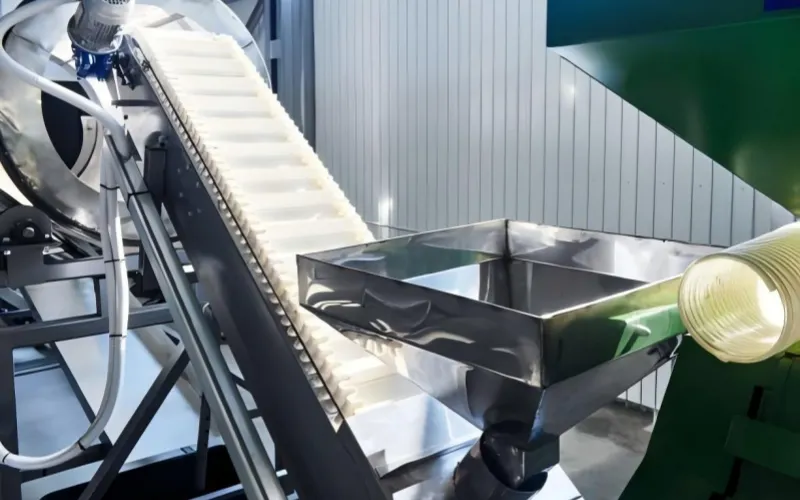
1Что такое ленточный конвейер с планками?
Самая поразительная особенность конвейерной ленты с планками — это ряды планок, расположенных на её поверхности. Как отметил один из инженеров Tiantie Промышленный, глубоко вовлеченный в конвейерная промышленностьЯ часто говорю нашим клиентам: если рассматривать обычную конвейерную ленту как «ровную дорогу», то конвейерная лента с перегородками подобна рядам «ступеней», построенных на этой дороге, что позволяет материалам плавно подниматься даже в наклонных средах.
Суть конвейерной ленты с планками заключается в добавлении на поверхность конвейерной ленты планок разной формы и высоты для разных сфер применения, предотвращая скольжение материалов на уклонах.
Независимо от того, перевозите ли вы песок, зерно, гравий, упаковочные коробки или даже кусочки пищевых продуктов, при наличии уклона под действием силы тяжести груз будет сползать вниз. Выступы предназначены для противодействия этой силе тяжести, «поддерживая» груз.
В реальных рабочих условиях шипы выполняют три основные функции:
- Первое Противоскольжение (блокировка). Это основная функция всех конвейерных лент с планками. Чем выше планка, тем больше груза можно транспортировать на единицу площади. Однако её нельзя выбирать произвольно, так как неправильный выбор высоты снизит эффективность транспортировки.
- Второе Он предотвращает обратный поток. Материал, выбрасываемый назад при подъёме по склонам, часто теряется. Упоры могут стабилизировать материал, уменьшая его просыпание и отходы.
- В-третьих, Это увеличивает угол наклона и эффективность транспортировки. Обычные плоские ремни обычно достигают своего предела около 18°, но с правильной конструкцией перегородки угол можно увеличить до 40°. Использование гофрированного ремня с бортиком может дополнительно увеличить этот угол.
При изучении ленточных конвейеров с перегородками важно различать две системы: структурную и материальную.
Структурная система определяет высоту транспортировки, угол и способ размещения материала; материальная система определяет области применения, стойкость к истиранию, уровень гигиены и температурные характеристики ленты.
Существуют две структурные системы:
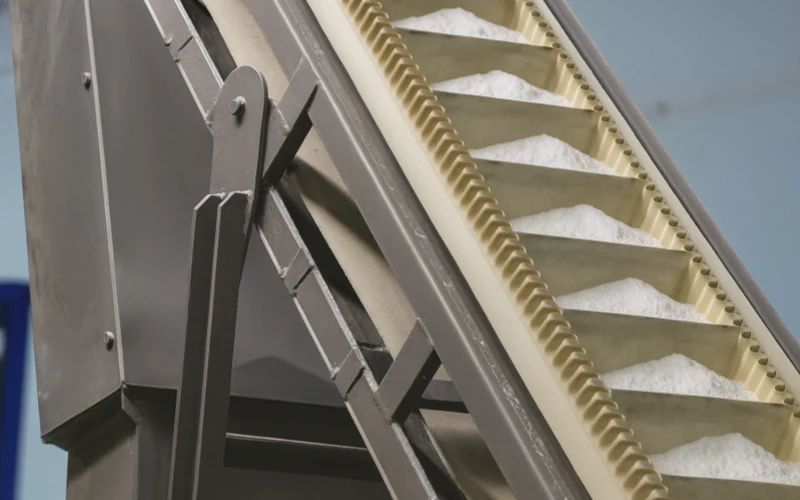
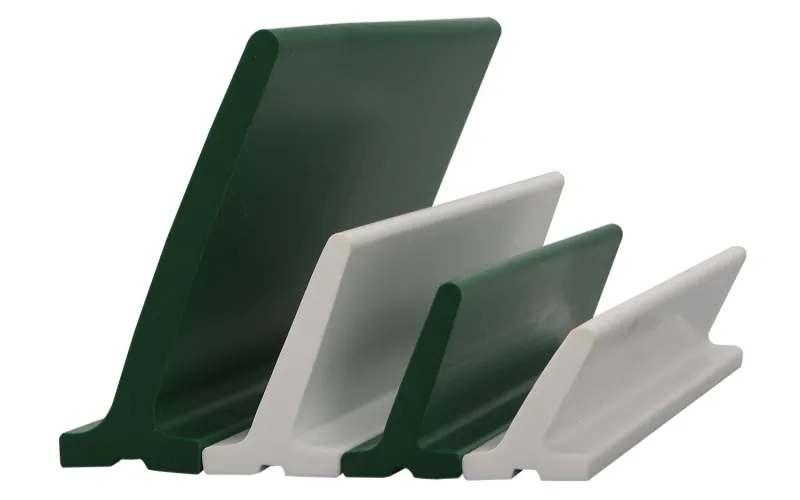
1) Прямая пластина шпунт ремень: Плоский ремень + шипы. Доступны различные варианты высоты в зависимости от требований, обычно от 6 до 150 мм, что подходит для уклонов 20–40°.
2) Конвейерная лента с гофрированной боковой стенкой: Базовый пояс + гофрированная юбка + перекладины, подходит для крутых склонов 40-70°.
В настоящее время существуют три основные системы материалов: Резина (сверхпрочная), ПВХ (легкого класса) и ПУ (пищевого класса).
По моему опыту, эти три типа являются наиболее широко используемыми и применимыми материалами.
Однако материал не определяет структуру, а структура не меняет выбор материала; оба фактора должны быть согласованы.
По сути, основное преимущество конвейерной ленты с перегородками заключается в обеспечении управляемости материалов, предотвращения их проскальзывания и обратного потока при наклонной транспортировке. Независимо от отрасли и тяжести груза, если угол наклона конвейера превышает допустимые пределы для стандартной плоской ленты, лента с перегородками обычно является более прямым и эффективным решением.

2. Почему конвейер с решеткой нужны ремни?
В конвейерной отрасли ценность решетчатых конвейерных лент становится все более очевидной всякий раз, когда речь идет об углах наклона, ограничениях по пространству или стабильности материала. Tiantie Компания Industrial уже давно предоставляет рекомендации по выбору конвейерной ленты для различных условий эксплуатации, и мы наблюдали некоторые общие закономерности во многих практических случаях.
