1. Introduction
In the modern mining industry, the role of the mining conveyor belt cannot be ignored. It is not only a carrier for the transportation of ore, but also a vital link in the entire production chain. Just as a precise clock depends on the smooth operation of each gear, the efficient production of mining enterprises also depends on the stable operation of the mining conveyor belt. With the continuous growth of demand for mineral resources, the conveyor belt system has become a key tool for modern mining enterprises to maintain their competitiveness.
Globally, the complexity of mining operations is increasing day by day, especially in the face of extreme weather conditions and harsh terrain, the mining conveyor belt provides an irreplaceable solution. Compared with traditional truck transportation, the conveyor belt system can achieve long-distance transportation with lower energy consumption. As you can imagine, when the truck stumbles on the rugged mining road, the mining conveyor belt is like a silent underground artery, continuously and efficiently transporting ore to the destination.
The strength of the mining conveyor belt also lies in its durability and flexibility. Whether it is an extremely cold mining area or a hot mine, the modern conveyor belt system can handle it with ease. They can not only withstand the impact of ore, but also maintain efficient operation under harsh conditions such as high temperature and humidity. Like a veteran soldier who has been through many battles, the mining conveyor belt works silently in the mining area to escort the production of enterprises.
When it comes to the advancement of conveyor belt technology, the research and development results of mining conveyor belt manufacturers in recent years are quite remarkable. By adding intelligent sensors and automation technology, the operating efficiency of the conveyor belt system has been greatly improved. Just like installing a “brain” on the conveyor belt, these sensors can monitor the status of the system in real time, predict potential failures, and ensure uninterrupted production. This technology not only allows companies to , but also avoid downtime losses caused by equipment failure.
However, it is not only technological progress that has promoted the development of mining conveyor belts, but environmental protection is also an important driving force. With the global attention to environmental protection, more and more conveyor belts for mining industry have begun to be manufactured with sustainable materials while reducing carbon emissions. Environmental protection has become the “new favorite” of the mining industry, and companies need to find solutions that can balance efficiency and environmental protection. And all of this, mining conveyor belts are gradually realizing.
Of course, in addition to environmental protection and technological innovation, cost reduction is also a focus of corporate attention. Compared with traditional transportation methods, the use of mining conveyor systems can significantly reduce operating costs. Imagine that instead of relying on fuel-guzzling trucks, companies can significantly reduce transportation costs and energy consumption by optimizing conveyor belt selection. More importantly, these systems can operate around the clock, regardless of weather and terrain, and truly “work around the clock.”
The future mining conveyor belt will be more intelligent and automated. With the continuous development of sensor technology and fault prediction functions, companies can solve problems before failures occur and ensure production continuity. This technological advancement not only makes the conveying system more efficient, but also helps companies stay invincible in global competition.
The question is, as technology continues to advance, what new surprises will the future mining conveyor belt bring us? Can it help mining companies achieve further breakthroughs in more complex environments?

2. Types of mining conveyor belts
In the mining industry, choosing the right mining conveyor belt can not only improve production efficiency, but also reduce operating costs. Different types of conveyor belts have their own applicable scenarios and unique advantages. Under current technical conditions, rubber conveyors have become the first choice due to their wide adaptability and excellent durability. However, other types of conveyors also have their specific uses. Next, we will analyze their advantages and disadvantages one by one.
Rubber conveyor
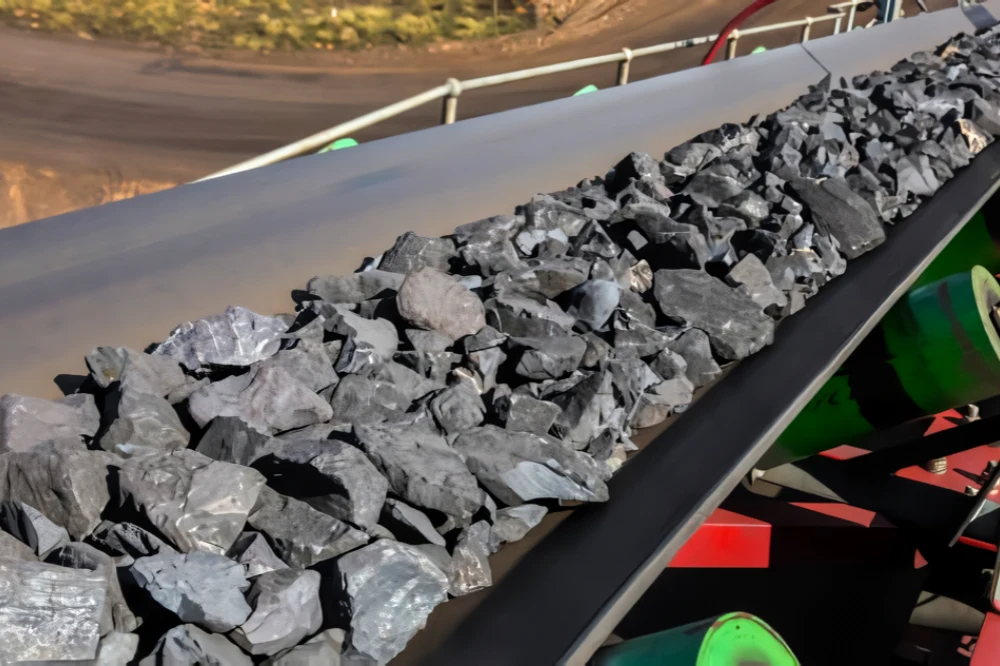
Rubber conveyors are the most common conveying equipment in the mining industry, especially suitable for long-distance, high-load ore transportation. Its outstanding advantages are durability and wide adaptability. Rubber materials naturally have strong wear resistance and tensile strength, and can cope with the impact and friction of heavy ore. Data shows that an international mining company has extended its equipment life by 30% by introducing high-quality rubber conveyors, greatly reducing the frequency of equipment replacement and maintenance costs.
In addition, rubber conveyors also have good high temperature and corrosion resistance, and are suitable for harsh mining environments. For example, in high-temperature mines, rubber conveyors can maintain the integrity of materials and will not crack or deform due to environmental factors. In addition, rubber materials have good elasticity, which not only reduces the wear and tear on the ore during transportation, but also effectively reduces noise pollution, further improving the working environment of the mine. Therefore, rubber conveyors have become one of the preferred equipment for global mining companies.
By adopting rubber conveyors, companies can also significantly reduce energy consumption. Compared with traditional metal or plastic conveyor belts, rubber conveyors generate less friction during operation, which makes the system more energy-efficient. In addition, the structure of rubber conveyors is relatively simple, and maintenance operations are more convenient, reducing the operating burden of the mine.
Although rubber conveyors have excellent durability, their cost is higher than some simpler conveying systems, especially when wider or longer conveyor belts need to be customized, the initial investment cost will increase.

