1. Кесілген конвейер таспасы дегеніміз не?
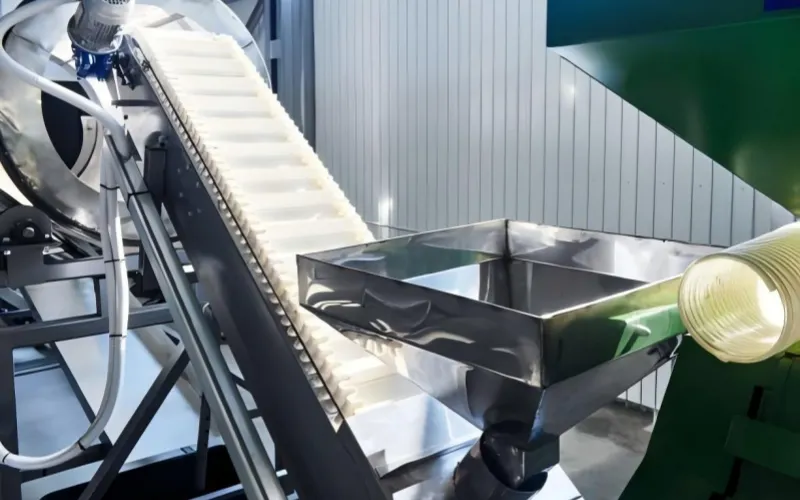
Бекітілген конвейер лентасының ең таңғаларлық ерекшелігі оның бетінде тұрған ілмектер қатарлары болып табылады. инженерлерінің бірі ретінде Tiantie Өнеркәсіптік, терең айналысады конвейерлік таспа өнеркәсібі, Мен өз клиенттерімізге жиі айтамын: егер сіз кәдімгі конвейер лентасын «тегіс жол» деп санасаңыз, онда кесілген конвейер лента сол жолда салынған «қадамдар» қатары сияқты, материалдардың тіпті еңіс ортада да тұрақты көтерілуіне мүмкіндік береді.
Кесілген конвейер лентасының мәні материалдардың беткейлерде сырғып кетуіне жол бермей, әртүрлі қолдану үшін конвейер лентасының бетіне әртүрлі пішіндер мен биіктіктегі ілмектерді қосу болып табылады.
Құмды, дәнді, қиыршық тасты, қаптама қораптарын немесе тіпті азық-түлік бөлшектерін тасымалдап жатсаңыз да, еңіс болғанша, ауырлық күшінің әсерінен материал төмен қарай сырғып кетеді. Бұл ауырлық күшіне қарсы тұру үшін материалды «қолдау» үшін бекіткіштер бар.
Нақты жұмыс жағдайында ілмектер үш негізгі функцияны орындайды:
- Біріншіден, сырғанауға қарсы (блоктау). Бұл барлық бекітілген конвейер таспаларының ең негізгі функциясы. Кілт неғұрлым жоғары болса, аудан бірлігіне соғұрлым көп жүк тасымалдауға болады. Дегенмен, оны ерікті түрде таңдауға болмайды, өйткені дұрыс емес биіктік таңдау тасымалдау тиімділігін төмендетеді.
- Екіншіден, кері ағынның алдын алады. Көлбеу жерлерге көтерілу кезінде материалдың артқа қарай асығуы жалпы жоғалту нүктесі болып табылады. бекіткіштер материалды тұрақтандырып, төгілуді және қалдықтарды азайтады.
- Үшіншіден, ол тасымалданатын бұрышты және тасымалдау тиімділігін арттырады. Кәдімгі жалпақ белдіктер әдетте шамамен 18 ° шегіне жетеді, бірақ дұрыс құрылымдалған бекіткішпен бұрышты 40 ° дейін арттыруға болады. Гофрленген юбкалы белдікті пайдалану мұны одан әрі арттыруы мүмкін.
Бекітілген конвейер таспаларын түсінген кезде екі жүйені ажырату қажет: құрылымдық жүйе және материалдық жүйе.
Құрылымдық жүйе тасымалдау биіктігін, бұрышын және материалды орналастыру әдісін анықтайды; материал жүйесі қолданылатын салаларды, тозуға төзімділікті, гигиеналық деңгейді және белдіктің температуралық өнімділігін анықтайды.
Екі құрылымдық жүйе бар:
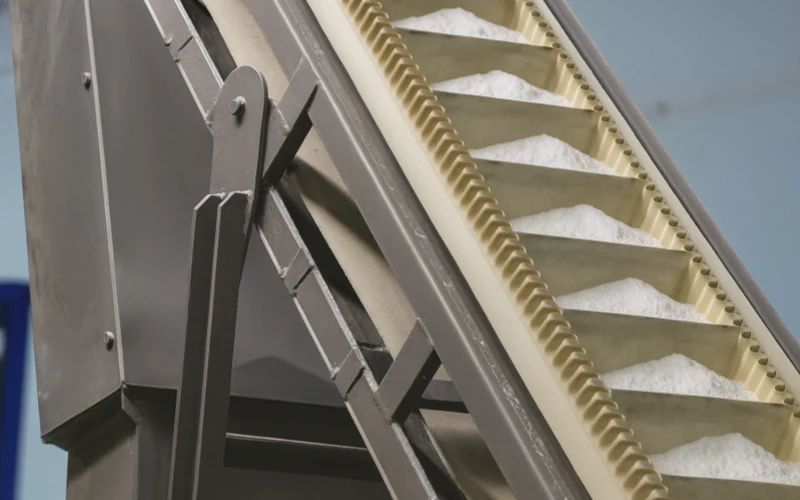
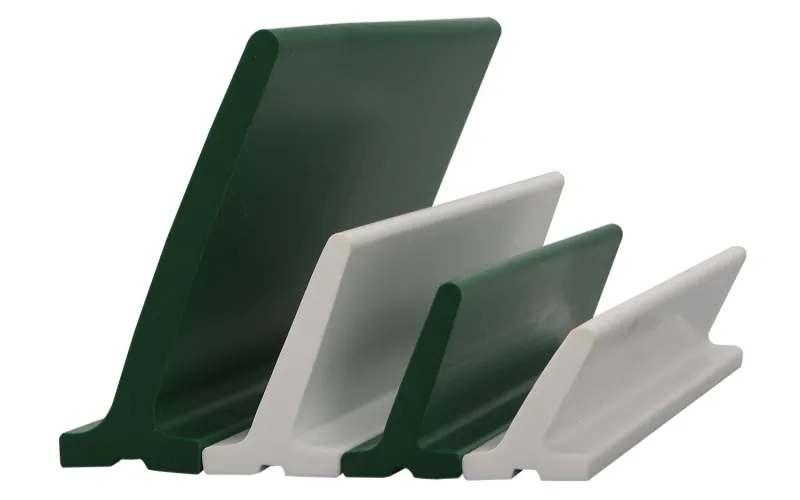
1) Тікелей табақ ілмек белдеу: Тегіс белбеу + ілгектер. Талаптарға байланысты әртүрлі биіктіктер бар, жалпы биіктіктері 6 мм-ден 150 мм-ге дейін, 20-40 ° беткейлері үшін жарамды.
2) Гофрленген бүйірлік конвейер таспасы: Негізгі белбеу + гофрленген юбка + көлденең арқалықтар, 40-70° тік еңістерге жарамды.
Қазіргі уақытта үш негізгі материал жүйесі бар: резеңке (ауыр жүк), ПВХ (жеңіл) және ПУ (азық-түлік).
Бұл үш түрі менің тәжірибемде ең көп қолданылатын және қолданылатын материалдар болып табылады.
Дегенмен, материал құрылымды анықтамайды, ал құрылым материалды таңдауды өзгертпейді; екеуін де сәйкестендіру керек.
Негізінде, ілгектелген конвейер лентасының негізгі құндылығы материалдардың басқарылатын күйінде қалуын, сырғып кетпеуін және көлбеу тасымалдау орталарында кері ағып кетпеуін қамтамасыз етуде жатыр. Өнеркәсіпке немесе жүктің жеңіл немесе ауыр болуына қарамастан, тасымалдау бұрышы стандартты жалпақ таспаның шегінен асып кетсе, ілгек таспасы әдетте неғұрлым тікелей және тиімді шешім болып табылады.

2. Неліктен кесілген конвейер белбеулер қажет пе?
Тасымалдау өнеркәсібінде қиғаш конвейер таспаларының мәні көлбеу бұрыштар, кеңістік шектеулері немесе материалдың тұрақтылығы әсер еткен сайын барған сайын айқын болады. Tiantie Industrial ұзақ уақыт бойы әртүрлі жұмыс жағдайлары үшін конвейер таспасын таңдау бойынша кеңестер берді және біз көптеген практикалық жағдайларда кейбір жалпы үлгілерді байқадық.
Біріншіден, қарапайым жалпақ таспалардың тиімді тасымалдау бұрышы салыстырмалы түрде шектеулі.
Кәдімгі резеңке немесе ПВХ жалпақ белдіктері шамамен 16-18° аралығында материалдың сырғып кетуіне бейім, бұл қалыпты құбылыс үйкеліс коэффициентімен және материалдың кернеуімен анықталады. Жүйе үлкен көлбеу бұрышты қажет еткенде, тек үйкеліс күші жеткіліксіз. Бұл жағдайда бекіткіш құрылымдар материалды ұстаудың тұрақтылығын жақсартатын қосымша тірек нүктелерін қамтамасыз етеді. Бекіткіштерден басқа, 16-22° арасындағы бұрыштар үшін, егер ілгек биіктігі 6 мм-ден аз болса, пайдаланушыларға да пайдалануды ұсынамыз. Шеврон конвейерлері, олар да үнемді нұсқа болып табылады.