Во-первых, эффективный угол транспортировки обычных плоских ремней относительно ограничен.
Обычная резина Плоские ремни из ПВХ склонны к проскальзыванию материала под углом примерно 16–18°, что является нормальным явлением, определяемым коэффициентом трения и напряжением материала. Когда системе требуется больший угол наклона, одного трения недостаточно. В этом случае конструкции с планками обеспечивают дополнительные точки опоры, улучшая устойчивость материала. Помимо планок, для углов 16–22°, если высота планки менее 6 мм, мы также рекомендуем нашим пользователям использовать Конвейерные ленты с шевроном, которые также являются экономически эффективным вариантом.
Во-вторых, чем больше угол наклона, тем более выражены эффекты обратного потока и разлива.
Такие материалы, как порошки, гранулы, щебень и упаковочные коробки, имеют тенденцию скользить назад к менее поддерживающим участкам из-за составляющей силы тяжести на наклонных участках. Клинья обеспечивают блокирующую поверхность для материала, что делает его более контролируемым при наклонной транспортировке и снижает риск просыпания, накопления или снижения эффективности.
В-третьих, увеличение угла наклона является распространенной стратегией в условиях ограниченного производственного пространства.
Такие факторы, как расположение оборудования, место сброса материала и ограничения по высоте пола, ограничивают длину уклона конвейерной линии. Увеличение угла наклона становится распространённым решением, а конструкции с перегородками могут расширить рабочий диапазон системы с точки зрения планирования пространства, позволяя добиться более компактной компоновки.
В-четвертых, спрос на шпунт ремней увеличивается с изменением угла наклона.
Опыт работы в отрасли обычно относится к следующим диапазонам:
- Примерно 18–40°: конвейерные ленты с перегородками обычно работают более стабильно;
- Примерно 40–70°: конвейерные ленты с гофрированными боковинами обеспечивают лучшую поддержку во многих условиях эксплуатации;
- За пределами этого диапазона некоторые компании рассматривают ковшовые элеваторы или другие методы вертикальной транспортировки.
Это не фиксированное правило, а скорее эмпирическое значение, основанное на общем поведении материалов, эффективности системы и техническое обслуживание расходы.
В-пятых, действительно существуют ситуации, когда шпунт ремни не подходят.
Поскольку планки конвейерных лент с перегородками обычно изготавливаются из чистой резины или ПВХ без ударопрочного армирующего слоя, при определенных условиях перегородки могут быть более подвержены повреждениям, чем сама конвейерная лента.
Например:
- Длительно высокие температуры, превышающие 200°C
- Сильный удар, падение крупных кусков материала
- Высококоррозионные среды
- Сложные маршруты, включающие многократную разгрузку материалов
В таких случаях обычно требуется дополнительная защита конструкции или сравнение с другими методами подъема.
В условиях ограниченного пространства, наклонного подъема и легкого проскальзывания материала роль ленточных конвейеров с перегородками становится все более очевидной, и это основная причина, по которой необходимы конвейерные ленты с перегородками.
3. Две основные структурные системы конвейерных лент с планками
3.1 Конструкция конвейерной ленты с прямыми пластинами и решетками
(1) Структурный состав
Прямолинейная пластинчатая конвейерная лента состоит из:
плоский ремень + зажимы конвейерной ленты.
Выступы располагаются с интервалами вдоль направления движения для повышения устойчивости материала на уклонах.
(2) Применимый диапазон углов наклона
Обычные инженерные применения составляют приблизительно 18–40°.
Фактический диапазон необходимо подтвердить на основе размера частиц материала, текучести, угла естественного откоса и скорости ленты.
(3) Основные типы зажимов конвейерной ленты
- L-тип: Легкая нагрузка, небольшой уклон
- Т-тип: порошок
- C-тип: Твердые частицы, смесь
- Усиленный рифленый ремень:Крупногабаритные, ударопрочные материалы
Все это структурные формы, не имеющие отношения к материалу.
(4) Конструктивные границы высоты шипа
Высота перегородки конвейерной ленты с прямыми пластинами обычно не превышает 100 мм. При превышении этой высоты изгибная устойчивость перегородки снижается, и обычно рассматривается возможность перехода на ленту с гофрированными боковинами.
(5) шпунт Принципы проектирования интервалов
Обычно используемый диапазон составляет приблизительно 200–600 мм в зависимости от:
- Размер частиц материала
- Угол естественного откоса
- Ленточный мощность
- Скорость подачи ленты
- Чувствительность к утечкам
Он выбирается не на основе простого опыта, а на основе инженерно-логических расчетов.
(6) Типичные сценарии применения
Прямые пластинчатые конвейерные ленты с решетками широко используются в:
- Транспортировка зерна
- Легкая промышленная упаковка
- Промышленные сыпучие материалы
- Логистическая сортировка
- Подъем под средним углом
(7) Структурные преимущества и ограничения
Преимущества: Простая структура, удобство установка и обслуживание, сильная приспособляемость.
Ограничения: При углах, приближающихся к 40°, влияние характеристик материала возрастает, что требует дополнительной оценки несущей способности.
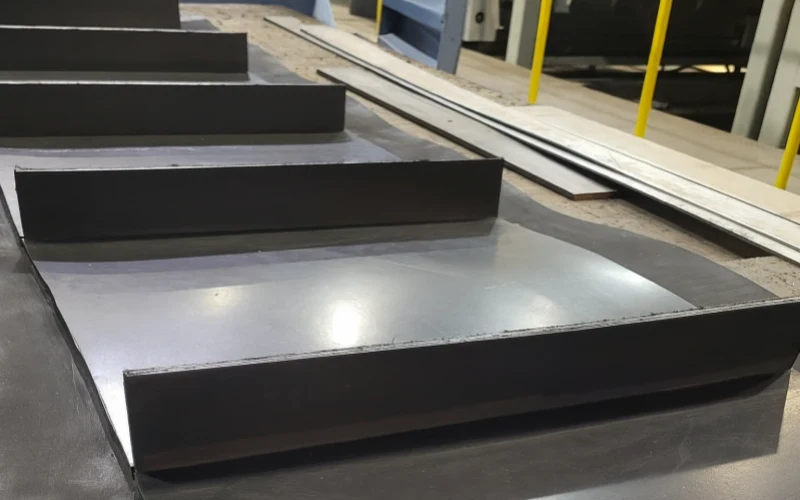
3.2 Конвейерная лента с гофрированными боковинами
(1) Структурный состав
Он состоит из трех частей:
- Базовый пояс
- Гофрированная юбка
- Разделители (крепятся к нижнему поясу, а не к юбке)
Вместе эти три компонента образуют «полную конструкцию конвейера с большим углом наклона».
(2) Применимый диапазон углов наклона
Обычно используется для транспортировки под углом около 40-70°, подходит в качестве дополнительной конструкции с большим углом наклона для решетчатых конвейерных лент.
(3) Структурная операционная логика
- Гофрированная юбка: обеспечивает боковое закрытие и возможность гибкого изгиба.
- Разделители: Вспомогательный материал
- Базовый пояс: выдерживает растягивающую нагрузку и обеспечивает структурную поддержку.
Общий метод опоры аналогичен «ступенчатому подъему контейнера».