Shuttle conveyor
The shuttle conveyor is a flexible conveying equipment with bidirectional movement capabilities, which is very suitable for mine operations that require multiple unloading points. Its biggest advantage is that it can quickly adjust the unloading position, which is particularly suitable for mineral yards and scenarios where unloading points need to be changed frequently. For example, a mine shortened the adjustment time of mineral accumulation points by 20% by introducing shuttle conveyors, significantly improving the distribution efficiency of materials.
In addition, shuttle conveyors can operate flexibly in the complex terrain of the mine, reducing labor costs and equipment downtime. Due to its structural design, shuttle conveyors can quickly turn or reverse, greatly improving the flexibility of transportation.
The initial investment cost of shuttle conveyors is high, especially those equipped with intelligent control and precise positioning systems, which can be expensive. In addition, because shuttle conveyors need to move frequently, they are subject to greater mechanical wear and tear, and maintenance costs are relatively high. They are not as efficient as fixed conveyors in mines with longer transportation distances.
Trunk conveyor
The trunk conveyor is the main transportation equipment connecting the mine area and the ore processing facility, and is usually used for long-distance, high-load transportation needs. Its advantages lie in its huge transportation capacity and stability, and its ability to maintain efficient operation in harsh working environments. Data shows that the trunk conveyor of a large open-pit mine has a capacity of transporting up to 40,000 tons of ore per hour, greatly improving the efficiency of ore processing.
The trunk conveyor is designed to be very sturdy and can maintain stable operation during long-distance transportation without frequent shutdowns for maintenance. Combined with the intelligent monitoring system, the main conveyor can detect its working status in real time, automatically adjust the transportation speed and load, and further improve the accuracy of operation and the overall efficiency of the system.
Due to its long transportation distance, the main conveyor is prone to increased wear when exposed to extreme climatic conditions, especially in stormy or extremely cold environments, the stability of the equipment may be affected. In addition, the structure of the main conveyor is relatively complex, the maintenance cost is high, and regular replacement of key components is essential.
Bucket elevator
The bucket elevator is a vertical transportation equipment, mainly used in underground mines or scenarios where ore needs to be lifted from a lower position to a higher position. It can achieve efficient vertical transportation of ore through the bucket installed on the conveyor belt. The advantage of this type of mining conveyor belt is that it can make full use of the vertical transportation channel in mines with limited space and reduce the number of equipment in the mine. Data shows that after a mine introduced a bucket elevator, the ore lifting speed increased by 15%, greatly reducing the time of manual operation.
Bucket elevators can also reduce the intensity of manual labor, especially in mines that need to frequently transport large amounts of ore, and its advantages are particularly obvious.
Bucket elevators are incapable of horizontal transportation, limiting their use in long-distance operations. At the same time, due to the wear of the ore, the maintenance requirements of the bucket and conveyor belt are high, especially when handling high-hardness ores, the bucket wear rate will increase significantly.
Scraper conveyor
Scraper conveyors are often used in narrow underground mines or tunnels. They are designed for efficient transportation of minerals in a small space. Compared with other types of mining conveyor belts, scraper conveyors have excellent transportation capabilities in limited spaces. It can transport ore to a designated location at a steady speed along a fixed track in a mine or tunnel. An underground coal mine has improved ore transportation efficiency and reduced the labor intensity of miners by using scraper conveyors.
Scraper conveyors are designed to be sturdy and can handle large pieces of ore. They also have a strong transportation load capacity. It is particularly suitable for operating scenarios that require a high transportation density and can ensure the smooth transportation of ore in a narrow mine. The role of the scraper conveyor is not only to transport coal and materials, but also to serve as the operating track for the coal mining machine. Scraper conveyors can be used for horizontal transportation or inclined transportation. When transporting upward along the inclination, the inclination of the coal seam shall not exceed 25°, and when transporting downward, the inclination shall not exceed 20°. When the inclination of the coal seam is large, an anti-skid device should be installed. The flexible scraper conveyor allows 2° to 4° bending in the horizontal and vertical directions.
Although the scraper conveyor has its unique advantages in narrow spaces, it has become an indispensable main equipment in modern coal mining technology. The scraper conveyor can maintain continuous operation and production can proceed normally. Otherwise, the entire coal mining face will be shut down, causing the entire production to be interrupted.
Roller conveyor
Roller conveyors are mainly used for ore transportation over shorter distances and are suitable for handling lighter mineral materials. This type of mining conveyor belt system is simple to operate and has a compact structural design. It can quickly handle ore sorting, packaging or loading and unloading operations. It performs well in ore sorting workshops and can provide efficient and accurate sorting services.
Through the design optimization of roller conveyors, the ore sorting efficiency of a gold mine has increased by 12%, greatly reducing unnecessary downtime in production. In addition, the maintenance of roller conveyors is relatively simple and the cost of use is low, which is particularly suitable for small mines or ore processing workshops.
The limitation of roller conveyors is that they have limited carrying capacity and cannot handle large or heavy ores. In addition, since roller conveyors are less efficient in long-distance transportation, large mines usually need to cooperate with other equipment to complete high-load transportation tasks, which may increase the complexity and cost of the entire system.
Transfer conveyor
The transfer conveyor is a material transfer device between different conveying systems. It can flexibly adjust the operation mode to ensure the smooth docking of materials between different transportation links. Its advantage is that the design is flexible and can adapt to a variety of complex mine transportation needs. Especially when different transportation systems are required in the mine, the transfer conveyor can effectively improve the efficiency of the entire production process.
Data shows that a large copper mine has reduced the transportation docking time of ore by 30% by introducing a transfer conveyor, further improving the efficiency of ore processing.
Disadvantages: The disadvantage of the transfer conveyor is its complex control system, which increases the initial investment cost. At the same time, due to frequent transfer operations, mechanical equipment wears out quickly and has high maintenance costs. For some high-load mines, frequent equipment replacement may become a cost burden for the company.
From the durability and high energy consumption performance of rubber conveyors to the advantages of other equipment in specific scenarios, each mining conveyor belt has demonstrated unique value in different applications. However, considering durability, applicability and maintenance costs, rubber conveyors are undoubtedly the most ideal choice at present.
3. Application of mining conveyor equipment
In modern mining operations, mining conveyor belts are no longer simple means of transportation. They run through every link of the mining process, helping companies improve production efficiency, reduce costs, and ensure the sustainability of operations. From underground mines to open-pit mines, conveying equipment has shown powerful functions in different application scenarios and has become one of the indispensable equipment for mining companies.
Application of underground mines
Underground mines are one of the most challenging environments in mining. The narrow space, humid environment and complex terrain make traditional transportation methods difficult to cope with. At this time, mining conveyor belts show unique advantages. Underground conveying equipment can not only transport ore efficiently, but also operate flexibly in limited spaces, helping companies to achieve efficient resource transportation.
In many mines, rubber conveyors are widely used. Its wear resistance and tensile strength enable it to cope with the high-intensity friction of ore on equipment, ensuring that the conveyor belt maintains good performance under harsh conditions. In addition, modern conveying equipment is usually used in conjunction with intelligent monitoring systems, which can monitor the operating status of equipment in real time and reduce downtime. This not only increases the processing speed of ore, but also improves the overall safety of the mine. For underground mines with complex terrain and limited space, conveyor belts are undoubtedly one of the key equipment to maintain production continuity.
Open-pit mine applications
Open-pit mines are vast and usually require large-scale ore transportation over long distances. Mining conveyor belts perform particularly well in this area, especially in the context of rising fuel costs and increasing environmental pressures, and it has gradually become the best choice to replace traditional truck transportation.
Conveying equipment can transport materials directly from ore mining points to processing plants, which not only greatly reduces fuel consumption, but also reduces the maintenance costs brought by vehicle transportation. More importantly, the operation of open-pit mines is often affected by weather and terrain, and the stability of conveyor belt systems enables them to continue to operate efficiently under harsh conditions. Whether in the hot summer or in the humid rainy season, mining conveyor systems always maintain their stable performance. For companies that focus on production efficiency and cost control, the reliability and durability of conveying equipment make it an indispensable core equipment in mine operations.
Integrated application of ore processing equipment
In modern mining operations, conveying equipment is not only used for the transportation of ore, they are also closely integrated with ore processing equipment to form a highly automated operation process. For example, in the process of transporting ore from the mining point to the crusher, the mining conveyor belt can ensure that the ore is fed into the processing equipment at a uniform and continuous speed, greatly reducing the need for manual operation.
Through the automated linkage with the crushing equipment and screening equipment, the conveyor belt system can dynamically adjust the transportation speed according to the processing volume of the ore to avoid material accumulation or overloading. Such integration not only improves the efficiency of the entire operation process, but also reduces the downtime caused by equipment blockage or ore accumulation. For companies that want to further optimize their production processes, this highly integrated conveying system is a tool to enhance their competitiveness.
From the narrow space of underground mines to the vast areas of open-pit mines, mining conveyor belts have demonstrated irreplaceable value in various mining applications. It not only helps companies improve operating efficiency, but also paves the way for the future sustainable development of the mining industry.