Екіншіден, көлбеу бұрышы неғұрлым үлкен болса, кері ағыс пен төгілудің әсері соғұрлым айқын болады.
Ұнтақтар, түйіршіктер, қиыршық тастар және қаптама қораптары сияқты материалдар көлбеу учаскелердегі ауырлық құрамдас бөлігінің салдарынан аз тірек бөліктеріне қарай артқа қарай сырғуға бейім. ілгектер материалды бөгеу бетін қамтамасыз етеді, бұл оны көлбеу тасымалдау кезінде басқарылатын етеді және төгілу, жинақтау немесе тиімділікті төмендету қаупін азайтады.
Үшіншіден, көлбеу бұрышты ұлғайту зауыт кеңістігі шектеулі болған кезде кең таралған стратегия болып табылады.
Жабдықтың орналасуы, материалдың құлау орны және еден биіктігінің шектеулері сияқты факторлар конвейер сызығының көлбеуінің ұзындығын шектейді. Көлбеу бұрышын ұлғайту әдеттегі таңдауға айналады және ілгек құрылымдары кеңістікті жоспарлау тұрғысынан жүйенің жұмыс ауқымын кеңейтіп, ықшам орналасуға мүмкіндік береді.
Төртіншіден, сұраныс ілмек белдіктер көлбеу бұрышының өзгеруіне қарай артады.
Салалық тәжірибе әдетте келесі диапазондарға жатады:
- Шамамен 18-40°: Тесіктелген конвейер таспалары әдетте тұрақтырақ жұмыс істейді;
- Шамамен 40-70°: Гофрленген бүйірлік конвейер таспалары көптеген жұмыс жағдайларында жақсырақ қолдауды ұсынады;
- Осы ауқымнан тыс кейбір компаниялар шелек лифттерін немесе басқа тік тасымалдау әдістерін қарастырады.
Бұл бекітілген ереже емес, жалпы материалдық мінез-құлыққа, жүйе тиімділігіне және негізделген эмпирикалық мән ұстау шығындар.
Бесіншіден, шынымен де осындай жағдайлар бар ілмек белдіктер жарамсыз.
Кесілген конвейер таспаларының бекіткіштері әдетте соққыға төзімді арматуралық қабаты жоқ таза резеңкеден немесе ПВХ-дан жасалғандықтан, белгілі бір жағдайларда бекіткіштер конвейер таспасының өзіне қарағанда зақымдалуға бейім болуы мүмкін.
Мысалға:
- 200°С-тан асатын тұрақты жоғары температура
- Жоғары соққы, үлкен бөлікті материал тамшылары
- Жоғары коррозиялық орталар
- Материалды қайталап түсіруді қамтитын күрделі маршруттар
Бұл сценарийлер әдетте қосымша құрылымдық қорғанысты немесе басқа көтеру әдістерімен салыстыруды қажет етеді.
Шектеулі кеңістік, көлбеу көтеру және материалдың оңай сырғанауы жағдайында ілмек таспаларының рөлі барған сайын айқын бола түседі және бұл бекітетін конвейер таспаларының қажет болуының негізгі себебі.
3. Бекітілген конвейер таспаларының екі негізгі құрылымдық жүйесі
3.1 Тікелей табақпен жабылған конвейер таспасының құрылымы
(1) Құрылымдық құрамы
Тікелей тақтайшалы конвейер лентасы мыналардан тұрады:
жалпақ таспа + конвейер таспасы.
Көлбеу кезінде материалдың тұрақтылығын жақсарту үшін ілгектер жүгіру бағыты бойынша аралықпен орналастырылған.
(2) Қолданылатын көлбеу бұрыш диапазоны
Жалпы инженерлік қолданбалар шамамен 18-40 ° құрайды.
Нақты диапазонды материал бөлшектерінің өлшеміне, ағындылығына, тұру бұрышына және белдік жылдамдығына негізделген растау қажет.
(3) Негізгі конвейер таспасының бекіткіш түрлері
- L түрі: Жеңіл жүктеме, шағын көлбеу
- T-түрі: Ұнтақ
- C түрі: Бөлшектер, қоспалар
- Күшейтілген белдік:Үлкен өлшемді, жоғары әсер ететін материалдар
Бұлардың барлығы құрылымдық формалар және материалға қатысы жоқ.
(4) Клетка биіктігінің құрылымдық шекаралары
Тікелей тақтайшалы конвейер лентасының бекіткіш биіктігі әдетте шамамен 100 мм-ден аспайды. Бұл биіктіктен жоғары ілмектің иілу тұрақтылығы төмендейді және әдетте гофрленген бүйірлік конвейерлік таспа құрылымына ауысу бағаланады.
(5) ілмек Аралықты жобалау принциптері
Жиі қолданылатын диапазон мыналарға байланысты шамамен 200-600 мм құрайды:
- Материалдық бөлшектердің мөлшері
- Демалу бұрышы
- Жеткізу қабілеті
- Белдік жылдамдығы
- Төгілуге сезімталдық
Ол қарапайым тәжірибе негізінде емес, инженерлік логикалық есептеулер негізінде таңдалады.
(6) Әдеттегі қолдану сценарийлері
Тікелей тақтайшалы конвейер ленталары кеңінен қолданылады:
- Астықты тасымалдау
- Жеңіл өнеркәсіптік қаптама
- Өнеркәсіптік сусымалы материалдар
- Логистикалық сұрыптау
- Орташа бұрышты көтеру
(7) Құрылымдық артықшылықтар мен шектеулер
артықшылықтары: Қарапайым құрылым, ыңғайлы орнату және техникалық қызмет көрсету, күшті бейімделгіштік.
шектеулер: Жүк көтеру қабілетін қосымша бағалауды қажет ететін 40 ° жақындайтын бұрыштардағы материал сипаттамаларының үлкен әсері.
3.2 Гофрленген бүйірлік конвейер таспасы
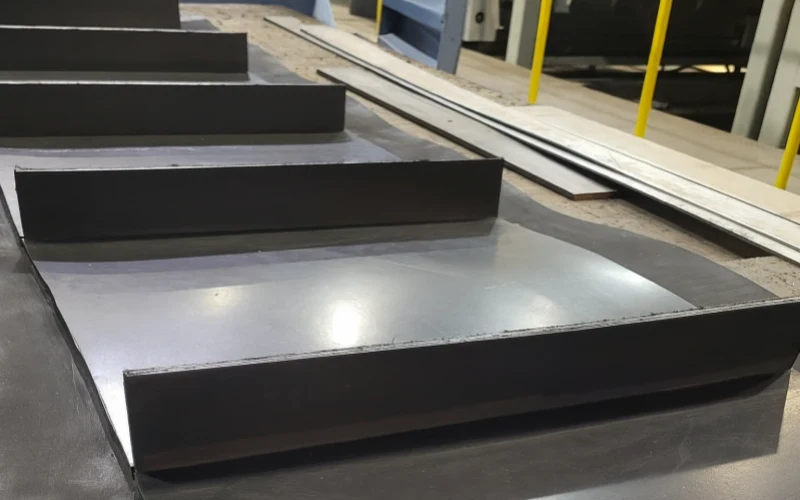
(1) Құрылымдық құрамы
Ол үш бөлімнен тұрады:
- Негізгі белбеу
- Гофрленген юбка
- Бөлгіштер (юбкаға емес, негізгі белдікке бекітілген)
Бұл үш компонент бірге «толық үлкен көлбеу бұрышты конвейер құрылымын» құрайды.
(2) Қолданылатын көлбеу бұрыш диапазоны
Көбінесе шамамен 40-70° бұрыштарды тасымалдау үшін қолданылады, саңылаусыз конвейер таспаларына жоғары көлбеу бұрышты қосымша құрылым ретінде қолайлы.
(3) Құрылымдық жұмыс логикасы
- Гофрленген юбка: бүйірден жабу және иілгіш иілу мүмкіндігін қамтамасыз етеді
- Бөлгіштер: тірек материал
- Негізгі белдеу: Созылу күшін көтереді және құрылымдық қолдауды қамтамасыз етеді
Жалпы қолдау әдісі «контейнерді сатылы көтеруге» ұқсас.
(4) Әдеттегі қолдану сценарийлері
- Кеңістігі шектеулі орналасу
- Жоғары деңгейдегі материалды түсіру және қондыру
- Ауыр сусымалы материалдарды үлкен бұрышпен тасымалдау
- Төмендетілген әсерді қажет ететін жұмыс жағдайлары
(5) Құрылымдық артықшылықтар мен шектеулер
артықшылықтары: Үлкен көлбеу диапазон, күшті жүк көтеру қабілеті, жабдықтың кеңістігін үнемдейді.
шектеулер: Жоғары құрылымдық күрделілік, юбка мен көлденең диафрагманы байланыстыру процесіне қатаң талаптар.

4. Кесілген конвейер таспасының материалын таңдау
4.1 резеңке
Резеңке тозуға төзімділікті, соққыға төзімділікті және температураға төзімділікті қажет ететін қолданбаларда тұрақты өнімділікті көрсететін орташа және ауыр салмақты сусымалы материалдарды тасымалдауға жарамды.