(4) Типичные сценарии применения
- Планировка с ограниченным пространством
- Сброс материалов на большой высоте и стыковка
- Транспортировка тяжелых сыпучих материалов под большим углом
- Условия работы, требующие снижения ударов при падении
(5) Структурные преимущества и ограничения
Преимущества: Большой диапазон наклона, высокая несущая способность, экономия места для оборудования.
Ограничения: Высокая сложность конструкции, жесткие требования к процессу соединения юбки и поперечной диафрагмы.

4. Выбор материала для конвейерной ленты с планками
4.1 Резина
Резина подходит для транспортировки сыпучих материалов средней и высокой нагрузки, демонстрируя стабильные эксплуатационные характеристики в условиях, требующих особой износостойкости, ударопрочности и термостойкости.
(1) Эксплуатационные характеристики
- Высокая износостойкость:Обычно используемые марки резинового покрытия могут достигать стойкости к истиранию 90 мм³, 70 мм³ или ниже, что подходит для высокоабразивных сыпучих материалов.
- Хорошая ударопрочность:Способен выдерживать большие падения и удары, не подвержен усталости и разрывам.
- Широкий температурный диапазон:Стандартные составы подходят для температур 80–120 °C; термостойкие составы — для температур 150–180 °C; мгновенные температуры — примерно до 200 °C (согласно требованиям GB/T 33510).
- Маслостойкий, огнестойкий, а также в зависимости от условий эксплуатации могут быть добавлены морозостойкие составы.
(2) Логика адаптации отрасли
В таких отраслях тяжелой промышленности, как добычи полезных ископаемых, цемент, песок и гравийи электростанциях конвейерные ленты с резиновыми перегородками не являются основным методом транспортировки, поскольку в этих отраслях промышленности предпочитают плоские ремни, крутонаклонные гофрированные боковые конвейерные ленты или ковшовые элеваторы.
Резиновые конвейерные ленты лучше всего подходят в следующих ситуациях:
- Местные подъемные участки 18-40°
- Небольшие различия в высоте между оборудованием
- Места, где недостаточно места для расширения уклона
- Небольшие уклоны в подземные шахты или узкие туннели
- Небольшой подъем в точках погрузки/разгрузки или буферных секциях
Подводя итог, можно сказать, что конвейерные ленты с резиновыми решетками используются локально в тяжелой промышленности, а не в качестве основного линейного оборудования.
(3) Неприменимые ситуации
- Магистральные конвейерные линии дальнего следования
- Материалы, подвергающиеся длительному воздействию температур свыше 200°C
- Пищевая промышленность со строгими требованиями к гигиене
- Крупные куски материала с чрезвычайно высокой высотой падения без усиленной структурной обработки

ПВХ 4.2
ПВХ — легкий, выдерживающий комнатную температуру и простой в очистке материал, подходящий для технологических процессов в легкой промышленности, требующих установки под углом, противоскользящих свойств или фиксированных расстояний.
Следует отметить, что применимые отрасли для Плоские конвейерные ленты из ПВХ намного больше, чем те, для Конвейерные ленты с ПВХ-решеткой; не следует путать сценарии их использования.
(1) Эксплуатационные характеристики
- Применимая температура: около 80°C (мы рекомендуем прекратить использование этого материала при температуре выше 60°C)
- Плотная поверхность материала, не впитывающая влагу, легко моется
- Хорошая гибкость, подходит для роликов малого диаметра.
- При необходимости можно заказать варианты с маслостойкими, антистатичными и допускающими контакт с пищевыми продуктами свойствами.
(2) Совместимость с отраслью
Конвейерные ленты с перегородками из ПВХ в основном используются в условиях небольшой нагрузки, где требуются «подъемные, противоскользящие и фиксированные расстояния», например:
- Секция подъема упаковки пищевых продуктов: секция подачи перед поступлением мелко упакованных пищевых продуктов в весовую машину, дозирующую машину и упаковочную машину.
- Подъем легких сыпучих материалов: таких как орехи, кофейные зерна, корм для домашних животных и мелкозернистое сырье.
- Переход разницы высот оборудования: между различными видами оборудования требуется локальный подъем на 20–40°.
- Противоскользящая секция для экспресс-отправлений небольших посылок: секция с низким углом наклона, предотвращающая соскальзывание посылок назад
- 3C Транспортировка мелких деталей на фиксированное расстояние: для винтов, соединителей и мелких пластиковых деталей требуются зажимы. Управление положением.
- Небольшие наклонные секции в холодильной цепи сортировки: предотвращают скольжение небольших упакованных замороженных продуктов при изменении высоты
Вкратце:
Конвейерные ленты с ПВХ-решетками подходят для легких грузов, нормальных температур и мест, требующих небольшой поддержки или подъема, но не для всех отраслей легкой промышленности.
(3) Неприменимые ситуации
- Средние и тяжелые сыпучие материалы
- Условия высоких температур
- Ударопрочные, острые материалы
- Главный конвейер для тяжелой промышленности

4.3 ПУ
ПУ — это высокогигиеничный, легкий конвейерный материал, широко используемый в пищевой и фармацевтической промышленности.
По сравнению с ПВХ полиуретан более надежно работает с маслянистыми, липкими или высокогигиеничными материалами.
(1) Эксплуатационные характеристики
- Соответствует требованиям FDA/EU к пищевым продуктам
- Плотная поверхность, не способствует размножению бактерий.
- Маслостойкость и устойчивость к порезам превосходят показатели ПВХ.
- Хорошая гибкость, подходит для роликов малого диаметра и сложных контуров.
(2) Совместимость с отраслью
Конвейерные ленты с полиуретановыми решетками обычно используются в процессах легкой пищевой промышленности, где предъявляются высокие требования как к гигиеническим стандартам, так и к грузоподъемности, например:
- Переработка мяса:легкий подъем и противоскольжение для погрузки замороженного и свежего мяса
- Масложировая продукция:жареные блюда, орехи и полуфабрикаты из масла
- Молочные продукты, этапы подготовки к выпечке
- Линии по производству фармацевтических препаратов:строгие требования к чистоте материала
- Транспортировка пищевых продуктов на фиксированные расстояния: производственные линии, требующие зажимов для позиционирования, например, теста и тестовых заготовок
(3) Неприменимые ситуации
- Массовая легкая промышленность, чувствительная к затратам
- Высокотемпературные условия
- Зоны высокой ударной нагрузки для сыпучих материалов средней и высокой нагрузки

4.4 Инженерная оценка выбора материала
- Резинка: Высокая грузоподъемность, износостойкость, термостойкость → Выбирается в случаях, когда прочность требуется на участках местного подъема.
- ПВХ:Легкая нагрузка, нормальная температура, небольшой уклон → Основной материал для подъемных профилей в легкой промышленности.
- ПУ:Пищевой, маслостойкий → Подъемные и позиционирующие процессы под малым углом в пищевой и фармацевтической промышленности.
5. Ключевые факторы, влияющие на срок службы конвейерных лент с планками: процесс производства
Для конвейерных лент с решетчатыми направляющими качество базовой ленты имеет решающее значение. Однако при одинаковых условиях эксплуатации разница в сроке службы ленты часто обусловлена конструкцией и производственный процесс самих шипов: как они изготавливаются, как крепятся, рациональность перехода корней и их совместимость с различными материалами. Эта глава посвящена исключительно производственный процесс шипов и перекладин.
