Tip:Semua parameter yang dirujuk dalam artikel ini berasal dari salah satu proyek produksi aktual kami.
1.Pendahuluan
Jika Anda mengoperasikan sistem konveyor tegangan tinggi, jarak jauh, atau beban berat, kemungkinan besar Anda sudah menggunakan — atau mempertimbangkan — sebuah sabuk konveyor aramid. Ini lebih ringan daripada sebuah sabuk kabel baja dan menawarkan ketahanan sobek yang lebih baik, tetapi ada satu syarat yang menyertainya: sambatan aramid ban berjalan Harus dilakukan dengan benar. Tidak masalah seberapa besar tegangan yang dapat ditahan oleh sabuk itu sendiri — jika sambungannya tidak kuat, seluruh sabuk tidak akan kuat menahan beban.
Dalam panduan ini, kita akan membahas semua yang perlu Anda ketahui: mengapa logika penyambungan untuk sabuk aramid berbeda dari jenis sabuk lainnya, bagaimana sambungan itu sendiri dirancang, seperti apa prosedur penyambungan sabuk konveyor standar, bagaimana menilai kualitas sambungan setelah selesai, dan bagaimana melacak akar penyebab ketika terjadi kesalahan. Kita akan menggunakan parameter sambungan aktual dari produksi nyata sabuk aramid berkekuatan 3500 N/mm (DP3500-2000×1, lebar 2000 mm) sebagai contoh praktis — jadi apa yang Anda baca bukanlah teori abstrak, tetapi angka-angka yang benar-benar telah diterapkan dalam produksi.
Kami memproduksi sabuk konveyor aramid. Panduan ini adalah referensi teknis dan proses, yang ditujukan untuk tim instalasi Anda sendiri atau kontraktor penyambungan profesional sebagai acuan kerja.
Jika yang Anda butuhkan hanyalah cara menyambung sabuk konveyor aramid, lewati bagian ini dan langsung ke bagian “Prosedur Penyambungan”. Jika Anda ingin memahami logika teknik di baliknya, bacalah sampai selesai.
2. Mengapa Sabuk Aramid Membutuhkan Penyambungan Jari?
Serat aramid memiliki satu kelemahan bawaan: ketahanan yang buruk terhadap kelelahan kompresi. Pembengkokan atau penekanan berulang menyebabkan serat kehilangan kekuatan jauh lebih cepat daripada jika berada dalam tegangan murni. Itulah mengapa, saat mendesain kerangka sabuk aramid, prioritasnya adalah menjaga serat tetap dalam tegangan konstan dan tidak tertekan. Untuk mencapai hal itu, sabuk aramid modern umumnya dibuat dengan konstruksi lungsin lurus — setiap benang lusi aramid membentang dalam satu bidang datar, lurus, tidak berkerut, dan berada di bawah tegangan konstan. Benang pakan dan pengikat berada di atas dan di bawah bidang tersebut untuk menahan lusi pada posisinya, tetapi serat aramid itu sendiri tidak pernah mengalami kompresi di titik mana pun.
Persyaratan yang sama — menjaga benang lusi tetap dalam tegangan konstan — juga menjadi alasan mengapa kerangka aramid umumnya dibangun sebagai satu lapisMenumpuk beberapa lapisan pasti akan menimbulkan kompresi lokal antar lapisan, yang menggagalkan seluruh tujuan desain tersebut.
Struktur roti satu lapis memiliki konsekuensi langsung: penyambungan langkah, yang mengandalkan penataan beberapa lapisan kain secara berselang-seling, tidak memiliki ruang untuk beroperasi pada struktur seperti ini. Penyambungan bertahap membutuhkan beberapa lapisan kain, masing-masing dipotong dengan panjang yang berbeda sehingga tersusun secara berselang-seling membentuk profil bertingkat melalui ketebalan sabuk — dan sabuk aramid hanya memiliki satu lapisan, tanpa lapisan kedua atau ketiga untuk ditata berselang-seling. Mengingat desain lusi lurus satu lapis yang saat ini menjadi standar di seluruh industri, satu-satunya geometri yang dapat menyebarkan bersamabeban tanpa memotong langsung melalui lungsin penahan beban adalah sambungan jari — memotong setiap ujung sabuk menjadi deretan jari-jari yang saling terkait dan meruncing, sehingga area yang direkatkan meregang dan beban berpindah secara bertahap, alih-alih terkonsentrasi pada satu garis potong lurus.
Sebagai konteks: kekuatan tarik aramid sekitar 3600 MPa dan modulus elastisitasnya sekitar 112,000 MPa — keduanya mendekati kawat baja (3925 MPa dan 170,000 MPa masing-masing) — tetapi berat jenisnya hanya 1.44, kurang dari seperlima berat jenis kawat baja yang sebesar 7.85. Kombinasi inilah yang memungkinkan sabuk aramid menjadi kuat dan ringan. Namun, hal itu juga berarti elongasi rendah dan modulus tinggi, yang meningkatkan presisi yang dibutuhkan saat membuat sambungan — kesalahan kecil yang mungkin dapat ditoleransi oleh sabuk kain poliester atau nilon akan diperbesar di bawah beban pada sabuk aramid.