4. Mining conveyor belt price
The conveyor belt system in the mining industry plays a vital role in improving production efficiency and reducing costs, and the price of mining conveyor belts is affected by many factors. From material cost to manufacturing process to market supply and demand, each link directly affects the final pricing of the conveyor belt. For mining companies, understanding these price factors will help them choose the conveying equipment that suits their needs more wisely.
Material cost
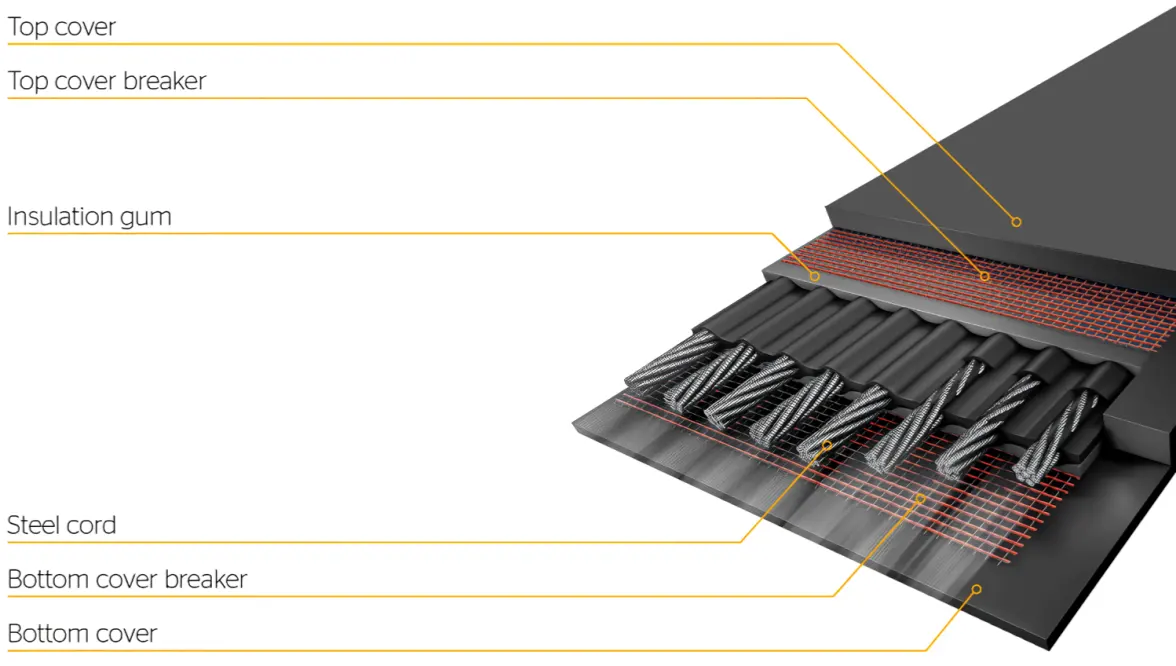
The price of mining conveyor belts depends largely on the materials used. Conveyor belts are usually made of multiple layers of composite materials to ensure their durability and adaptability. Rubber is one of the most common conveyor belt materials, especially those used in harsh environments. The natural elasticity and wear resistance of rubber make it ideal for handling heavy ores. In contrast, the use of wire rope and polymers can further enhance the tensile strength and durability of conveyor belts.
The wide application of rubber conveyors in the mining industry is mainly due to their excellent durability and flexibility. Although the price of rubber materials themselves is relatively high, their low maintenance costs and high efficiency in long-term use make this conveying equipment excellent in cost performance. At the same time, there are other conveyor belts on the market, such as polymer conveyor belts, which perform well in light ore transportation and are relatively cheap, but their durability and high temperature resistance are not as good as rubber conveyors.
When selecting conveying equipment, mines should give priority to the long-term durability of their materials rather than the initial price alone. Although the initial price of rubber materials is higher, from the perspective of long-term operation, the high durability and low failure rate of rubber conveyor belts often give them an advantage in total cost. Therefore, for mines that want to ensure long-term operation of equipment under harsh conditions, rubber conveyors are undoubtedly the best choice.
Specifications and manufacturing process
The specifications of conveyor belts (such as width, thickness, and number of layers) directly affect their manufacturing cost and final selling price. Generally, conveyor belts with larger widths are suitable for large-scale mines, while increased thickness and number of layers can improve the durability of conveyor belts. As production needs increase, mines often need to customize larger and more durable conveyor belts, and these specific needs will undoubtedly increase the manufacturing cost of conveying equipment.
In addition, the complexity of the manufacturing process also has a significant impact on the price. The production technology of modern mining conveyor belts has been highly automated. Through the use of precise heat treatment and cooling processes, the strength and corrosion resistance of conveyor belts can be effectively enhanced. In particular, conveyor belts that work in high temperature, acid and alkali environments often require the use of special chemical coatings or the addition of corrosion-resistant materials, which will increase the production cost of conveyor belts.
High-end conveyor belts are usually made of composite materials, such as adding wire rope layers to enhance their tensile strength and stability. Although the manufacturing cost of high-end conveyor belts is high, their long-term stability and high efficiency can significantly improve the overall production efficiency of the mine. For mines that require long-term and high-intensity operations, choosing a mining conveyor belt with precisely designed specifications and processes can not only reduce the frequency of equipment replacement, but also effectively improve production efficiency.