5.1 Основные этапы производства резиновых шипов
Резиновые шипы в основном используются в условиях средних и тяжёлых нагрузок, при этом углы подъёма обычно варьируются от 18° до 40°. Ключевым моментом здесь является не способ формования резины в ленту, а то, как шипы интегрированы с резиновой основой ленты.
(1) Шипы небольшой высоты (≤ приблизительно 6 мм)
Эти небольшие выступы или неглубокие выступы обычно отформованы непосредственно из резиновой основы ремня. во время вулканизации. Они больше похожи на противоскользящие узоры, используемые для небольших углов наклона, противоскольжения и направления, а не как основная опорная конструкция, несущая большие нагрузки.
Есть только две ключевые контрольные точки:
- Точность форм и текучесть резины для обеспечения постоянных геометрических размеров;
- В зоне перехода с базовой полосой не должно быть острых углов, чтобы избежать концентрации напряжений и образования трещин.
(2) Резиновые шипы средней высоты
Когда шипы достигают зоны «поддерживающего материала», их формирование обычно не завершается за один этап вулканизации базовой полосы. Вместо этого
- Шипы вулканизируются отдельно;
- Базовая полоса вулканизируется отдельно;
- Шипы приклеиваются к базовой полосе с помощью специального клея и горячего прессования.
Ключевые моменты процесса здесь следующие:
- Достаточная эффективная площадь склеивания в нижней части планок;
- Плавный переход клеевого слоя у корня, а не прямой угол 90°;
- В зависимости от условий эксплуатации в нижнюю часть планок добавляют один или несколько слоев армирующей ткани для распределения усилия отрыва;
- На поверхности склеивания не должно быть пузырьков, загрязнений и масляных пятен.
Короче говоря, технологическая цель резиновых грунтозацепов заключается в следующем: в условиях многократного воздействия на материал и периодической нагрузки обеспечить, чтобы момент разрушения грунтозацепов наступал как можно позже после истечения нормального срока службы базового ремня, а не отрывался от основания уже через несколько месяцев эксплуатации.

5.2. Ключевые точки обработки профилей в конвейерной ленте с гофрированными боковинами
В данной статье рассматриваются только детали, непосредственно связанные с планками для конвейерных лент с гофрированными боковинами.
(1) Юбка и пояс-основа
Юбка, как правило, изготавливается из резины. Благодаря обработке поверхности, склеиванию и вулканизации под давлением она образует высокопрочное соединение с резиновым основанием, а не просто приклеивается. Это относится к боковым герметизирующим свойствам и общей структурной устойчивости, но всё же это всего лишь «экологически благоприятная конструкция».
(2) Способ соединения шипов и юбки
Эти шипы, по сути, тоже являются разновидностью шипов, но вместе с юбкой они образуют «сетчатую» или «ковшеобразную» опорную конструкцию. Вот три ключевых момента:
- Диафрагмы невозможно напрямую «приварить» к юбке вулканизацией. В реальном машиностроении обычно используются механические соединения: болты, заклёпки, пластинчатые зажимы и т. д.
- В процессе соединения используются прижимные пластины, прокладки и другие конструкции для надежного прижатия диафрагм к юбке и/или армирующему слою юбки;
- Диафрагмы не обязательно имеют вертикальную конструкцию; иногда они наклонены вперед или назад для лучшей адаптации к состоянию потока материала, углу наклона и способу загрузки.
(3) Детали процесса, требующие особого внимания
- Расположение отверстий под болты должно быть симметричным, а предварительная нагрузка болтов должна быть стабильной, чтобы избежать ослабления после эксплуатации;
- Толщина резины в зоне контакта диафрагмы и юбки не должна быть слишком тонкой, чтобы избежать местного «прорезания» болтами;
- Расстояние и угол наклона диафрагм должны соответствовать углу наклона и размеру частиц материала; в противном случае может произойти накопление материала, застревание или преждевременный разрыв.
Другими словами, качество конструкции поперечины на конвейерной ленте с гофрированной боковиной определяет, сможет ли система стабильно поддерживать материалы под углом наклона 40–70° в течение длительного периода.

5.3 Процесс сварки планок из ПВХ/ПУ
В шипах из ПВХ и ПУ не используется вулканизация; они изготовлены из термопластичных материалов. Наиболее распространённые методы крепления шипов — высокочастотная сварка или сварка горячим воздухом.
(1) Основная логика высокочастотной сварки/сварки горячим воздухом
- Базовый ремень и шипы изготовлены из того же материала ПВХ или ПУ;
- Контактная зона нагревается высокочастотным электрическим полем или горячим воздухом, в результате чего ее поверхность «плавится»;
- Охлаждение осуществляется под определенным давлением, что позволяет им вновь соединиться в единое целое.
Преимущества:
- Гладкие швы, легко чистятся, подходят для пищевых продуктов, упаковки и других применений;
- Отсутствие дополнительных слоев посторонних веществ между материалами, хорошая общая гибкость, подходит для роликов небольшого диаметра;
- Отработанный процесс, подходящий для массового стандартизированного производства.
(2) Распространенные виды отказов и корреляция процессов
- Недостаточная температура сварки → в процессе работы зажимы постепенно приподнимаются и загибаются по краям;
- Избыточная температура → Материал становится хрупким, желтеет и твердеет на поверхности;
- Неравномерное давление → Одна сторона планок хорошо приварена, а другая сторона имеет слабый сварной шов, что приводит к неравномерному распределению напряжений.
В системах ПВХ/ПУ эмпирическое суждение таково:
Если края планок начинают белеть и приподниматься при нормальной нагрузке, то это в основном связано с нестабильным процессом сварки или контролем технологического окна, а не с проблемой самого материала.
5.4 Прямое влияние процесса изготовления планок на срок службы конвейерных лент с планками
Чтобы прояснить ключевые моменты, влияние процесса изготовления шипов на срок службы можно рассматривать в виде трех линий контроля:
(1) Соответствует ли метод соединения системе материалов
- Резина → вулканизационное формование + вулканизационная склейка;
- ПВХ/ПУ → высокочастотная сварка или сварка горячим воздухом;
- Гофрированные боковые стенки перегородок конвейерной ленты → в основном механическое соединение.
Если система материалов и способ соединения не соответствуют друг другу, срок службы часто становится неконтролируемым.
(2) Позволяет ли конструкция корня избежать концентрации напряжений?
- Имеют ли резиновые шипы закругленные углы и усиливающий слой у основания?
- Достаточно ли широки сварные швы на планках из ПВХ/ПУ?
- Разумна ли толщина слоя клея в месте соединения поперечин?
Неудачная конструкция корня чаще всего является случаем «отрыва от корня».
(3) Может ли стабильность процесса соответствовать реальным условиям работы?
- Нагрузка, удар, угол наклона, температура и скорость меняются;
- В условиях таких колебаний бутсы должны сохранять «надежную посадку и стабильную форму» в течение длительного периода.
Пока процесс установки планок осуществляется консервативно, срок службы всей конвейерной ленты с планками будет близок к верхнему пределу, который может выдержать базовая лента, и не будет преждевременно изнашиваться планками.
6. Выбор конвейерной ленты с планками: правильный выбор в зависимости от условий эксплуатации
Выбор конвейерной ленты с планками не может основываться исключительно на угле наклона или материале. Правильный подход заключается в следующем: сначала оценить условия эксплуатации, затем определиться с конструкцией, после чего выбрать материал и, наконец, уточнить высоту, шаг и форму планок.