(1) Өнімділік сипаттамалары
- Жоғары тозуға төзімділік:Жиі қолданылатын қаптама резеңке сорттары абразивтілігі жоғары сусымалы материалдарға жарамды 90 мм³, 70 мм³ немесе одан төмен тозуға төзімділікке қол жеткізе алады.
- Жақсы соққыға төзімділік:Үлкен тамшыларға немесе соққыларға төтеп бере алады және оңай шаршамайды немесе жыртылмайды.
- Кең температура диапазоны:Стандартты құрамдар 80-120 ° C үшін жарамды; 150-180°С ыстыққа төзімді құрамдар; лездік температуралар шамамен 200°C дейін (GB/T 33510 талаптарына сәйкес).
- Майға төзімді, оттан сақтайтын, және жұмыс жағдайларына байланысты суыққа төзімді құрамдарды қосуға болады.
(2) Салаға бейімделу логикасы
сияқты ауыр өнеркәсіп салаларында тау-кен ісі, цемент, құм және қиыршық тас, және электр станциялары, резеңкеленген конвейер таспалары тасымалдаудың негізгі әдісі болып табылмайды, өйткені бұл салалар жалпақ таспаларды, тік көлбеу толқынды бүйірлік конвейер таспаларын немесе шелек лифттерін жақсы көреді.
Резеңкемен бекітілген конвейер таспалары келесі жағдайларға қолайлы:
- 18-40° жергілікті көтеру секциялары
- Жабдықтардың арасындағы шағын биіктік айырмашылықтары
- Еңісті ұзарту үшін кеңістік жеткіліксіз аймақтар
- Кішкене еңіс жерасты шахталары немесе тар туннельдер
- Жүктеу/түсіру нүктелерінде немесе буферлік учаскелерде аздап көтеру
Қорытындылай келе, резеңкеден жасалған конвейер таспалары негізгі желілік жабдық ретінде емес, ауыр өнеркәсіптерде жергілікті жерде қолданылады.
(3) Қолданылмайтын жағдайлар
- Ұзақ қашықтық магистральдық конвейер желілері
- 200°C асатын тұрақты температураға ұшыраған материалдар
- Қатаң гигиеналық талаптары бар тамақ өнеркәсібі
- Күшейтілген құрылымдық өңдеусіз өте жоғары тамшылары бар өте үлкен материал бөліктері

4.2 PVC
ПВХ - жеңіл, бөлме температурасында және оңай тазартылатын материал, жеңіл өнеркәсіпте бұрыштық орнатуларды, сырғанауға қарсы қасиеттерді немесе бекітілген қашықтықты қажет ететін процестерге жарамды.
үшін қолданылатын салалар екенін атап өткен жөн ПВХ жалпақ конвейер таспалары оларға қарағанда әлдеқайда көп ПВХ қапталған конвейерлік таспалар; олардың пайдалану сценарийлерін шатастырмау керек.
(1) Өнімділік сипаттамалары
- Қолданылатын температура: шамамен 80°C (Біздің нақты ұсынысымыз – бұл материалды 60°C-тан жоғары пайдалануды тоқтату)
- Тығыз материал беті, сіңірмейді, тазалау оңай
- Жақсы икемділік, шағын диаметрлі роликтерге жарамды
- Қажет болса, май өткізбейтін, антистатикалық және тамақпен байланысатын сорттармен теңшеуге болады
(2) Салалық үйлесімділік
ПВХ конвейерлік таспалары негізінен «өрмелеу, сырғанауға қарсы және бекітілген қашықтықты» қажет ететін жеңіл жүктемелерде қолданылады, мысалы:
- Азық-түлік орауыштарын көтеру бөлімі: шағын оралған тағам таразыға, пакеттік машинаға және орау машинасына кірер алдында азықтандыру бөлімі
- Жеңіл сусымалы материалды көтеру: жаңғақтар, кофе дәндері, үй жануарларына арналған тағам және ұсақ түйіршікті шикізат сияқты
- Жабдықтың биіктік айырмашылығының ауысуы: әртүрлі жабдық арасында 20-40 ° жергілікті өрмелеу қажет
- Шағын қаптаманың сырғанауға қарсы бөлімі: Орамдардың сырғып кетуіне жол бермеу үшін төмен бұрышты бөлік
- 3C шағын бөлшектердің бекітілген қашықтыққа тасымалдануы: бұрандалар, қосқыштар және шағын пластмасса бөлшектер үшін бекіткіштер қажет Орынды басқару
- Суық тізбекте сұрыптаудағы шағын көлбеу бөлімдер: биіктіктегі өзгерістер кезінде шағын оралған мұздатылған тағамдардың сырғып кетуін болдырмайды.
Қысқаша:
ПВХ конвейер таспалары жеңіл жүктемелерге, қалыпты температураға және сәл қолдауды немесе көтеруді қажет ететін орындарға жарамды, бірақ барлық жеңіл өнеркәсіп салаларына емес.
(3) Қолданылмайтын жағдайлар
- Орташа және ауыр жүкті сусымалы материалдар
- Жоғары температура жағдайлары
- Жоғары әсерлі, өткір материалдар
- Ауыр өнеркәсіптік магистральдық тасымалдау

4.3 PU
ПУ - бұл тамақ және фармацевтика өнеркәсібінде кеңінен қолданылатын жоғары гигиеналық, жеңіл конвейер материалы.
ПВХ-мен салыстырғанда, PU майлы, жабысқақ немесе жоғары гигиеналық материалдармен сенімдірек жұмыс істейді.
(1) Өнімділік сипаттамалары
- FDA/EO-ның тағамдық талаптарға сай
- Тығыз беті, бактерияларды көбейтпейді
- Майға төзімділік пен кесуге төзімділік ПВХ-дан жоғары
- Жақсы икемділік, шағын ролик диаметрлері мен күрделі тізбектерге жарамды
(2) Салалық үйлесімділік
ПУ-дан жасалған конвейер таспалары әдетте гигиеналық стандарттарды да, жүк көтеру қабілетін де талап ететін жеңіл өнеркәсіптік тамақ өнімдерінде қолданылады, мысалы:
- Етті өңдеу:мұздатылған және жаңа піскен етті жүктеуге арналған жеңіл көтеру және сырғуға қарсы
- Май және май өнімдері:қуырылған тағамдар, жаңғақтар және жартылай фабрикаттар
- Сүт өнімдері, пісіруге дейінгі кезеңдері
- Фармацевтикалық өндіріс желілері:материалдың тазалығына қатаң талаптар
- Азық-түлікті белгіленген қашықтыққа тасымалдау: қамыр және қамыр дайындамасы сияқты орналастыру үшін ілмектерді қажет ететін өндірістік желілер
(3) Қолданылмайтын жағдайлар
- Шығынға сезімтал жаппай жеңіл өнеркәсіп салалары
- Жоғары температура жағдайлары
- Орташа және ауыр салмақты сусымалы материалдың әсер ету аймақтары

4.4 Материалды таңдау үшін инженерлік пікір
- Резеңке: Ауыр жүк, тозуға төзімді, температураға төзімді → Жергілікті көтеру бөлімдерінде беріктік қажет болғанда таңдалады.
- ПВХ:Жеңіл жүк, қалыпты температура, шамалы еңіс → Жеңіл өнеркәсіптегі секцияларды көтеруге арналған негізгі материал.
- ПУ:Азық-түлік, майға төзімді → Тамақ және фармацевтика өнеркәсібіндегі шағын бұрышты көтеру және орналастыру процестері.
5. Бекітілген конвейер таспаларының қызмет ету мерзіміне әсер ететін негізгі факторлар: өндіріс процесі
Бекітілген конвейер таспалары үшін негізгі таспаның сапасы өте маңызды. Дегенмен, бірдей негізгі белбеу жағдайында қызмет ету ұзақтығының айырмашылығы көбінесе дизайннан және өндірістік процесс ілмектердің өздері: олардың қалай жасалғаны, қалай бекітілгені, түбірлік ауысудың ұтымдылығы және олардың әртүрлі материалдық жүйелермен үйлесімділігі. Бұл тарауда тек мыналарға назар аударылады өндірістік процесс ілмектерден және арқандардан.
5.1 Резеңке ілмектерді өндірудің негізгі нүктелері
Резеңке бекіткіштер негізінен орташа және ауыр жүктемелерде қолданылады, көтеру бұрыштары әдетте 18°-тан 40°-қа дейін өзгереді. Бұл жерде маңыздысы резеңкенің белдікке қалай құйылғаны емес, керісінше резеңке негіз белбеуімен бекіткіштердің біріктірілгені.
(1) Кішкентай биіктіктегі бекіткіштер (≤ шамамен 6 мм)
Бұл кішкене шығыңқы жерлер немесе таяз ілгектер әдетте резеңке негіздегі белбеуден тұтас қалыпта болады. вулканизация кезінде. Олар ауыр жүктерді көтеретін негізгі тірек құрылымы ретінде емес, кішігірім көлбеу бұрыштар, сырғанауға қарсы және бағыттау үшін қолданылатын сырғанауға қарсы үлгілерге көбірек ұқсайды.