Market demand and supply chain
In addition to materials and processes, market supply and demand is also one of the important factors that determine the price of mining conveyor belts. During periods of high global mining demand, the price of conveyor belts tends to rise, especially when the supply chain of raw materials (such as rubber, steel, etc.) is affected, and price fluctuations are particularly obvious. Recent fluctuations in the global supply chain, especially shortages of some key production materials, have led to a significant increase in conveyor equipment prices in some markets.
Mining companies can avoid the risks of large price fluctuations by establishing long-term partnerships with suppliers or choosing to purchase equipment in areas with stable supply chains. A stable supply chain means less price fluctuations, which can help companies keep costs under control during periods of mining fluctuations. Therefore, when choosing mining conveyor systems, it is important to pay attention not only to the technical performance of the equipment, but also to carefully consider the stability of the supply chain.
Maintenance and total cost
When considering the price of a mining conveyor belt, the initial purchase cost is not the only concern. Companies must also evaluate the long-term maintenance costs of conveyor equipment. Low-quality conveyor belts may save costs in the short term, but their high frequency of repair and replacement costs will ultimately increase the company’s total operating costs. Therefore, choosing a high-quality, durable conveyor belt is more cost-effective in the long run.
Rubber conveyors have lower maintenance costs because the elasticity and wear resistance of rubber materials make them less prone to tearing or wear during use. In contrast, some low-priced conveyor belts, although with lower initial costs, are prone to breakage and delamination in long-term use, which not only increases the maintenance cost of the equipment, but may also cause production interruptions, which in turn affects the company’s production efficiency and revenue.
The calculation of the total cost includes not only the purchase cost of the equipment, but also its maintenance, repair, downtime and replacement frequency. Therefore, choosing a durable and reliable mining conveyor belt, regardless of the initial cost, will help companies reduce expenses in long-term operations. Mining companies often find that the long-term benefits of investing in high-quality conveying equipment far exceed the initial savings.
Price impact of customized needs
The needs of mines vary, and some large mining companies often need to customize conveyor belt systems according to the specific conditions of the mines. This customized demand also has a direct impact on the price of mining conveyor systems. Customized conveying equipment not only requires special materials and processes, but also needs to consider the mine’s terrain, ore type and production needs during the design process, all of which may increase the manufacturing and installation costs of the equipment.
For example, some mines require special conveyor belts that are resistant to high temperatures and corrosion, while other mines may require conveyor belts with greater tensile strength to cope with the transportation needs of heavy ore. Although customized equipment has a larger initial investment, they can bring higher applicability and longer service life, thus bringing considerable long-term returns to the company.
Therefore, when considering customized equipment, mines should not only look at the immediate cost, but should focus on evaluating its long-term operating benefits. A mining conveyor belt system tailored for the company can often help the company improve production efficiency and reduce maintenance and replacement costs.
At this point, it is not important to simply pursue the high or low price, but to evaluate the long-term benefits of every penny. Different materials, manufacturing processes and market factors affect the price of conveying equipment, and the most important thing is to choose a conveyor belt that can maximize the needs of the company. High-quality equipment not only reduces downtime, but also improves the overall production efficiency of the mine. Is your company ready to meet the challenges of the future by investing in efficient conveying equipment? Maybe now is the best time to re-examine your equipment selection.
5. Additional functions
In modern mining operations, the basic functions of mining conveyor belts are no longer enough to meet increasingly complex production needs. In order to improve efficiency and reduce costs, more and more mining companies have begun to add a variety of additional functions to conveying equipment. These functions not only increase the service life of the equipment, but also significantly improve the operability and safety of the equipment. With the support of these technologies, the conveyor belt system is no longer just a simple ore transport belt, but has become an efficient operating platform integrating multiple intelligent and automation technologies.
Cleaning system
During the transportation of ore, impurities such as slag and soil are prone to accumulate on the surface of the conveyor belt. Long-term accumulation will not only affect the operating efficiency of the conveyor belt, but also increase its wear and shorten its service life. To meet this challenge, more and more mining conveyor systems are equipped with automatic cleaning systems. These cleaning devices are usually installed at both ends or in the middle of the conveyor belt, and automatically clean the slag attached to the belt surface through mechanical means such as scrapers and brushes.
The application of the cleaning system can not only keep the conveyor belt clean and prevent the accumulation of impurities from causing damage to the equipment, but also reduce the time wasted due to manual cleaning due to equipment shutdown. In most mines, automated cleaning systems can reduce maintenance frequency by nearly half, significantly reducing labor costs and extending conveyor belt life. This additional feature is particularly suitable for high-density ore transportation scenarios, ensuring that the equipment always operates efficiently.
For enterprises, the cleaning system is not only a convenient tool to operate, but also an important means to improve overall production efficiency. Keeping conveyor belts clean means less downtime and lower maintenance costs. In the mining industry, every pause in production may mean huge cost losses. Therefore, cleaning systems have undoubtedly become the key to improving production stability.
Intelligent monitoring
With the continuous development of intelligent technology, mining conveyor belt no longer relies on traditional manual operation. Intelligent monitoring systems have gradually become an important part of modern mine conveyor belt systems. This type of system monitors the operating status of the equipment in real time, including parameters such as speed, temperature, tension, and load, through sensors installed on key nodes of the conveyor belt.
The core advantage of intelligent monitoring is its ability to predict possible equipment failures in advance and avoid production losses caused by sudden shutdowns. By monitoring the tension changes of the conveyor belt, the system can automatically issue an alarm when there is an abnormality in the belt to remind the operator to perform adjustments or maintenance. This intelligent monitoring system not only improves the safety of the equipment, but also significantly extends the service life of the conveyor belt and reduces the occurrence of sudden failures.
In addition, the application of intelligent monitoring systems can also optimize the production scheduling of the entire mine. Through real-time feedback of data, companies can accurately grasp the transportation status of ore and adjust the operating speed and load capacity of the conveyor belt according to production needs. This intelligent operation method makes mine management more efficient and provides important technical support for the digital transformation of enterprises.
Intelligent monitoring is not only a tool to prevent unexpected shutdowns, but also the first step in making future mines fully intelligent. Through data-driven operations and maintenance, companies can further improve production efficiency and gain technological advantages in global competition.
Automation features
As automation technology matures, more and more mining companies have begun to introduce fully automatic control systems into mining conveyor belts. These systems can automatically adjust the running speed of the conveyor belt, material loading capacity and the location of the unloading point according to the production needs of the mine, greatly reducing the need for manual intervention.
Automation functions not only improve production efficiency, but also reduce errors in human operations. For example, some mines remotely monitor and control conveyor belts through automated systems. When an abnormality in material transportation is detected, the system can automatically adjust the operating status of the conveyor belt to ensure continuous production. This efficient automatic control mode enables the mine to achieve synchronized operations over a wider range, reducing ore accumulation and transportation bottlenecks.
Not only that, but automation functions also optimize the energy consumption of the conveyor belts. By automatically adjusting the transportation rhythm and load, the conveyor system can reduce unnecessary energy waste while maintaining efficient operation, further reducing the company’s operating costs. Automation functions provide mines with more efficient and greener operating modes, especially suitable for companies pursuing sustainable development goals.
Automation is not just a tool to improve efficiency, it is also the future development direction of mining farms. As competition in the mining industry intensifies, companies with automated conveying systems are more able to cope with complex production needs. This is not only the trend of future technology, but also the key to improving the competitiveness of enterprises.
Security features
The working environment in mines is often highly dangerous, especially during the operation of large machinery and equipment, where the risk of accidents is high. In order to reduce the probability of accidents, modern mining conveyor belt systems are usually equipped with a variety of safety protection functions. These features include emergency stop buttons, automatic tension regulators, and safety guardrails to protect workers and avoid equipment damage during emergencies.
Emergency stop buttons are the most common safety feature and are installed at multiple locations on conveyor equipment. Once an abnormal situation occurs, operators can quickly stop the equipment to avoid the expansion of the accident. The automatic tension regulator can automatically adjust the tension according to the working status of the conveyor belt to prevent equipment damage or personal injury caused by over-stretching.
The safety protection system of modern mines no longer relies solely on manual operation. The combination of intelligent sensors and automatic control technology has improved the safety of conveying equipment as never before. The equipment can not only self-detect risks, but also automatically perform necessary protective measures to reduce the possibility of accidents.
The safety of mines is not only related to the health of workers and the responsibility of enterprises, but also closely related to the smooth production. By strengthening safety protection functions, companies can maximize the safety of personnel and equipment while improving production efficiency, which undoubtedly lays a solid foundation for the long-term development of the mine.
Fire protection function
For mines located in high-temperature operating environments, fire protection is particularly important. Especially in underground mines, due to limited ventilation conditions, once a fire breaks out, the consequences will be disastrous. To reduce the risk of fire, many mining conveyor systems use fire-resistant materials to make conveyor belts and are equipped with automatic fire extinguishing systems. Once the equipment detects temperature abnormalities, the system can automatically trigger the fire extinguishing device to prevent the spread of fire.
In addition, the application of fireproof materials can effectively delay the spread of fire and buy valuable time for rescue and fire-fighting. This material is usually specially treated to remain stable in high-temperature environments and does not produce toxic smoke, providing additional protection for the health of mine workers.
The fire prevention function is not only an emergency measure, but also a comprehensive protection for the safety of mining equipment. Especially in those high-temperature, high-risk mining sites, the use of fireproof materials and automatic fire extinguishing systems is undoubtedly the best choice to ensure operational safety and production continuity.
These additional functions make the role of mining conveyor belt go far beyond traditional transportation tools. Through the application of technologies such as intelligence, automation, and safety protection, the value of conveying equipment in modern mines has been unprecedentedly enhanced. Choosing equipment with these additional features can not only significantly improve production efficiency, but also reduce risks and maintenance costs.

6. Application of open-pit mine conveying equipment
Ore transportation in open-pit mines is a huge challenge, especially when faced with vast operating areas and complex terrain, traditional transportation methods are often stretched. Mining companies are constantly looking for more efficient and environmentally friendly alternatives, and mining conveyor belt systems have emerged in this context. They not only improve the efficiency of ore transportation, but also reduce the impact on the environment, becoming an indispensable tool for modern mines.
Ideal for long-distance transportation
In open-pit mines, the distance from the mining point to the processing plant is often beyond imagination. Traditional truck transportation is not only costly, but also extremely susceptible to external factors such as weather and road conditions. The introduction of mining conveyor belts provides a perfect solution to this problem. The conveyor belt system can realize continuous and stable transportation of ore, reducing the time wasted due to truck downtime, waiting for loading or unloading.
More importantly, the conveyor belt can adapt to the needs of long-distance transportation and is not restricted by terrain changes and weather. Especially in open-pit mines, conveyor belts can be flexibly laid in different sections of the mining area through modular design to ensure maximum efficiency in ore transportation. Compared with trucks, conveyor systems reduce transportation bottlenecks. Ore does not have to wait to be loaded. Once it starts, the whole process is seamless. This is undoubtedly an ideal choice for companies that want to significantly improve transportation efficiency.
Ability to cope with severe weather
Open-pit mines are exposed to harsh natural environments all year round. High temperatures, heavy rains, strong winds and even extremely cold weather may affect the transportation of ore. Traditional trucks often cannot operate normally in these extreme climates, resulting in stagnation of ore transportation and affecting the overall production progress. The mining conveyor belt system can maintain efficient operation in severe weather through its weather resistance and intelligent monitoring functions.
These conveying equipment are usually made of high-temperature and corrosion-resistant materials to ensure that they will not break or fail under extreme conditions. At the same time, modern conveyor belt systems are equipped with automated sensors that can monitor the operating status of the equipment in real time, ensure timely adjustments when the climate changes, and avoid unexpected downtime caused by severe weather. In extreme environments, the advantages of conveyor belts are irreplaceable. It can not only cope with complex and changing climates, but also provide companies with more stable production guarantees.