Следующие логика выбора представлено в трех измерениях: угол наклона, материал и отрасль, что позволяет избежать использования неверных решений для различных сценариев.
6.1 Выбор конструкции на основе диапазона углов наклона
Первым критерием выбора конвейерной ленты с решеткой всегда является угол наклона. Для различных диапазонов углов наклона подходят следующие конструкции:
(1) 0–18°: плоский ремень или низкие планки (резина / ПВХ / ПУ)
- По сути, не требуется никакой поддерживающей конструкции.
- Если материал склонен к скатыванию или небольшому скольжению, можно использовать низкие планки (≤30 мм).
- Обычно используется при упаковке, точной регулировке высоты конвейерной линии и переработке легких пищевых продуктов.
(2) 18–30°: средние шипы
- Подходит для резины, ПВХ и полиуретановых материалов.
- Высота шипов обычно составляет 40–60 мм.
- Обычно используется для погрузки легких грузов, подачи упаковки пищевых продуктов в весовые машины и подъема легких сыпучих материалов.
(3) 30–40°: Высокие шипы (в основном резиновые)
- Резиновые шипы обладают более высокой приспособляемостью.
- В основном используется для местного подъема среднетяжелых сыпучих материалов.
- Высота шипов обычно находится в диапазоне 60–100 мм.
- Если она достигает 38–40°… Верхний предел, корневую структуру необходимо укреплять.
(4) 40–70°: конвейерная лента с гофрированной боковиной
- Шипы едва ли могут обеспечить достаточное пространство для поддержки, требуя конструкцию из юбки и диафрагмы.
- Подходит для легких, средних и некоторых тяжелых грузов сыпучих материалов.
- Если угол наклона превышает 60°, то чем больше размер частиц материала, тем больше требуется зазор между диафрагмами.
(5) 70–90°: необходимо оценить ковшовый элеватор или специальную конструкцию
- Пластинчатая конвейерная лента не является стандартным решением
- Специальные конструкции используются только в условиях очень специфических и легких нагрузок.
Общая логика предельно ясна:
18–40° используйте решетчатую конвейерную ленту; 40–70° используйте гофрированную конвейерную ленту с боковыми стенками; свыше 70° рассмотрите конструкцию ковшового элеватора.
6.2 Выберите тип шипов в соответствии с характеристиками материала
Угол наклона определяет конструкцию, а материал — форму и расстояние между планками. В инженерии обычно используются следующие классификации:
(1) Порошки (угольная пыль, цементный порошок, крахмал, пищевой порошок)
Подходящие типы клыков: Т-образные, легкие ковшеобразные, с поперечной балочной конструкцией
Причина: Порошки легко сыпучие и требуют базовой опорной поверхности, чтобы предотвратить их вытекание через выступы.
Рекомендуемая высота шипа:
- 40–60 мм (18–30°)
- 60–80 мм (30–40°)
(2) Гранулированные материалы (зерно, кофейные зерна, гранулированный корм, мелко упакованные сыпучие материалы)
Подходящие типы шипов: тип T/C
Гранулированные материалы относительно стабильны, поэтому конструкцию поперечной балки можно уменьшить соответствующим образом.
Рекомендуемая высота шипа:
- 40 – 70 мм
Применимо к: резине, ПВХ, ПУ; выбирайте материалы в соответствии с отраслью.
(3) Крупные материалы (руда, крупный уголь, щебень)
Подходящий тип шипов: C-тип, усиленные шипы
Из-за высокой нагрузки и сильных ударов требуются шипы с более высокой структурной прочностью.
Рекомендуемая высота шипов:
- 70–100 мм (резина)
Если высота более 100 мм, следует использовать ленточный конвейер с гофрированной боковой стенкой.
(4) Неровные, легко скатывающиеся материалы
Подходящий тип шипов: Т-тип + соответственно увеличенная высота и плотность
Обычно используется для упаковки упакованных предметов, небольших коробок и небольших компонентов оборудования для пищевых продуктов.

6.3 Сочетание материалов и типов шипов по отраслям промышленности
Разные отрасли промышленности предъявляют совершенно разные требования к решетчатым конвейерным лентам.
(1) Пищевая промышленность (легкая нагрузка)
Применимо: конвейерная лента с ПВХ-решетками / конвейерная лента с полиуретановыми решетками
Типичные области применения:
- Упаковка и мелкая упаковка продуктов питания поднимаются к весовым машинам
- Печенье и конфеты поступают в упаковочные машины
- Холодильная цепь для небольших упаковок наклоняется
Высота шипов: 20–50 мм
Обоснование материала: легкая нагрузка, легко чистится, подходит для использования в пищевой промышленности.
(2) Легкое производство / 3C / Транспортировка мелких деталей
Применимо: конвейерная лента с ПВХ-решеткой
Типичные области применения:
- Стабилизированная транспортировка мелких деталей на расстояние
- Подъем электронных компонентов на небольшой угол
Тип шипов: низкие шипы или направляющие шипы
Обоснование материала: Хорошая гибкость, подходит для роликов небольшого диаметра.
(3) Логистика / Экспресс-транзит
Применимо: конвейерная лента с ПВХ-решеткой
Типичные области применения:
- Небольшие уклоны для небольших пакетов
- Противоскользящие профили с низким углом наклона
Утки в основном представляют собой невысокие утки (15–40 мм).
(4) Горнодобывающая промышленность, производство заполнителей, цемента (местный отдел подъема)
Применимо: конвейерная лента с резиновыми перегородками или конвейерная лента с гофрированными боковинами.
Типичные области применения:
- Локальный подъем 18–40° из-за ограниченного пространства
- Загрузка материала на небольшом расстоянии перед поступлением на сортировочную или складскую систему с основной линии
Чаще всего шипы имеют усиление C-типа или T-типа.
Резиновые упоры используются локально, а не на основной линии; при углах, превышающих 40°, по умолчанию применяется конструкция конвейерной ленты с гофрированной боковиной.
(5) Жирная пища, мясо, фармацевтические препараты (высокий стандарт гигиены)
Применимо: конвейерная лента с полиуретановыми решетками
Масло- и жироустойчив, не способствует размножению бактерий, соответствует требованиям к материалам для контакта с пищевыми продуктами.

6.4 Базовая логика расчета высоты и расстояния между планками (обычно используется в машиностроении)
Для обеспечения более точного выбора ниже приведены наиболее часто используемые методы определения параметров шипов:
(1) Логика расчета высоты (H)
Выбор H определяется следующими факторами:
- Больший угол наклона → Более высокие шипы
- Больше материала → Более высокие шипы
- Материал легче катить → Более высокие планки
Общие эмпирические значения:
- 18–25°: 40–50 мм
- 25–35°: 50–70 мм
- 35–40°: 70–100 мм
Превышение 100 мм → Изменить конструкцию на конвейерную ленту с гофрированными боковинами.
(2) Интервал (P) Логика расчета
P зависит от:
- Размер частиц материала
- текучесть
- Теоретическая производительность оборудования
Общие эмпирические значения:
- Порошок: 200–300 мм
- Частицы: 250–400 мм
- Крупные куски: 400–600 мм
Слишком большой зазор → Обратный поток материала
Слишком маленькое расстояние → Снижение объемной эффективности
7. Руководство по проверке на месте: 10 обязательных пунктов проверки конвейерных лент с решетками
Основными точками осмотра решетчатых конвейерных лент, помимо самой базовой ленты, являются:
надежно ли закреплены зажимы, симметрична ли конструкция, стабильны ли соединения и соответствует ли корпус ремня необходимым условиям эксплуатации.