Тек екі негізгі бақылау нүктесі бар:
- Біркелкі геометриялық өлшемдерді қамтамасыз ету үшін қалып дәлдігі және резеңке ағыны;
- Стресстің шоғырлануын және крекингті болдырмау үшін негіз жолағы бар өтпелі аймақта өткір бұрыштар пайда болмауы керек.
(2) Орташа-жоғары резеңке бекіткіштер
Бекіткіштер нақты «тірек материал» аймағына жеткенде, олар әдетте негізгі жолақты вулканизациялау кезінде бір қадаммен аяқталмайды. Оның орнына,
- Климаттар бөлек вулканизацияланады;
- Негізгі жолақ бөлек вулканизацияланады;
- Бекіткіштер арнайы желіммен және ыстық пресспен емдеу арқылы негізгі жолақпен бекітіледі.
Мұндағы негізгі процесс нүктелері:
- Бекіткіштердің төменгі жағында жеткілікті тиімді байланыстыру аймағы;
- 90 ° тік бұрыштан гөрі түбірдегі тегіс өтпелі жабысқақ қабат;
- Пиллинг күшін тарату үшін жұмыс жағдайына байланысты бекіткіштердің түбіне бір немесе бірнеше арматуралық мата қабаттары қосылады;
- Байланыс интерфейсінде көпіршіктер, қоспалар және май дақтары болмауы керек.
Қысқаша айтқанда, резеңке ілмектердің технологиялық мақсаты: материалдың қайталанатын соққысы және мерзімді жүктеме жағдайында, бірнеше ай жұмыс істегеннен кейін тамырдан жұлынып кетпей, тіректердің істен шығу нүктесі негізгі белдіктің қалыпты қызмет ету мерзімінен кейін мүмкіндігінше кеш болуын қамтамасыз ету.

5.2 Гофрленген бүйірлік конвейер таспасындағы ілмектерді өңдеудің негізгі нүктелері
Бұл мақалада тек қана гофрленген бүйірлік конвейер таспаларына арналған бекіткіштерге тікелей қатысты бөліктерге назар аударылады.
(1) Юбка және негізгі белдік
Юбка әдетте резеңке материалдан жасалған. Беттік өңдеу, адгезивті байланыстыру және вулканизация қысымы арқылы ол резеңке негіздегі белбеумен оны жай ғана желімдеу арқылы емес, жоғары берік байланыс жасайды. Бұл бүйірлік тығыздау мүмкіндігіне және жалпы құрылымдық тұрақтылыққа қатысты, бірақ ол әлі де тек «қоршаған ортаны қолдайтын құрылым» болып табылады.
(2) Кілт пен белдемшенің қосылу әдісі
Мұндағы бекіткіштер де шын мәнінде ілгектердің бір түрі, бірақ олар юбкамен бірге жұмыс істеп, «тор» немесе «шелек тәрізді» тірек құрылымын құрайды. Үш негізгі нүкте бар:
- Диафрагмаларды вулканизация арқылы юбкаға тікелей «дәнекерлеуге» болмайды. Нақты инженерияда әдетте механикалық қосылыстар қолданылады: болттар, тойтармалар, пластиналық қысқыштар және т.б.
- Қосылу кезінде диафрагмаларды юбкаға және/немесе юбка арматура қабатына мықтап бекіту үшін қысым тақталары, тығыздағыштар және басқа құрылымдар қолданылады;
- Диафрагмалардың дизайны міндетті түрде тік емес; кейде олар материал ағынының күйіне, көлбеу бұрышына және жүктеу әдісіне жақсырақ бейімделу үшін алға немесе артқа еңкейтіледі.
(3) Ерекше назар аударуды қажет ететін процесс мәліметтері
- Болт саңылауларының позициялары симметриялы болуы керек, ал жұмыстан кейін босап кетпеу үшін болттың алдын ала жүктемесі тұрақты болуы керек;
- Болттармен жергілікті «кесуді» болдырмау үшін диафрагма мен юбка арасындағы байланыс аймағындағы резеңке қалыңдығы тым жұқа болмауы керек;
- Диафрагмалардың аралығы мен бұрышы көлбеу бұрышына және материал бөлшектерінің өлшеміне сәйкес келуі керек; әйтпесе материалдың жиналуы, кептелуі немесе мерзімінен бұрын жыртылуы мүмкін.
Басқаша айтқанда, гофрленген бүйірлік конвейер лентасындағы тірек конструкциясының сапасы жүйенің материалдарды ұзақ уақыт бойы 40-70 ° көлбеу бұрышында тұрақты ұстап тұру мүмкіндігін анықтайды.

5.3 ПВХ/ПМ бекітпелерін дәнекерлеу процесі
ПВХ және PU бекіткіштері вулканизация жүйесін пайдаланбайды; олар термопластикалық материалдар. Бекітудің ең көп таралған әдістері жоғары жиілікті дәнекерлеу немесе ыстық ауамен дәнекерлеу болып табылады.
(1) Жоғары жиілікті дәнекерлеу/ыстық ауамен дәнекерлеудің негізгі логикасы
- Негізгі белбеу мен бекіткіштер бірдей ПВХ немесе PU материалынан жасалған;
- Байланыс аймағы жоғары жиілікті электр өрісімен немесе ыстық ауамен қызады, бұл оның бетінің «балқуына» әкеледі;
- Салқындату белгілі бір қысыммен орындалады, бұл екеуінің бір бірлікке қайта қосылуына мүмкіндік береді.
артықшылықтары:
- Тегіс тігістер, тазалау оңай, тағамға, қаптамаға және басқа қолданбаларға жарамды;
- Материалдар арасында қосымша бөгде зат қабаты жоқ, жақсы жалпы икемділік, шағын ролик диаметрлері үшін жарамды;
- Жаппай стандартталған өндіріске жарамды жетілген процесс.
(2) Жалпы ақаулық режимдері және процестің корреляциясы
- Дәнекерлеу температурасы жеткіліксіз → ілгектер жұмыс кезінде бірте-бірте көтеріледі және жиектерінде бұралады;
- Шамадан тыс температура → Материал сынғыш, сарғайып, бетінде қатаяды;
- Біркелкі емес қысым → Бекіткіштердің бір жағы жақсы дәнекерленген, ал екінші жағында әлсіз дәнекерленген, бұл қиғаш кернеуге әкеледі.
ПВХ/ПУ жүйелерінде эмпирикалық пайымдау:
Егер ілмектердің жиектері қалыпты жүктеме кезінде ағарып, көтеріле бастаса, бұл көбінесе материалдың өзіне қатысты мәселе емес, тұрақсыз дәнекерлеу процесіне немесе процестің терезесін басқаруға байланысты.
5.4 Бекітілген конвейер таспаларының қызмет ету мерзіміне ілмектер процесінің тікелей әсері
Негізгі ойларды нақтырақ ету үшін, ілмек процесінің қызмет ету мерзіміне әсерін үш тексеру сызығы ретінде түсінуге болады:
(1) Қосылым әдісі материалдық жүйеге сәйкес келеді ме
- Резеңке → вулканизациялық қалыптау + вулканизациялық байланыстыру;
- ПВХ/ПУ → жоғары жиілікті дәнекерлеу немесе ыстық ауамен дәнекерлеу;
- Гофрленген бүйірлік конвейер таспалы қалқалары → негізінен механикалық байланыс.
Материалдық жүйе мен қосылым әдісі сәйкес келмесе, қызмет ету мерзімі жиі бақыланбайды.
(2) Түбір дизайны стресстің шоғырлануын болдырмайды ма?
- Резеңке ілмектердің бұрыштары дөңгелектеніп, түбінде арматуралық қабаты бар ма?
- ПВХ/ПУ бекіткіштеріндегі дәнекерлеу тігістері жеткілікті кең ме?
- Көлденең арқалық қосылымындағы жабысқақ қабаттың қалыңдығы орынды ма?
Нашар түбір дизайны әдетте «тамырдан үзілу» жағдайы болып табылады.
(3) Процестің тұрақтылығы нақты жұмыс жағдайларын қамти ала ма?
- Жүктеме, соққы, көлбеу бұрышы, температура және жылдамдық бәрі өзгереді;
- Клиттер осы ауытқулар арасында ұзақ уақыт бойы «қатты сәйкестік пен тұрақты пішінді» сақтауы керек.
Бекіткіштер процесі консервативті болғанша, бүкіл бекітетін конвейер лентасының қызмет ету мерзімі бекіткіштердің мерзімінен бұрын тозуына қарағанда, негізгі таспа төтеп бере алатын жоғарғы шегіне жақынырақ болады.
6. Бекітілген конвейер таспасын таңдау: жұмыс жағдайларына негізделген дұрыс таңдау
Бекітілген конвейер лентасын таңдау тек көлбеу бұрышына немесе материалға негізделмейді. Дұрыс тәсіл: біріншіден, еңбек жағдайларын қарастыру; содан кейін құрылымды анықтау; құрылымды анықтағаннан кейін материалды шешіңіз; ақырында, ілмектердің биіктігін, аралығын және пішінін нақтылаңыз.
Келесісі таңдау логикасы үш өлшемде ұсынылған: көлбеу бұрышы, материал және өнеркәсіп, әртүрлі сценарийлер үшін дұрыс емес шешімдерді пайдалануды болдырмайды.