Optimize production costs and energy consumption
Energy consumption is a major source of cost in open-pit mine operations. Traditional truck transportation consumes a lot of fuel, which not only increases operating costs, but also causes serious carbon emissions to the environment. The mining conveyor belt system, with its relatively low energy consumption, has become an effective means for mines to reduce energy consumption.
The operation of the conveyor belt is based on electric drive, which significantly reduces energy consumption compared to trucks that rely on fuel. At the same time, the conveying equipment can operate around the clock without being restricted by the driver’s working hours, further improving production efficiency. By introducing the conveyor system, many mining companies have found that their fuel costs have dropped by more than 30%, and operating expenses have been significantly optimized. As the global control of carbon emissions becomes increasingly stringent, reducing energy consumption is not only to save costs, but also to meet international environmental standards and enhance the company’s social responsibility image.
In addition, the automated control function of the conveyor belt system can automatically adjust the speed and load according to the changes in the amount of ore transported, ensuring the best use of energy and avoiding energy waste. This energy-saving effect not only benefits the company, but also drives the mining industry to a more environmentally friendly and sustainable direction.
Improve safety and smooth operation
Another challenge facing open-pit mine operations is safety. The risk of accidents in truck transportation is high, especially in complex terrain and bad weather conditions, where problems such as vehicle loss of control and overturning often occur. Mining conveyor systems greatly reduce these risks through fixed tracks and automated operations.
The conveying equipment does not require human intervention, and the entire process from the mining point to the processing plant is completely controlled by the automatic system. The stability and safety protection functions of the conveyor belt can effectively avoid accidents and provide a safer working environment for miners. At the same time, the conveyor belt system can avoid production interruptions caused by equipment failure or unexpected downtime, ensuring smooth operations.
By using mining conveyor belts, mining companies have not only improved production efficiency, but also reduced the accident rate to a lower level. Especially in mines with complex terrain and difficult transportation, the stability and safety of the conveyor belt system are its irreplaceable advantages.
Environmental impact and sustainable development
Mining companies have always faced the problem of how to reduce damage to the environment during the production process. Large-scale mining in open-pit mines not only destroys the natural ecosystem, but the noise and exhaust emissions caused by truck transportation also further aggravate environmental problems. The application of mining conveyor belts provides mining companies with a more environmentally friendly solution.
The conveyor belt system runs on a fixed line, reducing the damage to the surface and not requiring the construction of large-scale roads like truck transportation. At the same time, the operation of the conveying equipment produces almost no exhaust gas emissions, avoiding the pollution of air quality due to exhaust emissions. More and more companies are using environmentally friendly conveying equipment, which not only reduces the negative impact on the natural environment, but also improves the environmental image of the company.
In addition, some conveyor belt systems are made of renewable materials, further promoting the sustainable development of the mining industry. By reducing energy consumption and carbon emissions, conveying equipment helps companies gain more social recognition and policy support in environmental protection. For those companies that focus on sustainable development, choosing conveying equipment with environmentally friendly characteristics is not only out of responsibility for the environment, but also a key advantage in future competition.
If you look closely at all aspects of the open-pit mine, it is not difficult to find that the conveyor belt system is completely changing the pattern of ore transportation. They not only greatly improve production efficiency, but also provide a path for sustainable development for the mine through lower energy consumption and environmental impact.

7. Digital Documents and Resources for Mining Conveyor Systems
With the development of technology, the modern mining industry has gradually shifted from traditional manual operations to digital management. Mining conveyor systems not only rely on the stability and automation of equipment to improve production efficiency, but the management of digital documents and resources is also the key to ensure the efficient operation of the system. Through the digital platform, mining companies can obtain important information such as the operating manual, maintenance guide, spare parts list, etc. of the conveyor system in real time. This seamless resource integration helps companies manage equipment more flexibly, reduce downtime and optimize production processes.
Advantages of digital documents
Traditional mining equipment management usually relies on paper documents or is limited to electronic files stored locally. The review, update and sharing of these documents often takes a lot of time and human resources. Today, more and more mining companies are beginning to use cloud-based digital platforms to manage their mining conveyor belt-related documents and resources. The biggest advantage of the cloud platform is its real-time update and global access capabilities, which means that operators, engineers and managers can easily access the latest equipment documents no matter where they are.
Another important advantage of digital documents is their interactivity. Traditional paper documents can only be passively reviewed, while digital documents based on cloud platforms allow users to mark, ask questions and even submit feedback. This interactive function makes equipment maintenance and troubleshooting more convenient. Through digital documents, mines can keep up to date with the latest technical information to ensure the best operating status of equipment. In addition, real-time updates of operating manuals and maintenance guides also reduce operational errors or maintenance delays caused by information lags.
Improve maintenance efficiency and accuracy
In mining operations, the maintenance and repair of mining conveyor systems is a key link to ensure production continuity. Any equipment failure or downtime will lead to interruptions in the production line, which will in turn cause huge economic losses to the company. By introducing a digital document management system, companies can significantly improve the efficiency and accuracy of equipment maintenance.
A notable feature of the digital platform is its ability to centrally manage all equipment-related documents, drawings and operating procedures. In this way, operators do not need to spend time flipping through thick paper manuals or searching for relevant information in local files, but can directly find the required maintenance information through the platform. This convenience significantly shortens the maintenance time of equipment and ensures that problems can be quickly identified and resolved. In addition, the digital platform can provide operators with step-by-step guidance to ensure that maintenance work is carried out according to the correct procedures to avoid human errors.
For those conveying equipment equipped with intelligent monitoring systems, the digital platform can also link with the sensor data of the equipment to provide equipment operation status reports and preventive maintenance suggestions. In this way, operators can arrange maintenance work in advance according to the actual status of the equipment to avoid the impact of sudden failures on production. Through the integration of digital resources, mining companies can make equipment maintenance more proactive rather than passively waiting for failures to occur.

Global collaboration and resource sharing
Large mining companies often have mines or operation centers around the world. How to ensure that these teams in different regions can collaborate efficiently is an important management challenge. With the help of cloud platforms, enterprises can achieve global resource sharing and ensure that each mine has access to the same technical documents and equipment resources.
This resource sharing not only improves the efficiency of team collaboration, but also reduces misunderstandings and operational errors caused by inconsistent information. Whether it is the engineering team at the headquarters or the operators in remote mines, they can obtain consistent technical support through the digital platform. This global resource sharing ensures that every mine can rely on the same standardized operating procedures, improving the operating efficiency of the entire enterprise.
In addition, the sharing function of the digital platform also provides mining companies with better cross-departmental collaboration capabilities. For example, the equipment procurement team can directly view the spare parts requirements of each mine through the platform to ensure the timely supply of materials. The engineering team can analyze the performance of the equipment based on real-time data to provide a basis for equipment upgrades or new equipment procurement. Through this global collaboration and resource sharing, mining companies can more effectively optimize supply chain management and reduce production delays caused by equipment downtime.
Real-time updates and technical support
In the traditional equipment management model, technical documents often need to be updated regularly, and these update processes are usually manual, time-consuming and error-prone. The digital platform solves this problem. Technical documents can be updated in real time through the cloud to ensure that operators at each mine can obtain the latest technical information. This is especially important for multinational mining companies with multiple production bases.
Through real-time updates, companies can not only quickly respond to new technologies or maintenance recommendations released by equipment manufacturers, but also adjust and supplement documents based on problems in actual operations. This flexibility ensures that the operation and maintenance of equipment can always be based on the latest standards, reducing maintenance errors caused by incomplete information.
Technical support is also an important part of the digital platform. Mining companies can directly contact equipment manufacturers or technical experts through the platform to obtain professional technical support and troubleshooting suggestions in a timely manner. For mines in remote areas, the digital platform provides an efficient technical assistance channel and reduces the response time of on-site technical support. Through real-time updates and technical support, mines can maintain efficient operation of equipment and reduce production stagnation caused by technical problems.
Data integration and intelligent analysis
In addition to digital document management, the digital platform can also integrate the operating data of the mining conveyor system and provide enterprises with more accurate equipment management solutions through intelligent analysis. Modern mining conveyor belts are equipped with a variety of sensors that can monitor the operating status of the equipment in real time and upload the data to the digital platform for processing and analysis. By analyzing these data, companies can better understand the performance of the equipment, predict potential failure risks, and optimize maintenance plans.
Intelligent analysis can also provide companies with energy consumption reports for equipment to help them better control energy use. By monitoring the energy consumption of the conveyor belt, companies can identify energy waste points in the operation of the equipment and take corresponding measures to adjust it. Data integration and intelligent analysis not only help companies optimize equipment management, but also provide important data support for cost savings and energy efficiency.
In addition, intelligent analysis can also provide a basis for the life cycle management of equipment. By tracking the historical data of equipment, companies can more accurately predict the service life of equipment and arrange equipment replacement or upgrade work in advance. This can not only reduce sudden failures caused by equipment aging, but also provide a scientific basis for the company’s equipment investment decisions. Data-driven equipment management enables companies to plan future production and equipment investment more accurately.
In an increasingly digital world, the success of mining conveying systems depends not only on the quality of the equipment itself, but also on the management of information and the integration of resources. Through digital platforms, mining companies can more flexibly respond to various challenges in daily operations and ensure that every device is in the best condition. Digital management is no longer a trend of the future, but an indispensable tool for the present.