Следующие 10 пунктов относятся к резиновым, ПВХ и полиуретановым профилям, а также к конструкции поперечных балок конвейерных лент с гофрированными боковинами. Все они основаны на «заводском осмотре», что позволяет избежать ошибочной логики «наблюдение только после эксплуатации».
7.1. Не повреждена ли поверхность контакта между планками и полосой? (Методы проверки различаются в зависимости от материала)
Резинка:
- Проверьте, является ли слой клея у основания шипов «цельным, без углублений и острых краев».
- Обратите внимание на непрерывность адгезивного слоя.
ПВХ/ПУ:
- Проверьте, является ли сварной шов сплошным, без зазоров, коробления или побеления.
- Проверьте, ровная ли поверхность сварного шва, нет ли на ней следов перегрева и подгорания.
Короче говоря: не смотрите на то, «есть ли клей», а на то, «является ли интерфейс непрерывным, однородным и без дефектов».
7.2 Имеются ли деформации, повреждения или дефекты самих шипов? (Применимо ко всем материалам)
Ключевые пункты проверки включают в себя:
- Шипы прямые и не перекручены?
- Имеются ли на поверхности вмятины или углубления?
- Есть ли микротрещины (резина) по краям?
- Есть ли какие-либо деформации в верхней части? (Недостаточная сварка ПВХ/ПУ может быть причиной этого.)
Несмотря на различие материалов, геометрия самих шипов должна быть одинаковой и без дефектов.
7.3 Расположены ли шипы параллельно, на одинаковом расстоянии друг от друга и без перекосов?
Это можно проверить, не запуская оборудование.
С помощью визуального осмотра и линейки можно определить, имеют ли шипы следующие характеристики:
- Смещение вперед-назад
- Наклон слева направо
- Непоследовательный интервал
- Не ровными рядами
Неправильная компоновка приведет к неравномерной поддержке и локальному износу во время эксплуатации.
7.4 Правильно ли расположены стыки конвейерной ленты с перегородками, чтобы избежать образования зон перегородок?
Стык является наиболее уязвимым местом на всей ленте конвейера с планками.
Проверка должна подтвердить:
Резинка:
- Горячевулканизированные соединения выровненный, без ступенек и пузырьков.
ПВХ/ПУ:
- Суставы пальцев достаточной длины и плоские.
Ключевой момент проверки: соединение не должно попадать в зону с густыми выступами; в противном случае выступами будет создаваться чрезмерное локальное напряжение в соединении.
7.5 Является ли поверхность ленты однородной и не имеет открытой арматуры? (Это относится ко всем материалам, но описание должно быть точным.)
Резинка:
- Никаких открытых слоев ткани.
- Никаких ямок и включений.
ПВХ/ПУ:
- Поверхность должна быть целостной и непрерывной.
- Внутренний армирующий слой не должен быть виден, не должно быть сквозного переплетения.
- Никаких повреждений и следов износа.
Ваше напоминание верно: речь идет не о «частичном воздействии», а о «никаком подкреплении не должно быть воздействия».
7.6 Соответствует ли геометрическая точность ремня (прямолинейность, ширина, толщина) стандартам?
Это можно проверить на заводе, и это не требует вмешательства.
Проверьте:
- Прямые ли края ремня? (Не «изношены», а «перекошены в процессе производства»).
- Одинакова ли ширина с обеих сторон?
- Толщина одинаковая?
Это касается того, можно ли правильно установить ленту конвейера с перегородками напряженный и выравниваются на месте.
7.7 Для конвейерных лент с гофрированными боковинами: правильно ли выполнены болтовые соединения диафрагм?
Исходя из указанного вами ключевого принципа: диафрагмы должны быть закреплены механически, а не вулканизированы.
Требуемая проверка:
- Все ли болты полностью установлены?
- Установлены ли прокладки (желтые или черные) так, как задумано? (Цвет различается в зависимости от марки; не все прокладки желтые.)
- Симметрично ли расположены болты?
- Нет ли разрывов в болтовых отверстиях?
- Соответствует ли угол наклона поперечной балки проекту? (Можно наклонять вперед или назад; вертикальность не обязательна.)
Это важнейшая проверка безопасности для конвейерных лент с гофрированными боковинами.
7.8. Имеются ли потенциальные помехи между шипами и юбкой/корпусом ремня? (Можно определить без операции)
Необходимо подтвердить:
- На поворотах шипы не будут касаться юбки.
- На переходных участках выступы не должны выходить за край корпуса ремня.
- Высота шипа не должна превышать допустимое пространство соответствующего оборудования.
Это «предупредительная проверка», не требующая запуска оборудования.
7.9 Соответствуют ли высота и расстояние между планками заказу? (Чтобы избежать отклонений при изготовлении)
Осмотр на месте должен включать измерения:
- Высота
- Расстояние между шипами
- Ширина шипа
- Расчетное количество шипов
Это основные требования к квалификации решетчатой конвейерной ленты.
7.10 Соответствуют ли материалы, из которых изготовлены планки, перегородки и юбки, заказу?
В том числе:
- Изготовлены ли шипы из правильного материала (резина / ПВХ / полиуретан)?
- Изготовлены ли перегородки с заданной твердостью?
- Имеют ли юбки необходимую высоту и жесткость?
- Это весь изготовлена конвейерная лента с решеткой с правильным материалом и структурой?
Существенные ошибки представляют собой серьезную проблему качества.

8. Стоимость и срок службы: почему общая стоимость конвейерной ленты с планками выше?
Конвейерная лента с перегородками — это, по сути, конструктивно усиленная конвейерная система, а не просто вариант обычной конвейерной ленты. Однако при покупке многие пользователи ошибочно полагают, что конвейерная лента с перегородками — это просто комбинация обычной конвейерной ленты и нескольких перегородок, полагая, что её стоимость должна быть аналогична стоимости плоского ремня.
Это заблуждение является одним из наиболее распространенных заблуждений относительно решетчатых конвейерных лент.
С инженерной точки зрения, стоимость и срок службы конвейерной ленты с решетками зависят от материалов, конструкции, способа крепления, рабочей нагрузки и риска выхода из строя решеток, которые значительно выше, чем у обычной конвейерной ленты. Ниже объясняется, почему с инженерной точки зрения фактическая стоимость конвейерной ленты с решетками выше в течение срока её службы.
8.1. Планки конвейерной ленты с планками являются основой конструкции, а не «дополнительными компонентами».
Причина, по которой конвейерные ленты с планками часто ошибочно считаются «должными быть дешевле», заключается не в самом продукте, а в недооценке покупателем сложности конструкции. Многие пользователи воспринимают планки как «несколько дополнительных деталей, приклеенных к ленте», что приводит к ошибочным ценовым ожиданиям. Однако с инженерной точки зрения планки — это не аксессуары, а высоконапряжённая основная конструкция всей конвейерной ленты с планками, которая напрямую влияет на:
- Поддержка потенциала
- Верхний предел угла
- Ударопрочность
- Распределение прочности в раме
- Стабильность работы
- Режимы отказа
Будь то вулканизация конвейерных лент с резиновыми перегородками, высокотемпературная сварка конвейерных лент с перегородками из ПВХ/ПУ или использование гофрированных боковин конвейерных лент для диафрагменных конструкций с большим углом наклона, перегородки требуют независимой формовки, обработки и фиксации и предъявляют высокие требования к конструкции.