6.1 Көлбеу бұрыш диапазоны негізінде құрылымды таңдау
Бекітілген конвейерді таңдаудың бірінші критерийі әрқашан көлбеу бұрышы болып табылады. Әр түрлі көлбеу бұрыштары үшін келесі құрылымдар қолайлы:
(1) 0–18°: жалпақ белбеу немесе төмен бекіткіштер (резеңке / ПВХ / PU)
- Негізінде тірек құрылым қажет емес.
- Егер материал домалауға немесе аздап сырғып кетуге бейім болса, төмен бекіткіштерді (≤30 мм) пайдалануға болады.
- Әдетте қаптамада, конвейер желісінің биіктігін дәл баптауда және жеңіл жүкті тамақ өнімдерін өңдеуде қолданылады.
(2) 18–30°: Орташа ілгектер
- Резеңке, ПВХ және ПУ материалдары үшін қолайлы.
- Клеткалардың биіктігі әдетте 40-60 мм аралығында болады.
- Көбінесе жеңіл жүктерді тиеу, таразы машиналарына кіретін азық-түлік қаптамалары және жеңіл сусымалы материалдарды көтеру үшін қолданылады.
(3) 30–40°: жоғары бекіткіштер (негізінен резеңке)
- Резеңке ілмектердің бейімделу қабілеті жоғары.
- Негізінен орташа салмақты сусымалы материалдарды жергілікті көтеру үшін қолданылады.
- Кілттердің биіктігі негізінен 60-100 мм диапазонында.
- Егер ол 38–40°-қа жетсе... Жоғарғы шегі, тамыр құрылымын нығайту қажет
(4) 40–70°: Гофрленген бүйірлік конвейер таспасы
- Бекіткіштер юбка + диафрагма құрылымын қажет ететін жеткілікті қолдау кеңістігін қамтамасыз ете алмайды
- Жеңіл жүктерге, орташа жүктемелерге және сусымалы материалдардың кейбір ауыр жүктемелеріне жарамды
- Егер көлбеу бұрышы 60°-тан асса, материал бөлшектерінің өлшемі неғұрлым үлкен болса, соғұрлым диафрагма аралығының қажеттілігі артады.
(5) 70–90°: шелек лифті немесе арнайы құрылымды бағалау керек
- Жабық конвейер лентасы стандартты шешім емес
- Арнайы құрылымдар өте ерекше және жеңіл жүктеме жағдайында ғана қолданылады
Жалпы логика өте айқын:
18–40° кесілген конвейер лентасын қолданыңыз; 40–70° гофрленген бүйірлік конвейерді қолданыңыз; 70°-тан жоғары шөміш лифтінің құрылымын қарастырыңыз.
6.2 Материалдық сипаттамаларға сәйкес бекіткіштердің түрін таңдаңыз
Көлбеу бұрышы құрылымды анықтайды, ал материал бекіткіштердің пішіні мен аралығын анықтайды. Машина жасауда келесі классификациялар жиі қолданылады:
(1) Ұнтақтар (ұнтақталған көмір, цемент ұнтағы, крахмал, тамақ ұнтағы)
Қолайлы ілмек түрлері: Т-типті, жеңіл шелек тәрізді, көлденең сәуле құрылымы
Себеп: Ұнтақтар оңай ағып кетеді және олардың ілмектерден ағып кетуіне жол бермеу үшін негізгі тірек бетін қажет етеді.
Ұсынылатын ілгек биіктігі:
- 40–60 мм (18–30°)
- 60–80 мм (30–40°)
(2) Түйіршікті материалдар (дәндер, кофе дәндері, түйіршіктелген жем, шағын оралған сусымалы материалдар)
Қолайлы ілмек түрлері: T/C түрі
Түйіршікті материалдар салыстырмалы түрде тұрақты, сондықтан көлденең арқалық құрылымын тиісті түрде азайтуға болады.
Ұсынылатын ілгек биіктігі:
- 40 - 70 мм
Қолданылады: Резеңке, ПВХ, ПУ; салаға сәйкес материалдарды таңдау.
(3) Ірі материалдар (кен, ірі көмір, толтырғыш)
Қолайлы ілмектердің түрі: C-типті, күшейтілген бекіткіштер
Жоғары жүктеме мен күшті әсерге байланысты құрылымдық беріктігі жоғары бекіткіштер қажет.
Ұсынылатын ілмектердің биіктігі:
- 70–100 мм (резеңке)
100 мм-ден жоғары болса, гофрленген бүйірлік конвейер таспалы құрылымын пайдалану керек.
(4) Тұрақты емес, оңай жылжымалы материалдар
Қолайлы ілмектердің түрі: T-түрі + сәйкес ұлғайтылған биіктік пен тығыздық
Әдетте қапталған заттар, шағын қораптар және азық-түлік орауындағы шағын аппараттық компоненттер үшін қолданылады.

6.3 Өнеркәсіп бойынша материалдар мен ілмектердің түрлерінің комбинациясы
Өнеркәсіптің әртүрлі салаларында кесілген конвейер таспаларына мүлдем басқа талаптар қойылады.
(1) Азық-түлік орау өнеркәсібі (жеңіл жүк)
Қолданылатын: ПВХ-дан жасалған конвейер таспасы / ПУ-дан жасалған конвейер таспасы
Типтік қосымшалар:
- Қаптау және шағын оралған азық-түліктер таразы машиналарына көтерілуде
- Орау машиналарына түсетін печенье мен кәмпиттер
- Суық тізбегінің шағын пакеттері еңістері
Бекіткіштердің биіктігі: 20–50 мм
Материалдық негіздеме: жеңіл жүк, тазалау оңай, тағамдық.
(2) Жеңіл өндіріс / 3C / Шағын бөлшектерді тасымалдау
Қолданылатыны: ПВХ кесілген конвейер таспасы
Типтік қосымшалар:
- Ұсақ бөлшектерді тұрақтандырылған қашықтыққа тасымалдау
- Электрондық құрамдас бөліктердің шағын бұрыштарын көтеру
Бекіткіштердің түрі: Төмен бекіткіштер немесе бағыттаушы бекіткіштер
Материалдық негіздеме: жақсы икемділік, шағын ролик диаметрлері үшін жарамды.
(3) Логистика / Экспресс транзит
Қолданылатыны: ПВХ кесілген конвейер таспасы
Типтік қосымшалар:
- Кішкентай пакеттер үшін аздап еңіс
- Төмен бұрышты сырғанауға қарсы секциялар
Қақпалар негізінен төмен ілгек құрылымдар (15–40 мм).
(4) Тау-кен өндірісі, толтырғыштар, цемент (жергілікті көтеру бөлімі)
Қолданылатын: Резеңкеден жасалған конвейер таспасы немесе гофрленген бүйірлік конвейер таспасы
Типтік қосымшалар:
- Кеңістік шектеулеріне байланысты 18–40° жергілікті көтеру
- Негізгі желіден скрининг немесе сақтау жүйесіне кірер алдында қысқа қашықтыққа материалды тиеу
Клиптер негізінен C-типті немесе Т-типті күшейтілген.
Резеңке бекіткіштер негізгі желіде емес, жергілікті жерде қолданылады; 40°-тан асатын бұрыштар үшін олар әдепкі бойынша гофрленген бүйірлік конвейер таспалы құрылымына сәйкес келеді.
(5) Майлы тағамдар, ет, фармацевтика (жоғары гигиеналық стандарт)
Қолданылады: PU кесілген конвейер таспасы
Майға және майға төзімді, бактерияларды көбейтпейді, тағамдық талаптарға сай.

6.4 Бекіткіштердің биіктігі мен аралықтарының негізгі есептеу логикасы (көбінесе инженерияда қолданылады)
Дәлірек таңдауды қамтамасыз ету үшін мұнда ең жиі қолданылатын клиеттердің параметрлерін анықтау әдістері келтірілген:
(1) Биіктігі (H) Есептеу логикасы
H таңдау келесі факторлармен анықталады:
- Үлкен көлбеу бұрышы → Жоғары бекіткіштер
- Үлкенірек материал → Жоғары бекіткіштер
- Материалды айналдыру оңайырақ → Жоғары бекіткіштер
Жалпы эмпирикалық құндылықтар:
- 18–25°: 40–50 мм
- 25–35°: 50–70 мм
- 35–40°: 70–100 мм
100 мм-ден асатын → Құрылымды гофрленген бүйірлік конвейер таспасына ауыстырыңыз.
(2) Аралық (P) Есептеу логикасы
P байланысты:
- Материалдық бөлшектердің мөлшері
- Ағындылық
- Жабдықтың теориялық тасымалдау қабілеті
Жалпы эмпирикалық құндылықтар:
- Ұнтақ: 200–300 мм
- Бөлшектер: 250–400 мм
- Үлкен кесектер: 400–600 мм
Тым үлкен аралық → Материалдың кері ағыны
Тым кішкентай аралық → Көлемдік тиімділіктің төмендеуі
7. Жұмыс орнында тексеру нұсқаулары: ысырылған конвейер таспалары үшін міндетті түрде тексерілетін 10 элемент
Негізгі таспаның өзінен басқа, бекітілген конвейер таспаларын тексерудің негізгі сәттері:
бекіткіштер сенімді ме, құрылым симметриялы ма, байланыстар тұрақты ма және белдік корпусы қажетті жұмыс шарттарына сай ма.