8. Underground Mining Conveyor Belt System
The particularity of underground mining operations determines that ore transportation faces completely different challenges than open pit mines. Narrow spaces, complex terrain, and high safety risks make efficient transportation a focus for companies. The application of the Mining conveyor belt system in underground mines not only improves transportation efficiency, but also significantly improves the safety and operational smoothness of underground mining through its modular and automated design. Through these systems, mines can respond to complex operating environments more flexibly while reducing operational risks for workers.
Design adapted to underground environments
Underground mines often face limited space issues, so equipment compactness and flexibility are crucial. The Mining conveyor belt system is widely used in underground mines due to its modular design and can adapt to complex mine structures through flexible layout. For example, conveyor belts can be laid along the curved path of a mine, making it easy to handle both horizontal and vertical transport. This flexible design significantly improves the continuity of ore transportation and avoids transportation interruptions due to narrow space constraints.
In addition, the components of underground conveying equipment are often made of fire-resistant materials to deal with fire hazards in mines. Fireproof conveyor belts can remain stable in extreme temperatures and prevent the spread of fire, providing additional safety for underground operations. This fireproof design greatly reduces the risk of mine accidents and is an important component of safe production in underground mining.
At the same time, undulations in the mine topography may cause tension changes in the conveyor belt. For this reason, modern underground conveying systems are usually equipped with automatic tensioning devices that can automatically adjust the tension of the conveyor belt according to real-time operating conditions to ensure that the equipment always maintains optimal operating conditions and avoid equipment failures caused by too high or too low tension.
Efficient transportation and space utilization
In underground mining operations, transportation distances are relatively short, but due to the tight space, the equipment needs to be more flexible. The Mining conveyor belt system allows ore to be transported smoothly in complex underground channels through modular structure and efficient design. In particular, the improvement of vertical transportation capacity has greatly solved the problem of ore transportation from underground mining to surface.
Compared with traditional ore lifting equipment, the continuous operation of the conveyor belt not only reduces the waiting time for underground material transportation, but also reduces the risk of manual operation. In some deep mines, the vertical transportation efficiency of conveyor belts is even better than traditional mine car transportation, which not only increases the speed of ore transportation, but also reduces maintenance costs. The vertical transport function of modern conveyor belt systems greatly improves the continuity of ore transportation and avoids production interruptions caused by ore accumulation.

Improved safety and reduced risk to workers
The underground mining environment is usually full of potential hazards, especially traditional manual handling and truck transportation, which increases the operational risks for workers. Mining conveyor belt reduces manual intervention and significantly improves operation safety through automated ore transportation. The fixed line design of the conveyor belt system ensures the stability of the transportation process. The entire process of ore from the mining point to the surface is automatically completed under the control of the equipment, avoiding accidents caused by human operating errors.
Underground mines usually have small spaces and insufficient lighting, and conveying equipment can operate stably within these limited spaces, greatly reducing the time workers are exposed to hazardous environments. Workers no longer need to manually carry ore, reducing the risk of fatigue and accidents caused by manual labor. By reducing manual operations, conveyor equipment not only improves production efficiency, but also provides workers with a safer working environment, which is an aspect that mining companies are most concerned about in modern mining operations.
Convenience of maintenance and equipment replacement
Equipment maintenance is key to ensuring the continued operation of underground mining, and due to the constraints of the underground environment, equipment maintenance often needs to be more rapid and precise. The modular design of the Mining conveyor belt system not only simplifies the installation process of the equipment, but also makes maintenance more convenient. When the equipment needs maintenance, operators can quickly disassemble and replace conveyor belt parts through the modular design, reducing equipment downtime.
In addition, the automated monitoring system can monitor the wear status of the conveyor belt in real time and provide preventive maintenance recommendations. Through this monitoring method, mines can carry out repairs before major equipment failures occur and avoid production losses caused by sudden shutdowns. Efficiency and convenience in equipment maintenance are key for mining companies to reduce equipment downtime and improve production efficiency.
More importantly, modular conveying equipment allows mines to quickly change the layout of the equipment as needed when expanding or adjusting production lines. Whether it is adding new mine exits or adjusting ore mining routes, the flexibility of conveyor belt systems can help companies better adapt to the changing needs of the mine site.
Energy management and sustainability
Another challenge in underground mining is how to achieve energy savings in limited space and high energy consumption environments. Traditional trucking often requires large amounts of fuel, and underground transportation environments can easily lead to wasted energy. In comparison, the mining conveyor belt system relies on electric drive and consumes less energy. It is especially suitable for underground mines that require long-term and high-intensity operations.
By optimizing energy consumption management, the conveyor belt system can not only adjust power according to changes in transportation volume, but also reduce unnecessary energy waste. This efficient energy consumption management helps mines significantly reduce energy costs while also reducing negative impacts on the environment. As global mining companies increasingly focus on sustainable development, the adoption of low-energy-consuming, high-efficiency equipment has become an industry consensus.
Some mines are also further reducing carbon emissions by using renewable energy to power conveyance equipment. This approach not only reduces the operating costs of mines, but also helps companies maintain compliance in an environment with increasingly stringent environmental policies. Today, with increasingly scarce resources, the application of energy-saving conveying equipment has become an important means for enterprises to reduce operating costs and achieve sustainable development.
The complex environment of underground mining brings many challenges to ore transportation, and the mining conveyor belt system successfully solves these problems with its efficient, flexible and safe design. Not only do they improve the efficiency of ore transportation, they also help mining companies achieve more efficient production by optimizing energy consumption management and reducing manual intervention. Faced with the unique challenges of underground mining, are you ready to adopt this efficient and sustainable transportation system to handle future production needs?

9. Key components of mining conveyor systems
The efficient operation of every mining conveyor belt system depends on the coordination of multiple key components. The quality and design of these components directly determine the operating efficiency, durability and maintenance requirements of the entire system. Whether it is rollers, drive units, or tensioning mechanisms, these components each play an important role in ensuring that the ore can be transported safely and efficiently. In mining production, understanding the function and importance of these components can help companies better manage equipment and optimize production processes.
Rollers
Rollers are one of the most common and important components in conveyor belt systems. They are responsible for supporting the conveyor belt and transporting materials. The quality and layout of rollers directly affect the operating efficiency and service life of the mining conveyor belt. High-quality rollers can not only reduce friction on the conveyor belt, but also ensure that the ore remains stable during transportation.
Rollers are usually made of steel and have wear and impact resistance. Some rollers are also treated with anti-corrosion coatings to cope with the humid environment in underground mines. These rollers are flexible in design and can be customized according to the actual needs of the mine to ensure that they can adapt to different transportation volumes and environmental requirements. Reasonable layout and regular maintenance of rollers can significantly reduce the wear of conveyor belts and extend the service life of equipment.
At the same time, the balance of rollers is also crucial. If the rollers are not aligned during installation, the conveyor belt may be offset, resulting in increased wear. Therefore, the installation and calibration of rollers need to be highly accurate. For mines that need to transport long distances, it is crucial to choose high-quality and easy-to-maintain rollers.
Drive device
The drive device is the power source of the mining conveyor belt system and determines the running speed and load capacity of the conveyor belt. Common drive devices include motors, reducers and couplings. The drive device drives the conveyor belt by converting electricity into mechanical energy. Its performance directly affects the production efficiency of the conveying system.
The drive device in mining production usually needs to have a high power output to cope with the large loads generated during ore transportation. Especially in those long-distance and large-scale ore transportation scenarios, the drive device must maintain a stable power output to ensure that the conveyor belt can continue to operate. At the same time, the design of the drive device also needs to consider energy consumption. Choosing an energy-efficient motor can help mines reduce energy costs.
In addition, the protection performance of the drive device is also particularly important. In underground mines, humidity, dust and high temperature environments can have a serious impact on drive equipment. For this reason, many mines use drive devices with protective casings to ensure that the equipment can still operate normally under harsh conditions. Efficient and stable drive devices are the core of the smooth operation of ore transportation systems, and maintaining their performance is the key to ensuring production continuity.