Таким образом, основная стоимость конвейерной ленты с планками складывается не из стоимости базовой ленты, а из стоимости самих планок:
- Расход материала
- Стоимость формовки и прессования
- Расходы на склеивание/сварку/механическое крепление
- Механические требования и расчет усталостной долговечности
С точки зрения инженерного производства сложность решетчатых конвейерных лент значительно выше, чем у плоских ремней, что является основной причиной того, почему их стоимость выше, чем у обычных конвейерных лент.
8.2 Наличие планок усложняет картину напряжений во всей ленте конвейера с планками.
В то время как плоские ремни испытывают относительно равномерную нагрузку, конвейерные ленты с перегородками в процессе эксплуатации выдерживают следующее:
- Периодические воздействия
- Мгновенный материальный балласт
- Повторяющееся растягивающее напряжение на основании планок из-за усталости при изгибе
- Непрерывное давление материала на верхнюю часть планок
- Сдвиговые нагрузки при больших углах наклона
В тяжелых условиях эксплуатации, особенно в конвейерных лентах с резиновыми перегородками или конвейерных лентах с гофрированными боковинами, перегородки являются компонентами, наиболее подверженными усталости.
Эта механическая сложность означает:
- Бутсы требуют более высоких материальных затрат
- Для крепления требуются более сложные процессы склеивания или сварки.
- Срок службы конвейерной ленты с планками зависит от планок, а не от базовой ленты.
Сложная конструкция → Высокие затраты на производство → Тяжелые условия эксплуатации → Более высокие требования к управлению сроком службы.
8.3 Способ соединения планок напрямую влияет на стоимость жизненного цикла конвейерной ленты с планками.
Метод крепления планок конвейерной ленты с планками определяет структуру жизненного цикла всей системы:
- Резиновые шипы: Вулканизированное склеивание (горячая вулканизация)
- ПВХ/ПУ шипы: Высокотемпературная сварка
- Конвейерная лента с гофрированной боковиной: Поперечные шипы должны быть механически закреплены.
Эти методы крепления по своей природе являются дорогостоящими процессами, а выход из строя шипов приведет к:
- Снижение возможностей местной поддержки
- Обратный поток материала
- Повышенный риск перегрузки
- В случае конвейерных лент с гофрированными боковинами это может даже привести к остановке всей конвейерной системы.
Это означает, что стоимость жизненного цикла конвейерной ленты с планками во многом зависит от структурной прочности планок, и чем сложнее процесс изготовления планок → тем выше стоимость → тем сильнее влияние на жизненный цикл.
8.4. Клинья изменяют энергопотребление и нагрузку на оборудование конвейерной системы.
Решетчатые конвейерные ленты создают более высокое рабочее сопротивление, чем обычные конвейерные ленты, по следующим причинам:
- Бутсы должны толкать материал, а не просто переносить его.
- Увеличено контактное сопротивление между материалом и шипами.
- Под углом шипы испытывают большее обратное давление.
- Шипы создают дополнительное сопротивление воздуха и трение натяжителя в точках возврата.
В реальных инженерных расчетах при тех же спецификациях:
Энергопотребление конвейерных лент с перегородками обычно на 5–15 % выше, чем у обычных конвейерных лент.
Эта разница в энергопотреблении напрямую влияет на долгосрочные эксплуатационные расходы и тесно связана с высотой, количеством, расстоянием между планками и материалом, из которого они изготовлены.
8.5. У решетчатых конвейерных лент риск выхода из строя выше, чем у базовой ленты, поэтому затраты на простой решетчатых конвейерных лент выше.
Клиторы являются основными опорными элементами конвейерной ленты с планками. Их выход из строя напрямую приводит к:
- Снижение пропускной способности конвейера
- Проскальзывание материала
- Обратный поток и накопление материала
Напротив, обычные конвейерные ленты могут продолжать работать даже при локальном износе, в то время как выход из строя зажимных приспособлений не позволит всей системе должным образом поднимать материалы или значительно снизит подъемный эффект.
8.6 Общая стоимость владения (TCO) конвейерной ленты с планками напрямую зависит от стоимости планок.
В ТСО входит:
- Первоначальная стоимость покупки
- Стоимость сборки и установки
- Стоимость конструкции и материалов бутс
- Потребление энергии при эксплуатации
- Расходы на простой и техническое обслуживание
- Расходы на замену после усталостного разрушения шипов
- Общая продолжительность жизни
В модели совокупной стоимости владения для конвейерных лент с перегородками влияние перегородок намного выше, чем влияние базовой ленты, поскольку перегородки определяют:
- Возможность наклона
- Стабильность работы
- Режимы отказа
- Циклы технического обслуживания
Это делает стоимость срока службы решетчатой конвейерной ленты намного выше, чем у, казалось бы, похожей обычной конвейерной ленты.

9. 12 ключевых параметров, которые необходимо подтвердить перед размещением заказа (необходимы для закупок)
Выбор конвейерной ленты с перегородками отличается от выбора обычной конвейерной ленты, у которой пропускная способность, длина и прочность достаточны для выполнения заказа.
Поскольку шипы представляют собой высокоструктурированные компоненты, любой неправильный параметр может привести к:
- Недостаточный угол наклона
- Обратный поток материала
- Скручивание или разрыв шипов
- Оперативное вмешательство
- Недостаточная пропускная способность
- Полная утилизация ленточного конвейера с решетками
Чтобы избежать подобных ситуаций, каждый инженер по закупкам, инженер по оборудованию или производитель оригинального оборудования должен подтвердить следующие 12 параметров перед размещением заказа.
Следующее относится к конвейерным лентам с резиновыми перегородками, конвейерным лентам с перегородками из ПВХ, конвейерным лентам с перегородками из полиуретана и конвейерным лентам с гофрированными боковинами.
9.1 Выбор материала (резина / ПВХ / ПУ) — самый важный параметр для подтверждения.
Материал определяет эксплуатационные пределы решетчатой конвейерной ленты:
Резинка:
- Средняя нагрузка, высокая нагрузка, износостойкость, ударопрочность
- Высокая температура ≤160°C (специальные составы могут достигать 200°C)
- Подходит для горнодобывающей, щебёночной, цементной и энергетической промышленности.
ПВХ:
- Легкая нагрузка, нормальная температура, наклонный подъем
- Легкое промышленное использование при температуре ниже 80°C
- Упаковка, логистика, упаковка продуктов питания, наклонные площадки для мелких товаров
ПУ:
- Пищевой, маслостойкий, жиростойкий, устойчивый к порезам
- Высокие требования к гигиене
- Мясо, жирная пища, фармацевтические препараты, холодовая цепь
После определения материала приобретают значение конструкция, форма планок, высота и расстояние между ними.
9.2 варианта конструкции (лента конвейера с перегородками / лента конвейера с гофрированными боковинами)
Эти две структуры не могут использоваться взаимозаменяемо:
- Решетчатый конвейер: подходит для подъема под углом 18–40°
- Конвейерная лента с гофрированной боковиной: подходит для больших углов наклона 40–70°
Если угол наклона превышает 40°, необходимо указать, что:
Требуется конструкция с юбкой и диафрагмой; прямые планки больше не допускаются.