Төмендегі 10 тармақ резеңке, ПВХ және ПУ бекіткіштеріне, сондай-ақ гофрленген бүйірлік конвейер таспаларының көлденең арқалық құрылымына қатысты және барлығы «зауыттық тексеруге» негізделген, «жұмыстан кейін ғана бақылау» қате логикасын болдырмайды.
7.1 Бекіткіштер мен жолақ арасындағы интерфейс бұзылмаған ба? (Тексеру әдістері материалға байланысты әр түрлі болады)
Резеңке:
- Бекіткіштердің негізіндегі жабысқақ қабаттың «толық, қуыс жерлері және өткір жиектері жоқ» екенін тексеріңіз.
- Жабысқақ интерфейстің үздіксіздігіне назар аударыңыз.
ПВХ/ПУ:
- Дәнекерлеу тігісінің үздіксіз, саңылаусыз, деформациясыз немесе ағартусыз екенін тексеріңіз.
- Дәнекерленген жердің тегіс екенін және қызып кету мен күйіп кетпеуін тексеріңіз.
Қысқасы: «Желім бар-жоғын» емес, «интерфейс үздіксіз, біркелкі және ақауларсыз» дегенге қараңыз.
7.2 Бекіткіштердің өзінде деформациялар, зақымдар немесе ақаулар бар ма? (Барлық материалдарға қолданылады)
Негізгі тексеру нүктелеріне мыналар жатады:
- Бекіткіштер түзу және бұралусыз ба?
- Бетінде ойықтар немесе ойықтар бар ма?
- Шеттерде микро жарықтар (резеңке) бар ма?
- Үстіңгі жағында қисық бар ма? (ПВХ/ПУ-да жеткіліксіз дәнекерлеу бұған әкелуі мүмкін.)
Әртүрлі материалдарға қарамастан, ілмектердің геометриясы біркелкі және ақаусыз болуы керек.
7.3 Бекіткіштер параллель, бірдей қашықтықта және қисаюсыз орналасқан ба?
Мұны жабдықты пайдаланбай-ақ тексеруге болады.
Көзбен шолу және сызғыш арқылы ілмектердің мыналарды көрсететінін анықтауға болады:
- Алдыңғы-артқы ығысу
- Солдан оңға қарай қисаю
- Сәйкес емес аралық
- Тікелей қатарда емес
Дұрыс орналаспау біркелкі емес тірекке және жұмыс кезінде локализацияланған тозуға әкеледі.
7.4 Бекітілген конвейер лентасының түйіспелері саңылауларды болдырмау үшін дұрыс орналастырылған ба?
Біріктірілген жер бүкіл конвейер лентасының ең осал жері болып табылады.
Инспекция растауы керек:
Резеңке:
- Ыстық вулканизацияланған буындар болып табылады тураланған, қадамсыз немесе көпіршіксіз.
ПВХ/ПУ:
- Саусақ буындары ұзындығы жеткілікті және тегіс.
Негізгі тексеру нүктесі: түйіспе тығыз ілмектері бар аймаққа құлап кетпеуі керек; әйтпесе, бекіткіштер қосылыста шамадан тыс локализацияланған кернеуді тудырады.
7.5 Таспаның беті біркелкі және ашық арматурасыз ба? (Бұл барлық материалдарға қатысты, бірақ сипаттама дәл болуы керек.)
Резеңке:
- Ашық мата қабаттары жоқ.
- Шұңқырлар немесе қосындылар жоқ.
ПВХ/ПУ:
- Беткі қабат толық және үздіксіз болуы керек.
- Ішкі арматура қабаты көрінбеуі керек; «өткізу» болмауы керек.
- Зақым немесе тозу белгілері жоқ.
Еске салғышыңыз дұрыс: бұл «жартылай әсер ету» емес, «ешқандай күшейту әсер етпеуі керек».
7.6 Белдіктің геометриялық дәлдігі (түздігі, ені, қалыңдығы) стандарттарға сәйкес келе ме?
Мұны зауытта тексеруге болады және операцияны қажет етпейді.
Тексеріңіз:
- Белдік жиектері түзу ме? («тозған» емес, «өндіріс кезінде қисаю»).
- Ені екі жақта да сәйкес келе ме?
- Қалыңдығы біркелкі ме?
Бұл кесілген конвейер лентасының дұрыс болуы мүмкін екеніне қатысты шиеленіскен және орнында тураланған.
7.7 Гофрленген бүйірлік конвейер таспалары үшін: диафрагмалардың болт қосылымдары дұрыс па?
Сіз атап өткен негізгі принципке сүйене отырып: диафрагмалар вулканизацияланбаған, механикалық түрде бекітілген болуы керек.
Қажетті тексеру:
- Барлық болттар толығымен орнатылған ба?
- Тығыздауыштар (сары немесе қара) жобаланғандай орнатылған ба? (Түс брендке қарай өзгереді; барлығы сары емес.)
- Болттар симметриялы түрде орналасқан ба?
- Болт саңылаулары жыртылмаған ба?
- Көлденең сәуленің бұрышы дизайнға сәйкес келе ме? (Алға немесе артқа еңкейтуге болады; тік болу қажет емес.)
Бұл гофрленген бүйірлік конвейер таспалары үшін маңызды қауіпсіздік тексеруі.
7.8 Бекіткіштер мен юбка/белдік корпусы арасында ықтимал кедергілер бар ма? (Операциясыз анықтауға болады)
Растау керек:
- Бүктемелер иілу кезінде юбкаға тимейді.
- Өтпелі бөліктерде бекіткіштер белдік корпусының шетінен шықпайды.
- Бекіткіш биіктігі сәйкес жабдықтың рұқсат етілген кеңістігінен аспайды.
Бұл «сақтық тексеруі» және жабдықты іске қосуды қажет етпейді.
7.9 Бекіткіш биіктігі мен аралық тәртіпке сәйкес келе ме? (Өндірістік ауытқуларды болдырмау үшін)
Жергiлiктi жерде тексеру өлшемдердi қамтуы керек:
- Бекіткіш биіктігі
- Бекіткіш аралық
- Табан ені
- Бекіткіштердің жобаланған саны
Бұл саңылаусыз конвейердің біліктілігіне қойылатын негізгі талаптар.
7.10 Бекіткіштердің, қалқалардың және белдемшелердің материалдары тапсырысқа сәйкес келе ме?
Соның ішінде:
- Бекіткіштер дұрыс материалдан (резеңке/ПВХ/ПУ) жасалған ба?
- Қалқалар көрсетілген қаттылықтан жасалған ба?
- Юбкалар қажетті биіктікте және қаттылықта ма?
- Бүкіл кесілген конвейер лентасы шығарылды дұрыс материалмен және құрылыммен?
Материалдық қателер – басты сапа мәселесі.

8. Құны және қызмет ету мерзімі: Неліктен тазартылған конвейер таспасының жалпы құны жоғары?
Бекітілген конвейер лентасы кәдімгі конвейер лентасының қарапайым нұсқасы емес, негізінен құрылымдық күшейтілген конвейерлік жүйе болып табылады. Дегенмен, нақты сатып алуда көптеген пайдаланушылар саңылаусыз конвейер лентасы кәдімгі конвейер лентасы мен бірнеше бекітпелердің тіркесімі деп қате ойлайды, осылайша оның құны тегіс таспаға ұқсас болуы керек деп есептейді.
Бұл жаңсақ түсінік - кесілген конвейер таспалары туралы ең көп тараған қате түсініктердің бірі.
Инженерлік тұрғыдан алғанда, саңылаусыз конвейер лентасының құны мен қызмет ету мерзіміне материалдар, құрылым, бекіту әдісі, жұмыс жүктемесі және бекітпелердің істен шығу қаупі әсер етеді, олардың барлығы кәдімгі конвейер таспасына қарағанда айтарлықтай жоғары. Төменде инженерлік тұрғыдан алғанда, кесілген конвейер таспасының нақты құны оның қызмет ету мерзімінде неге жоғары болатынын түсіндіреді.
8.1 Бекітілген конвейер таспасының бекіткіштері «қосымша құрамдас бөліктер» емес, құрылымның өзегі болып табылады.
Кесілген конвейер таспаларының «арзанырақ болуы керек» деп жиі қате пікірге келуінің себебі өнімнің өзіне емес, сатып алушы тараптың құрылымдық күрделілікті жете бағаламауына байланысты. Көптеген пайдаланушылар ілмектерді «жабысқан қосымша материалдың бірнеше бөлігі» ретінде қарастырады, бұл дұрыс емес баға күтулеріне әкеледі. Дегенмен, инженерлік тұрғыдан алғанда, бекітпелер аксессуарлар емес, керісінше, тікелей әсер ететін бүкіл конвейер таспасының жоғары кернеулі негізгі құрылымы болып табылады:
- Қолдау сыйымдылығы
- Жоғарғы бұрыш шегі
- Impact қарсылық
- Рамадағы күшті бөлу
- Жұмыс тұрақтылығы
- Сәтсіздік режимдері
Резеңке ілмектері бар конвейер таспаларын вулканизациялаумен байланыстыру болсын, ПВХ/ПУ-мен жабылған конвейер таспаларын жоғары температурада дәнекерлеу немесе жоғары бұрышты диафрагмалық құрылымдар үшін гофрленген бүйірлік конвейер таспаларын пайдалану болсын, бекіткіштер тәуелсіз қалыптауды, өңдеуді және бекітуді талап етеді және жоғары құрылымдық талаптарға ие.