Tensioning mechanism
The conveyor belt will loosen or deviate due to uneven tension during long-term use. The role of the tensioning mechanism is to maintain the tension of the conveyor belt and ensure that it is always in the best condition. For the mining conveyor belt system, the setting of the tensioning mechanism is directly related to the stability and life of the conveyor belt.
The tensioning mechanism is mainly divided into two types: manual and automatic. The manual tensioning mechanism is suitable for some simpler transportation environments, while the automatic tensioning mechanism monitors the tension changes of the conveyor belt through sensors and can automatically adjust to ensure that the equipment is always in the best operating state. The application of the tensioning mechanism effectively prevents the wear of the conveyor belt caused by improper tension and extends the service life of the equipment.
In some mines with long-distance transportation, the tension mechanism also needs to have the ability to adjust quickly, especially when the conveyor belt is impacted by large pieces of ore, it can immediately restore the tension to avoid equipment downtime due to insufficient tension. Therefore, the selection of the tension mechanism needs to be optimized according to the specific conditions of the mine to ensure that it can flexibly respond to various production needs.
Cleaning device
In the mining conveyor belt system, a large amount of dust, debris and slag will be generated during the transportation of ore. If not cleaned in time, these materials will accumulate on the conveyor belt, affecting the operating efficiency and service life of the equipment. The role of the cleaning device is to ensure the cleanliness of the conveyor belt and reduce unnecessary wear.
The cleaning device is usually installed at the unloading point of the conveyor belt, and the slag adhering to the conveyor belt is cleaned by a scraper or brush. The automatic cleaning device can clean while the conveyor belt is running, reducing the downtime caused by cleaning operations. The cleaning device not only improves the operating efficiency of the equipment, but also significantly extends the service life of the conveyor belt and reduces the frequency of maintenance.
Modern mines are increasingly relying on automated cleaning systems, which can not only reduce labor costs, but also ensure the smooth transportation of ore. Especially in high-density ore transportation scenarios, the continuous operation of the cleaning device ensures the efficient operation of the conveyor belt system.
Scrapers
Scrapers are another key component in conveying systems. They are usually used in horizontal or slightly inclined conveyor lines to help unload ore from the conveyor belt. Scrapers can mechanically pull ore off the conveyor belt to ensure that the ore can be evenly unloaded to the designated location.
Scrapers are usually made of high-strength steel that can withstand the impact and friction of large pieces of ore. In order to ensure the long-term stability of the scraper, the scraper usually needs to be inspected and replaced regularly. High-quality scrapers not only improve the unloading efficiency of ore, but also reduce the wear of the conveyor belt and extend the service life of the equipment.
In some mines, the design of the scraper can even be adjusted according to the size and transportation volume of the ore to ensure that the ore can be unloaded smoothly without damaging the conveyor belt. This flexibility makes scrapers particularly important in the use of modern mines.
The efficient operation of the mining conveyor system is inseparable from the close cooperation of these key components. Whether it is rollers, drive devices, tension mechanisms and cleaning devices, they all play an important role in their respective positions. Ensuring the high quality and stability of these components is the key to improving production efficiency and extending the life of equipment for mining companies.

10. Mining conveyor belt manufacturers
With the continuous development of the global mining industry, mining conveyor belt has become the core equipment for ore transportation. Choosing the right conveyor belt can not only improve the production efficiency of the mine, but also significantly reduce the cost of maintenance and replacement. Therefore, high-quality conveyor belt manufacturers play an integral role in mining production. Through advanced technology and high-quality materials, these manufacturers continue to provide mining companies with customized conveyor belt solutions that meet the specific needs of mine sites.
Technical advantages from industry-leading manufacturers
Globally, many top mining conveyor belt manufacturers have improved the durability and applicability of conveyor belts through continuous innovation. These manufacturers usually have advanced production equipment and strict quality control systems to ensure that each conveyor belt can handle the harsh mining environment.
Manufacturers not only focus on the basic functions of conveyor belts, but also further improve the performance of conveyor belts through technological innovation. For example, some manufacturers have introduced special fire-resistant and anti-corrosion materials to enable conveyor belts to maintain stable performance under extreme conditions. The application of these materials is particularly suitable for underground mines and open pit mines with high temperature environments.
In addition, high-end manufacturers are able to provide tailor-made solutions based on the specific needs of the mining site. For example, ore type, transportation distance, ambient temperature and humidity will all affect the selection of conveyor belts. Leading manufacturers often work closely with mining companies to design the most appropriate conveying equipment after understanding the mine’s needs. This customized service ensures that the mine’s production process can run smoothly while reducing the frequency of equipment maintenance.
The need for customized solutions
Different mine environments have different requirements for conveyor belts, and standardized conveyor belts often cannot meet the needs of all mines. Customized solutions can provide the most suitable conveying equipment based on the specific conditions of the mine, such as ore type, production needs and environmental conditions. This can not only greatly improve the working efficiency of the equipment, but also effectively extend the service life of the equipment.
For example, some open-pit mines may need to transport ore over long distances, and high temperatures and highly corrosive environments place higher demands on conveyor belts. At this time, mining conveyor belt manufacturers can provide special conveyor belts that are high temperature resistant and wear-resistant to ensure that the equipment can still operate efficiently under extreme conditions. Similarly, for underground mines located in humid and cold areas, manufacturers can also provide cold-resistant and moisture-proof conveyor belts based on actual conditions to prevent equipment from breaking or deforming in low-temperature environments.
Manufacturers usually work closely with mining companies to conduct site surveys, collect data and propose corresponding design solutions. Through this customized process, companies can not only obtain conveying equipment suitable for their own needs, but also optimize the production process and improve the overall efficiency of ore transportation.

Innovations in materials and technology
With the continuous advancement of mining production technology, mining conveyor belt manufacturers are also constantly innovating in materials and technologies to improve the durability and performance of conveyor belts. Rubber is one of the most common conveyor belt materials and is particularly suited to the heavy-duty transportation needs of the mining industry. Modern manufacturers have greatly improved the tensile strength and wear resistance of conveyor belts by adding layers of reinforcing fibers and steel ropes to the rubber.
In addition, some manufacturers are beginning to introduce composite materials, which are not only lightweight and strong, but also have excellent corrosion resistance and high temperature resistance to cope with the extreme mining environment. The application of composite materials makes conveyor belts more suitable for mining environments that are highly corrosive or have large temperature differences.
Manufacturers are also constantly improving the structural design of conveyor belts. For example, some conveyor belts adopt a multi-layer structure to make them more resistant to tearing and reduce damage caused by the impact of ore during transportation. Innovations in technology and materials have made modern conveyor belt systems more reliable and able to cope with high-load, complex ore transportation tasks over the long term.
Global supply chain management and logistics support
The top mining conveyor belt manufacturers not only maintain a leading position in technology and quality, but also have a complete global supply chain management system. For mining companies, choosing a manufacturer with a global supply network can effectively reduce the equipment transportation and installation cycle and ensure that the ore transportation system can be put into use on time.
These manufacturers use global distribution networks to deliver products to mining sites around the world in a timely manner. For mines located in remote areas, reliable logistics support can ensure timely delivery of equipment and spare parts and avoid production stagnation due to lack of parts. In addition, the global supply chain can also help companies quickly obtain the repair parts they need when equipment problems occur, reducing downtime.
The manufacturer’s global supply chain involves not only the transportation of equipment, but also technical support and installation services. Many manufacturers provide on-site installation and commissioning services to ensure that the conveyor belt system can operate smoothly and make necessary adjustments based on the actual conditions of the mine. This global supply chain support provides mining companies with more efficient and faster equipment services and ensures the continuity of production.
The importance of after-sales service and technical support
When choosing a mining conveyor belt manufacturer, after-sales service and technical support are one of the important factors that determine its quality. No matter how good the quality of the equipment is, long-term high-load operation will inevitably lead to wear or damage. Therefore, timely technical support and spare parts supply are crucial to ensure the continuity of production.
Top manufacturers usually provide comprehensive after-sales services, providing professional technical support from equipment installation and commissioning to routine maintenance. Especially in remote mines, on-site technical services are particularly important. Manufacturers usually send professional engineers to mines to conduct equipment inspection, troubleshooting and maintenance to ensure that the equipment can always maintain good operating condition.
In addition, the manufacturer’s technical support includes remote monitoring and diagnostic services. Some manufacturers use online platforms and remote diagnostic tools to monitor the operating status of equipment in real time and provide operators with fault solutions. This kind of remote technical support not only shortens the problem handling time, but also reduces the need for on-site maintenance, saving a lot of operating costs for the mine.
High-quality after-sales service and technical support are important considerations for mining companies when choosing conveyor belt manufacturers. It is not only related to the normal operation of the equipment, but also provides continuous technical support to the enterprise during the production process to ensure the service life of the equipment and maximize the production efficiency.
Combination of innovation and environmental protection concepts
As environmental regulations become increasingly stringent, mining conveyor belt manufacturers are gradually integrating environmental protection concepts into product design and production processes. Some manufacturers have begun using renewable materials to produce conveyor belts, reducing their impact on the environment. In addition, by optimizing production processes and reducing energy consumption and exhaust emissions during production, manufacturers not only improve production efficiency, but also comply with global environmental protection trends.
Environmentally friendly conveyor belts not only reduce carbon emissions during the manufacturing process, but also have higher energy efficiency during use. For example, lightweight designed conveyor belts can reduce energy consumption during operation and help mining companies reduce operating costs. The application of environmentally friendly technologies not only helps manufacturers improve product competitiveness, but also provides important support for mining companies to achieve sustainable development goals.
In the mining industry, choosing the right conveyor belt manufacturer is crucial. They not only provide high-quality equipment, but also help mining companies optimize production processes, reduce costs and improve production efficiency through technological innovation, customized services and global supply chain support.

