds prevent hardening or cracking under temperatures up to 200°C.
- For oil and chemicals: Nitrile-based covers protect against greasy or corrosive materials.
Cover thickness ranges from 4mm to 10mm, depending on the type of material conveyed and impact frequency.
10.2.2 Bottom Cover – Stability Underneath
While the top cover takes the beating, the bottom cover ensures smooth movement over rollers and pulleys. It’s typically thinner (about 2–4mm), but still requires good resistance to wear and heat buildup. This layer also contributes to the belt’s overall flexibility and resistance to delamination.
10.2.3 Carcass – The Load-Bearing Backbone
The carcass is the structural core that supports tension and shape. It may consist of:
- Steel cord reinforcement, for long-distance, high-load systems.
- Fabric layers (EP or NN), for mid-range or flexible applications.
This layer defines the belt’s tensile strength, typically measured in N/mm. Higher values (e.g., 1250 N/mm and above) are used in high-capacity mining routes.
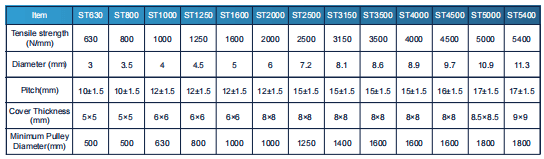
10.2.4 Sidewalls and Cleats – For Steep Climbing
On belts designed for inclined or vertical transport, sidewalls and cleats are added:
- Sidewalls prevent spillage by holding material within the belt profile.
- Cleats act like steps, gripping and pushing the material upward, especially useful in underground shafts or mobile stacker systems.
Both components are vulcanized to the main belt, ensuring durability and preventing separation under stress.
10.2.5 Edge Sealing – Keeping Contamination Out
In harsh mining environments, dust, moisture, and fine particles can work their way into a belt’s internal layers, causing premature failure. Sealed edges prevent this by covering the sides with a durable rubber coating—especially critical in wet, muddy, or corrosive conditions.
10.3 Special Features That Maximize Conveyor Belt Functionality

Not all mining conveyor belts are built the same—and they shouldn’t be. Depending on the site’s challenges, belts often need more than just strength and flexibility. They require specialized features to handle extreme conditions, protect assets, and keep operations safe and clean.
10.3.1 Impact-Resistant Layers
In zones where material drops from a height—like under crushers or at transfer points—the belt must absorb sudden shocks. High-impact areas are reinforced with extra rubber layers or impact-resistant fabric plies, reducing the risk of punctures or internal layer separation. These belts are essential in loading zones for bulk ore or sharp-edged rock.
10.3.2 Fire-Retardant and Anti-Static Compounds
Underground mines, especially coal operations, carry risks of gas buildup and poor ventilation. One spark or friction-induced heat could trigger a disaster. To counter this, mining conveyor belts can be made with fire-retardant rubber that self-extinguishes when the heat source is removed. Anti-static materials further reduce the risk of static discharge igniting methane or coal dust—compliance with ISO 340 and DIN 22118 is often required.
10.3.3 Chevron and Profiled Surfaces
For steep inclines or handling of fine, powdery materials, a flat surface won’t do. Chevron-patterned belts or belts with profiled surfaces increase grip and prevent rollback. These patterns range from 15° to 45°, depending on the slope and material type. They’re often used in underground ore haulage systems and mobile transfer units.
10.3.4 Oil and Chemical Resistance
Where machinery leaks oil or ores are coated in chemicals, standard belts degrade quickly. Specialized rubber formulations resist swelling, softening, or cracking under prolonged exposure. This feature is vital for recycling plants, flotation areas, and metallurgical zones.
10.3.5 Low-Noise and Vibration-Damping Construction
In enclosed or residential-adjacent operations, reducing noise is a priority. Some mining conveyor belts integrate cushioning layers or use low-noise roller systems to minimize vibration and sound—making operations more compliant with environmental noise regulations.
11. Smart Procurement and Maintenance Strategies for Mining Conveyor Belts
When it comes to mining conveyor belts, mistakes aren’t cheap—and they often start before the belt even hits the rollers. Here’s how smart buyers and site managers stay ahead:
11.1 Match Belt Specs to Real Site Conditions
Don’t just chase the lowest price—start with your material’s size, abrasiveness, and temperature. Transporting hot clinker? You’ll need heat-resistant rubber. Sharp rock? Better opt for reinforced covers and steel cord structures. Talk specifics with your supplier—belt type (EP, ST), cover grade (abrasion, oil, heat)—so your purchase fits the environment, not just the budget.
11.2 Avoid Low-Grade Belts That Cost More in the Long Run
A cheap belt that delaminates or tears within months doesn’t save money—it drains it. A reliable brand with proper warranty and after-sales support may cost more upfront, but typically lasts 2–3 times longer, making your overall cost significantly lower.

11.3 Choose Suppliers with Fast Delivery and Reliable Stock
Downtime due to late belt deliveries can derail entire operations. Prioritize suppliers who own their production lines and maintain inventory of standard sizes. Fast logistics and flexible delivery can save both money and headaches when time is tight.
11.4 Inspect Belt Joints Regularly
The joint is the belt’s most vulnerable point. Over 80% of breakages start here. Monthly inspections for wear, bubbling, or layer separation help avoid catastrophic failures. Don’t wait for a snap—replace or re-vulcanize as needed.
11.5 Use Cleaners and Tracking Rollers to Prevent Edge Damage
Material residue and belt misalignment are slow killers. Install effective cleaners at head and tail pulleys and tracking rollers mid-line. These simple additions reduce buildup, prevent edge wear, and keep the belt running straight and smooth.

11.6 Maintain a Service Log for Predictive Maintenance
If your maintenance plan is “run it till it breaks,” you’re already behind. Keep a record of installation dates, maintenance actions, and downtime causes. This helps you anticipate replacements and avoid emergency stops. Planned maintenance saves time, money, and stress.