Демек, саңылаусыз конвейер лентасының негізгі құны негізгі таспадан емес, бекіткіштердің өзінен келеді:
- Материалды тұтыну
- Қалыптау және престеу шығындары
- Жалғау/дәнекерлеу/механикалық бекіту шығындары
- Механикалық талаптар және шаршау мерзімін жобалау
Инженерлік өндіріс тұрғысынан алғанда, кесілген конвейер таспаларының күрделілігі жалпақ таспаларға қарағанда айтарлықтай жоғары, бұл олардың құнының қарапайым конвейерлік таспаларға қарағанда жоғары болуының негізгі себебі болып табылады.
8.2 Бекіткіштердің болуы тұтас конвейер таспасының кернеу үлгілерін қиындатады.
Тегіс таспалар салыстырмалы түрде біркелкі кернеуге ұшырағанымен, саңылаусыз конвейер ленталары жұмыс кезінде төмендегілерге төзімді:
- Мерзімді әсерлер
- Лездік материал балласты
- Иілу шаршауына байланысты ілмектердің түбіріндегі қайталанатын созылу кернеуі
- Қақпалардың үстіңгі жағындағы материалды үздіксіз итеру
- Үлкен көлбеу бұрыштардағы жүктерді кесу
Ауыр жүкті қолданбаларда, әсіресе резеңкеден жасалған конвейер ленталарында немесе гофрленген бүйірлік конвейер таспаларында, бекіткіштер шаршауға ең бейім компоненттер болып табылады.
Бұл механикалық күрделілік мынаны білдіреді:
- Кілттер жоғары материалдық шығындарды талап етеді
- Қақпалар күрделірек байланыстыру немесе дәнекерлеу процестерін қажет етеді
- Бекітілген конвейер лентасының қызмет ету мерзімі негізгі таспаға емес, бекіткіштерге байланысты
Күрделі құрылым → Жоғары өндірістік шығындар → Қатаң жұмыс жағдайлары → Қызмет ету мерзімін басқарудың жоғары талаптары.
8.3 Бекіткіштерді қосу әдісі саңылаусыз конвейер таспасының өмірлік циклінің құнына тікелей әсер етеді.
Бекітілген конвейер таспасын бекіту әдісі бүкіл жүйенің өмірлік циклінің құрылымын анықтайды:
- Резеңке бекіткіштер: Вулканизацияланған байланыс (ыстық вулканизация)
- ПВХ/ПУ бекіткіштері: Жоғары температурада дәнекерлеу
- Гофрленген бүйірлік конвейер таспасы: Айқас бекіткіштер механикалық түрде бекітілуі керек
Бұл бекіту әдістері өзіндік құны жоғары процестер болып табылады және ілмектердің істен шығуына әкеледі:
- Төмен жергілікті қолдау сыйымдылығы
- Материалдың кері ағыны
- Артық жүктеме қаупі
- Гофрленген бүйірлік конвейер таспаларында ол тіпті бүкіл конвейер жүйесінің тоқтап қалуына әкелуі мүмкін.
Бұл саңылаусыз конвейер таспасының қызмет ету циклінің құны ілмектердің құрылымдық беріктігіне өте тәуелді екенін білдіреді және ілмектерді өндіру процесі неғұрлым күрделі болса → соғұрлым жоғары құны → өмірлік циклге соғұрлым көп әсер етеді.
8.4 Бекіткіштер конвейер жүйесінің қуат тұтынуын және жабдық жүктемесін өзгертеді.
Тесіктелген конвейер таспалары келесі себептерге байланысты қарапайым конвейерлік таспаларға қарағанда жоғары жұмыс кедергісін тудырады:
- Кілттер материалды жай ғана алып кетпей, итеруі керек.
- Материал мен бекіткіштер арасындағы жанасу кедергісінің жоғарылауы.
- Кілттер бұрыштарда кері қысымды көбірек сезінеді.
- Бекіткіштер қайтару нүктелерінде қосымша ауа кедергісін және бос үйкелісті тудырады.
Нақты инженерлік есептеулерде бірдей техникалық сипаттамалар бойынша:
Кесілген конвейер таспаларының энергия тұтынуы кәдімгі конвейерлік таспаларға қарағанда әдетте 5-15% жоғары.
Энергияны тұтынудағы бұл айырмашылық ұзақ мерзімді пайдалану шығындарына тікелей әсер етеді және бекіткіштердің биіктігіне, санына, аралықтарына және материалына тығыз байланысты.
8.5 Бекіткіштердің негізгі таспаға қарағанда істен шығу қаупі жоғары, сондықтан кесілген конвейер таспаларының тоқтап қалу шығындары жоғары.
Клиторлар - кесілген конвейер таспасының негізгі тірек компоненттері. Олардың сәтсіздігі тікелей мыналарға әкеледі:
- Тасымалдау қабілетінің төмендеуі
- Материалдың сырғанауы
- Материалдың кері ағуы және жинақталуы
Керісінше, кәдімгі конвейер таспалары локализацияланған тозу кезінде де жұмысын жалғастыра алады, ал бекітпенің бұзылуы бүкіл жүйені материалдарды дұрыс көтеруге кедергі жасайды немесе көтеру әсерін айтарлықтай төмендетеді.
8.6 Бекітілген конвейер лентасын иеленудің жалпы құны (ТШО) бекіткіштердің құнына тікелей байланысты.
ТШО мыналарды қамтиды:
- Бастапқы сатып алу құны
- Құрастыру және орнату құны
- Клиттердің құрылымдық және материалдық шығындары
- Операциялық энергияны тұтыну
- Тоқтап тұру және техникалық қызмет көрсету шығындары
- Шаршау ақауларынан кейін ауыстыру шығындары
- Жалпы өмір сүру ұзақтығы
ТШО-ның саңылаусыз конвейер ленталарына арналған үлгісінде бекітпелердің әсері негізгі таспаның әсерінен әлдеқайда көп, өйткені бекіткіштер мыналарды анықтайды:
- Көлбеу қабілеті
- Жұмыс тұрақтылығы
- Сәтсіздік режимдері
- Техникалық қызмет көрсету циклдері
Бұл қарапайым конвейер таспасы сияқты көрінетіндіктен, саңылаусыз конвейер лентасының қызмет ету мерзімін әлдеқайда жоғары етеді.

9. Тапсырысты орналастырмас бұрын растау керек 12 негізгі параметр (сатып алу үшін маңызды)
Тапсырыс беру үшін өткізу қабілеті, ұзындығы және күші жеткілікті болатын кәдімгі конвейер лентасын таңдаудан айырмашылығы бар.
Бекіткіштер жоғары құрылымды құрамдас бөліктер болғандықтан, кез келген дұрыс емес параметр мыналарға әкелуі мүмкін:
- Көлбеу бұрышы жеткіліксіз
- Материалдың кері ағыны
- Бұрау немесе жырту
- Операциялық кедергі
- Тасымалдау қабілеті жеткіліксіз
- Толық саңылаусыз конвейер таспасын кесу
Мұндай жағдайларды болдырмау үшін әрбір сатып алу инженері, жабдық инженері немесе OEM тапсырысты орналастырмас бұрын келесі 12 параметрді растауы керек.
Төмендегілер резеңке саңылаулары бар конвейер ленталарына, ПВХ-мен жабылған конвейер таспаларына, ПУ-мен жабылған таспаларға және гофрленген бүйірлік конвейер таспаларына қатысты.
9.1 Материалды таңдау (Резеңке / ПВХ / ПУ) – Растау үшін ең маңызды параметр.
Материал кесілген конвейер лентасының жұмыс шектерін анықтайды:
Резеңке:
- Орташа жүктеме, ауыр жүктеме, тозуға төзімді, соққыға төзімді
- Жоғары температура ≤160°C (арнайы құрамдар 200°C жетуі мүмкін)
- Тау-кен, толтырғыш, цемент және энергетика салаларына қолайлы.
ПВХ:
- Жеңіл жүк, қалыпты температура, көлбеу көтеру
- Жеңіл өнеркәсіпте 80°C төмен температурада қолданылады
- Қаптама, логистика, азық-түлік қаптамалары, ұсақ-түйек еңістері
ПУ:
- Азық-түлік, майға төзімді, майға төзімді, кесуге төзімді
- Жоғары гигиеналық талаптар
- Ет, майлы тағамдар, фармацевтика, суық тізбек
Материал анықталғаннан кейін құрылым, ілмектердің пішіні, биіктігі және аралықтары мәнді болады.
9.2 Құрылымдық опциялар (Ашық конвейер таспасы / Гофрленген бүйірлік конвейер таспасы)
Бұл екі құрылымды бір-бірінің орнына қолдануға болмайды:
- Бекітілген конвейер лентасы: 18–40° бұрыштарды көтеруге жарамды
- Гофрленген бүйірлік конвейер таспасы: 40–70° үлкен көлбеу бұрыштар үшін қолайлы
Көлбеу бұрышы 40°-тан асатын болса, мынаны көрсету керек:
юбка + диафрагма құрылымы қажет; түзу ілмектер енді қабылданбайды.
9.3 Белдік ені
Жабдық кеңістігіне, роликтің еніне және материал бөлшектерінің өлшеміне сәйкес келуі керек.