11. Application of intelligent conveying system
In the modern mining industry, mining conveyor belt systems have evolved far beyond mere material handling equipment. With the advancement of technology, conveying systems increasingly rely on intelligent monitoring and automated control. These technologies can significantly improve the efficiency of ore transportation and help companies optimize production processes and reduce downtime. Through intelligent conveying systems, mining companies can not only monitor the operating status of equipment in real time, but also make precise adjustments to reduce costs while improving production efficiency.
Real-time monitoring improves equipment efficiency
During the ore transportation process, real-time monitoring of equipment is an important means to ensure smooth production. By installing sensors at key locations, the intelligent conveyor system can continuously monitor the operating status of the mining conveyor belt, including parameters such as speed, load, tension, and temperature. Real-time monitoring technology allows operators to understand the status of conveying equipment at any time and avoid production interruptions caused by sudden failures.
The ore transportation environment is usually complex and changeable, especially in underground mines or harsh open-pit mines, where equipment wear and failure rates are high. Through real-time monitoring, enterprises can quickly detect equipment anomalies and make timely adjustments. For example, when the sensor detects that the tension of the conveyor belt is too high, the system can automatically adjust the running speed of the equipment to avoid damage to the equipment due to overload. The application of this real-time monitoring not only improves the operating efficiency of the equipment, but also significantly reduces maintenance costs.
In addition, real-time monitoring can also provide operators with detailed data records, which can be used to analyze the operating status of equipment, helping enterprises better understand the workload and service life of equipment. Through data analysis, companies can develop maintenance plans in advance to avoid unexpected downtime due to aging equipment.
Automated control to optimize production processes
As the scale of mining operations expands, manual operations can no longer meet the needs for efficient production. The automated control system has become one of the key technologies in the mining conveyor belt system. Through automated control, companies can accurately adjust the operating speed, load capacity and unloading position of equipment to ensure that every aspect of ore transportation can be carried out with maximum efficiency.
For example, an automated control system can automatically adjust the speed of a conveyor belt based on the amount of ore being transported. When the transportation volume of ore increases, the system will automatically increase the speed of the conveyor belt to ensure that the ore can be transported to the designated location in time; when the transportation volume decreases, the system will reduce the speed to save energy. Through this precise adjustment, the automated control system optimizes the production process and reduces energy waste.
In some large mines, the automated control system can also realize the linked operation of multiple conveying equipment. For example, ore is transported from the mining point to the processing plant through multiple conveyor belt systems. Automated systems can ensure seamless connections between each conveyor belt to avoid material accumulation and equipment congestion. Through automated control, mining companies can better coordinate various production links and improve overall production efficiency.
Reduce manual intervention and improve safety
During the ore transportation process, reducing manual intervention is the key to improving safety. Traditional conveying equipment relies on manual monitoring and operation, which not only increases the labor intensity of workers, but also increases the risk of operational errors. Intelligent conveyor systems can greatly reduce manual intervention and reduce the probability of accidents through automation and remote control technology.
For example, traditional truck transportation requires drivers to work frequently in mines, and they may face many dangerous situations during operations. With the mining conveyor belt system, the transportation of ore can completely rely on automated equipment. Operators only need to remotely monitor the operating status of the equipment to avoid directly participating in high-risk transportation work. This automated operation not only improves the safety of ore transportation, but also reduces the occurrence of human errors.
In some complex mine environments, the operation of conveying equipment is more difficult, especially when frequent adjustments to transportation routes and speeds are required, and the error rate of manual operations is high. The introduction of automated systems can ensure that every step of the operation is accurate and reduces the risk of accidents caused by operational errors. For those mines with complex terrain and harsh environments, the application of automation technology is particularly important.
Reduce downtime and improve production continuity
Downtime in mining production directly affects the company’s production capacity and profits. Every equipment failure or maintenance downtime can result in substantial financial losses. The intelligent conveyor system can significantly reduce equipment downtime and ensure the continuity of production through real-time monitoring and automated control technology.
The intelligent conveying system can detect the wear and operating status of conveying equipment in real time and provide early warning of potential failures. Operators can schedule maintenance work in advance based on these early warning information to avoid sudden equipment failures during operation. By reducing sudden equipment downtime, companies can significantly improve the continuity and stability of production.
In addition, smart conveyor systems can optimize equipment maintenance schedules. For example, the system can automatically recommend maintenance time and content based on the equipment’s operating time and load. Through these precise maintenance suggestions, enterprises can effectively extend the service life of equipment and reduce unnecessary equipment replacement and maintenance costs.
Optimize energy usage and reduce costs
Energy costs represent a significant portion of the mining industry. Traditional conveying systems often cause energy waste because they cannot adjust their operating status according to actual transportation needs. Through automation and real-time monitoring technology, the intelligent transportation system can accurately control energy use and reduce energy consumption based on the ore transportation volume and equipment load conditions.
For example, when the transportation volume is small, the intelligent system can automatically reduce the operating speed and power output of the equipment to avoid unnecessary waste of energy. When the ore transportation volume increases, the system will increase the power output of the equipment as needed to ensure the continuity of production. This precise energy control not only helps mining companies save a lot of energy costs, but also improves the operating efficiency of equipment.
In addition, the intelligent transportation system can also provide energy efficiency reports based on the energy consumption of the mine to help companies better manage energy use. These reports can provide important data support for enterprises’ energy planning, help enterprises optimize their energy supply chain, and further reduce operating costs.
Remote operation and maintenance convenience
The remote operation function of the intelligent conveyor system allows mine managers to monitor the operating status of the equipment anytime and anywhere and make necessary adjustments. Whether it is remotely adjusting the operating speed of equipment or remotely detecting the wear of conveyor belts, intelligent systems can provide operators with efficient and convenient management tools.
This remote operation function not only reduces the complexity of on-site operations, but also improves the convenience of equipment maintenance. For example, when a device fails, technicians can directly view the device’s operating logs and fault data through the remote system, quickly analyze the problem and conduct remote debugging. The remote operation function helps enterprises significantly shorten troubleshooting time and improve equipment maintenance efficiency.
For those mines located in remote areas, remote operation and maintenance functions are particularly important. Through intelligent systems, enterprises do not need to send a large number of personnel to the site for operation and maintenance, but can complete most of the work through remote platforms. This flexibility allows mining companies to better manage their dispersed mine resources and reduce operating costs.
The application of intelligent conveyor systems provides strong support for the efficient operation of mining conveyor belts. Through real-time monitoring, automated control, reducing manual intervention and optimizing energy utilization, mining companies can significantly improve production efficiency and effectively reduce operating costs.

12.FAQs
In mining production, choosing the right mining conveyor belt system is crucial to improving production efficiency and reducing costs. However, mines often face many problems and challenges when actually applying conveying equipment. The following are answers to some frequently asked questions to provide mining companies with practical advice on conveying equipment.