9.3 Ширина ремня
Необходимо подобрать размер с учетом пространства оборудования, ширины роликов и размера частиц материала.
Обычный диапазон:
300–2200 мм (незначительно варьируется в зависимости от материала)
Слишком маленький ремень приведет к рассыпанию материала, слишком большой ремень будет мешать работе рамы.
9.4 Общая длина конвейера
Требования:
- Расстояние до центра
- Ход растяжения
- пособие
- Требуется полевой стык
Особое примечание: Конвейерные ленты с гофрированными боковинами более чувствительны к погрешностям длины.
9.5 Угол наклона
Определяет тип конструкции и высоту планок.
Базовая инженерная логика:
- 18–30°: средние шипы
- 30–40°: Высокие шипы (в основном резиновые)
- 40–70°: конвейерная лента с гофрированной боковиной
- 70°+: рекомендуется ковшовый элеватор (не входит в область применения конвейерных лент с перегородками)
Информация об угле наклона должна быть точной.
9.6 Вместимость
Грузоподъемность влияет на расстояние и высоту планок и не может быть пропущена.
Пожалуйста предоставьте:
- т/ч или м³/ч
- Скорость ленты (если нет данных, мы можем ее рассчитать)
Без данных о пропускной способности невозможно рассчитать эффективный объем перегородок.
9.7 Размер материала
Влияет на тип поперечного сечения шипа:
- Порошок: Т-типа
- Частицы: Т-типа или С-типа
- Большие блоки: усиленные планки или поперечные сечения
Больший размер частиц и большее расстояние между ними требуют большего армирования основания шипа.
9.8. Насыпная плотность
Более высокая плотность приводит к большей нагрузке на шипы.
Распространенные классификации:
- <0.8 т/м³: Легкая нагрузка
- 8–1.6 т/м³: Средняя нагрузка
- 6 т/м³: Тяжелая нагрузка
Используется для определения необходимости утолщения или усиления шипов.
9.9 Температура материала
Температура определяет свойства материала:
- ПВХ: ≤80°C
- ПУ: ≤100°C
- Резина: ≤160°C (термостойкость до 200°C)
Точность имеет решающее значение, в противном случае шипы преждевременно выйдут из строя.
9.10 Характеристики материала (содержание масел, коррозионность, липкость)
Определить формулу материала:
- Содержание масла:ПУ предпочтительнее
- Коррозионная активность:Требуется специальная формула резины
- Высокая липкость:Требуются более высокие шипы или уменьшенное расстояние между ними
Использование ПВХ-кнопок в маслянистых средах может привести к преждевременному расслоению в зоне сварки.
9.11 параметров шипов (высота / шаг / тип)
Наиболее важные структурные данные:
- Высота шипов (H)
- Расстояние между шипами (P)
- Форма шипов (L / T / C / Усиленные)
- Требуются ли для шипов усиливающие слои?
Если это конвейерная лента с гофрированными боковинами, необходимо добавить размеры поперечин.
9.12 Сценарий применения
Для уточнения направления выбора инженера используются сценарии применения:
Типичные примеры:
- Легкая загрузка для упаковки пищевых продуктов
- Расширение логистики мелких товаров
- Местный подъем в шахтах
- Вспомогательные подъемные работы на цементных заводах
- Быстрое увеличение подачи гранул
- Подъем мелкой упаковки в холодильной цепи
Сценарии применения повлияют на окончательный выбор материалов, конструкции и значений зажимов.
9.13 ремень Толщина
Применимо ко всем материалам:
Резинка:
- верхняя крышка толщина влияет на стойкость к истиранию.
- Толщина нижней крышки влияет на срок службы.
- Недостаточная толщина → шипы более склонны к разрыву у основания.
ПВХ/ПУ:
- Толщина покрытия определяет сопротивление растяжению и деформации.
- Слишком тонкий — не выдержит циклическую нагрузку от шипов.
- Также необходимо учитывать небольшие диаметры роликов.
Недостаточная толщина покрытия значительно сократит общий срок службы решетчатой конвейерной ленты.
9.14 растяжимый Сила (ЭП / НН / СТ)
Основные параметры безопасности для решетчатых конвейерных лент:
EP/NN (легкая нагрузка, средняя нагрузка, многоцелевое назначение)
ST (конструкция из стального каната, пригодная для тяжелых условий эксплуатации)
Рейтинг прочности определяет:
- Давление материала, которое могут выдержать шипы
- Сила растяжения в наклонных сечениях
- Усталостная долговечность всей конвейерной ленты
Низкий рейтинг прочности → Шипы склонны к разрыву
Высокий класс прочности → Может выдерживать большие подъемные нагрузки
9.13 Контрольный список необходимой информации для подачи
Ниже приведен список стандартных параметров, рекомендованных Tiantie Промышленный. Необходимо заполнить только 6 самых основных пунктов; наши инженеры возьмут на себя профессиональный подбор остальных:
【Контрольный список выбора ленточного конвейера с планками】
1. Материал: | Резина / ПВХ / ПУ |
2.Базовая ширина ремня (мм): | |
3. Базовая толщина ремня (мм): | |
4. Базовая прочность ремня на растяжение: | |
5. Общая длина (м): | |
6. Угол наклона (°): | |
7. Производительность конвейера (т/ч или м³/ч): | |
8. Сценарии применения (кратко опишите): |
После отправки вышеуказанной информации, Tiantie Техническая группа компании Industrial предоставит вам комплексное решение по выбору конвейерных лент с перегородками или конвейерных лент с гофрированными боковинами, включая структурные варианты, рекомендации по материалам, высоту перегородок, расстояние между ними и тип поперечного сечения в зависимости от ваших условий работы.

10. Верните конвейерным лентам с решетками их предназначение — решение проблем, связанных с условиями труда
Если бы нам пришлось свести всю статью к одной ключевой логике, то она была бы такой: выбор правильной конвейерной ленты с планками заключается не в самих планках, а в обеспечении стабильной и контролируемой транспортировки материалов под разными углами.
Только три вещи действительно имеют значение:
Во-первых, условия труда определяют структуру.
Как только угол наклона, пространство и форма материала станут ясны, вы можете определить:
- Нужна ли прямая решетчатая конвейерная лента?
- Или вам нужна конвейерная лента с гофрированными боковинами?
Во-вторых, материал определяет границы.
Резина, ПВХ, ПУ — независимо от отрасли, учитывайте температуру, нагрузку и гигиенические требования.
Выбор правильного материала обеспечивает основу долговечности и стабильности.
В-третьих, параметры выводятся на основе инженерной логики, а не догадок.
Прочность и толщина базового ремня, высота планок и расстояние между ними должны зависеть от:
- Угол наклона
- Ленточный мощность
- Размер частиц и плотность материала
Это основано не на опыте, а на инженерных расчетах.
Для вас самое важное — четко описать ваши условия эксплуатации: пропускную способность, общую длину, угол наклона, производительность конвейера, характеристики материала и сценарий применения.
Остальное мы сделаем сами.
Tiantie Инженеры компании Industrial могут преобразовать эти полевые данные в комплексное решение по выбору ленточного конвейера с планками.
Вам не нужно быть экспертом; вам просто нужно четко объяснить свои требования.
Правильно подобранная конвейерная лента с планками будет более экономичной, долговечной и стабильной, чем неправильно подобранная.
В этом ценность всей системы.