Жалпы диапазон:
300–2200 мм (материалға байланысты аздап өзгереді)
Тым кішкентай белбеу материалдың төгілуіне әкеледі; тым үлкен белдік жақтауға кедергі жасайды.
9.4 Конвейердің жалпы ұзындығы
Қажетті:
- Орталық қашықтық
- Кернеу инсульт
- Рұқсат
- Міндетті өріс
Арнайы ескерту: Гофрленген бүйірлік конвейер таспалары ұзындық қателеріне сезімтал.
9.5 Көлбеу бұрышы
Құрылым түрін және бекіткіштердің биіктігін анықтайды.
Негізгі инженерлік логика:
- 18–30°: орташа ілгектер
- 30–40°: жоғары бекіткіштер (негізінен резеңке)
- 40–70°: Гофрленген бүйірлік конвейер таспасы
- 70°+: Ұсынылған шөміш лифті (кесілген конвейер таспаларының ауқымында емес)
Көлбеу бұрышы туралы ақпарат дәл болуы керек.
9.6 Сыйымдылығы
Сыйымдылық ілмектердің аралығы мен биіктігіне әсер етеді және оны өткізіп жіберуге болмайды.
Мынаны қамтамасыз етіңіз:
- т/сағ немесе м³/сағ
- Белбеу жылдамдығы (қолжетімсіз болса, біз оны есептей аламыз)
Сыйымдылық деректерін жеткізбестен, ілмектердің тиімді көлемін есептеу мүмкін емес.
9.7 Материал өлшемі
Кілттің көлденең қимасының түріне әсер етеді:
- Ұнтақ: T-түрі
- Бөлшектер: Т-типті немесе С-типті
- Үлкен блоктар: күшейтілген бекіткіштер немесе көлденең қималар
Бөлшектердің үлкен өлшемдері және үлкенірек аралық ілмек түбірінде көбірек күшейтуді қажет етеді.
9.8 Көлемді тығыздық
Жоғары тығыздық ілмектерге үлкен кернеу әкеледі.
Жалпы классификациялар:
- <0.8 т/м³: жеңіл жүктеме
- 8–1.6 т/м³: Орташа жүктеме
- 6 т/м³: Ауыр жүк
Бекіткіштердің қалыңдату немесе күшейту қажет екенін анықтау үшін қолданылады.
9.9 Материал температурасы
Температура материалдың қасиеттерін анықтайды:
- ПВХ: ≤80°C
- PU: ≤100°C
- Резеңке: ≤160°C (200°C дейін ыстыққа төзімді)
Дәлдік маңызды; әйтпесе, ілмектер мерзімінен бұрын қартаяды.
9.10 Материалдық сипаттамалар (майдың құрамы, коррозиялық, жабысқақтық)
Материалдың құрамын анықтаңыз:
- Май құрамы:PU артықшылық береді
- Коррозиялық:Арнайы резеңке композицияны қажет етеді
- Жоғары жабысқақтық:Жоғары ілмектерді немесе қысқартылған аралықтарды қажет етеді
Майлы жағдайларда ПВХ бекіткіштерін пайдалану дәнекерленген аймақта мерзімінен бұрын қабаттасуға әкеледі.
9.11 ілмек параметрлері (биіктігі/қадамы/түрі)
Ең маңызды құрылымдық деректер:
- Бекіткіштердің биіктігі (H)
- Бекіткіштер аралығы (P)
- Криттердің пішіні (L / T / C / күшейтілген)
- Бекіткіштер арматуралық қабаттарды қажет етеді ме
Егер бұл гофрленген бүйірлік конвейер лентасы болса, көлденең арқалықтардың өлшемдерін қосу керек.
9.12 Қолдану сценарийі
Қолдану сценарийлері инженердің таңдау бағытын нақтылау үшін пайдаланылады:
Типтік мысалдар:
- Азық-түлікті орау үшін жеңіл жүкті тиеу
- Шағын тауарларды логистикалық қамтамасыз ету
- Шахталардағы жергілікті көтеру
- Цемент зауыттарындағы қосалқы көтеру
- Жем түйіршіктерін жылдам шығару
- Суық тізбекті шағын пакетті көтеру
Қолдану сценарийлері материалдардың, құрылымның және бекіткіштердің мәндерінің соңғы таңдауына әсер етеді.
9.13 Белбеу қалыңдық
Барлық материалдарға қолданылады:
Резеңке:
- жоғарғы қақпақ қалыңдық тозуға төзімділігіне әсер етеді.
- төменгі қақпақтың қалыңдығы қайтару мерзіміне әсер етеді.
- Қалыңдығы жеткіліксіз → ілгектер тамырдың жыртылуына бейім.
ПВХ/ПУ:
- Қақпақтың қалыңдығы созылу мен деформацияға төзімділігін анықтайды.
- Тым жұқа және ол ілмектердің циклдік жүктемесіне төтеп бере алмайды.
- Кішкентай ролик диаметрлерін де сәйкестендіру керек.
Қақпақтың жеткіліксіз қалыңдығы кесілген конвейер таспасының жалпы қызмет ету мерзімін айтарлықтай қысқартады.
9.14 Созылу Күш (EP / NN / ST)
Бұл конвейер таспалары үшін қауіпсіздіктің негізгі параметрлері:
EP / NN (Жеңіл жүктеме, орташа жүктеме, көп мақсатты)
ST (Сым арқан конструкциясы, ауыр жүктемелерге жарамды)
Күш рейтингі мыналарды анықтайды:
- Бекіткіш материалдың қысымына төтеп бере алады
- Көлбеу қималардағы созылу күші
- Бүкіл конвейер лентасының шаршау мерзімі
Төмен беріктік көрсеткіші → Кілттер жыртылуға бейім
Жоғары беріктік көрсеткіші → Үлкен көтеру жүктемелеріне төтеп бере алады
9.13 Қажетті ақпаратты жіберуді тексеру тізімі
Төменде ұсынылған стандартты параметрлердің тізімі берілген Tiantie Өнеркәсіптік. Ең негізгі 6 элементті ғана толтыру керек; Біздің инженерлер қалғандары үшін кәсіби таңдауды шешеді:
【Тазаланған конвейер таспасы өнімін таңдауды бақылау тізімі】
1. Материал: | Резеңке / ПВХ / ПУ |
2.Негізгі белдік ені (мм): | |
3. Негізгі белдік қалыңдығы (мм): | |
4. Негізгі белдіктің созылу күші: | |
5. Жалпы ұзындығы (м): | |
6. Көлбеу бұрышы (°): | |
7. Тасымалдау сыйымдылығы (т/сағ немесе м³/сағ): | |
8. Қолдану сценарийлері (қысқаша сипаттаңыз): |
Жоғарыда көрсетілген ақпаратты жібергеннен кейін, Tiantie Өнеркәсіптің техникалық командасы жұмыс жағдайыңызға байланысты құрылымдық опцияларды, материал ұсыныстарын, бекітпелердің биіктігін, аралығын және көлденең қима түрін қоса алғанда, кесілген конвейер таспаларын немесе гофрленген бүйірлік конвейер таспаларын таңдаудың толық шешімін ұсынады.

10. Тазартылған конвейер таспаларының мәніне оралуына мүмкіндік беріңіз — жұмыс жағдайларыңызды шешу
Егер біз осы мақаланың барлығын бір негізгі логикаға жинақтайтын болсақ, ол келесідей болар еді: Дұрыс бекітілген конвейер лентасын таңдау бекіткіштерге қатысты емес, материалды әртүрлі бұрыштарда тұрақты және басқарылатын өңдеуді қамтамасыз ету.
Тек үш нәрсе шынымен маңызды:
Біріншіден, жұмыс жағдайлары құрылымды анықтайды.
Көлбеу бұрышы, кеңістік және материалдың пішіні анық болғаннан кейін сіз мыналарды анықтай аласыз:
- Тікелей кесілген конвейер лентасы қажет пе?
- Немесе гофрленген бүйірлік конвейер лентасы қажет пе?
Екіншіден, материал шекараларды анықтайды.
Резеңке, ПВХ, ПУ — салаға қарамастан, температураны, жүктемені және гигиеналық талаптарды ескеріңіз.
Дұрыс материалды таңдау өмір сүру ұзақтығы мен тұрақтылығының негізін қамтамасыз етеді.
Үшіншіден, параметрлер болжам емес, инженерлік логикадан алынған.
Негізгі белдіктің күші, қалыңдығы, ілгектердің биіктігі және аралықтары мыналарға негізделуі керек:
- Иілу бұрышы
- Жеткізу қабілеті
- Материал бөлшектерінің мөлшері және тығыздығы
Бұл тәжірибеге емес, инженерлік есептерге негізделген.
Сіз үшін ең маңыздысы - жұмыс жағдайын нақты сипаттау: өткізу қабілеті, жалпы ұзындығы, көлбеу бұрышы, тасымалдау қабілеті, материал сипаттамалары және қолдану сценарийі.
Қалғанын біз шешеміз.
Tiantie Өнеркәсіп инженерлері бұл өріс деректерін толық тазартылған конвейер таспасын таңдау шешіміне айналдыра алады.
Сізге сарапшы болудың қажеті жоқ; тек талаптарыңызды нақты түсіндіруіңіз керек.
Сәйкестендірілген конвейер таспасы қате көрсетілгеннен гөрі үнемді, берік және тұрақты болады.
Бұл бүкіл жүйенің құндылығы.