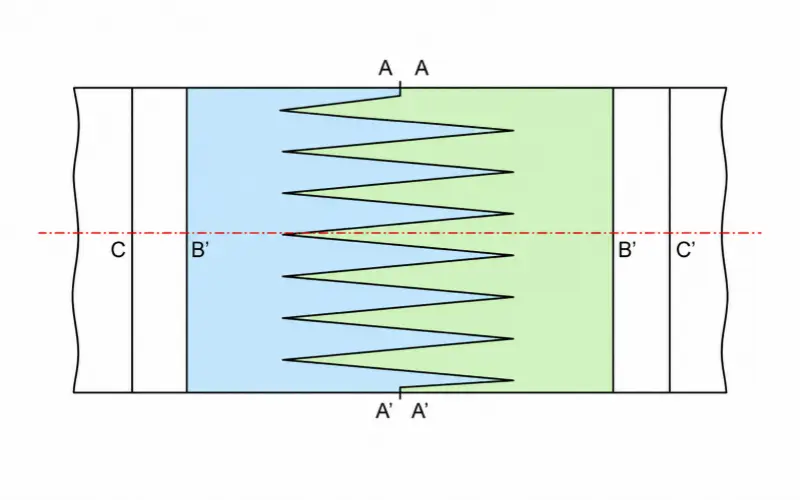
3. Seperti Apa Sebenarnya Bentuk Sambungan Jari (Finger Splice)?
3.1 Cara Menentukan Dimensi Jari
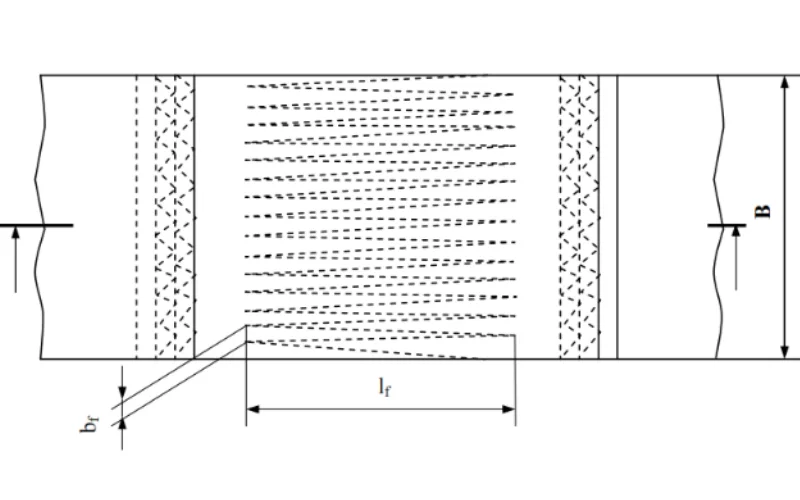
Sambungan jari memotong setiap ujung sabuk menjadi deretan jari panjang yang meruncing, kemudian menyatukan kedua deretan tersebut dan merekatkannya dengan karet sambungan yang belum mengeras. Lebar dasar standar untuk sebuah jari adalah 50 mm, dipilih karena sebagian besar lebar sabuk diproduksi sebagai kelipatan 50, yang membuat penataan jari menjadi mudah.
Panjang jari diperoleh dari pengujian tarik, dalam dua langkah:
Langkah pertama
— sambungan uji dibuat terlebih dahulu, menggunakan ukuran referensi tetap sebesar Panjang 100 mm, lebar 50 mm Jari-jari pada kedua ujungnya, dikeraskan secara normal melalui vulkanisasi. Setelah dikeraskan, satu jari dipotong dari sampel dan ditarik pada mesin uji tarik untuk mengukur gaya yang dibutuhkan untuk menariknya keluar dari antara dua setengah jari yang berlawanan (gaya tarik ini dicatat sebagai τg). Langkah ini mengukur kemampuan ikatan sebenarnya dari kombinasi material spesifik tersebut — semen, kerangka, dan proses pengikatan. Hasil yang diharapkan di sini adalah jari tersebut terlepas daripada patah — itu adalah hasil normal yang diinginkan dari langkah ini, bukan kegagalan.
Langkah kedua — Nilai gaya tarik tersebut, dikombinasikan dengan peringkat kekuatan aktual sabuk dan lebar jari yang akan digunakan dalam produksi, digunakan untuk menghitung mundur panjang jari sebenarnya untuk produksi. Jari yang lebih panjang memiliki area pengikatan yang lebih besar dan oleh karena itu membutuhkan lebih banyak gaya untuk ditarik keluar, sehingga panjang jari yang tepat dapat dihitung secara proporsional: panjang di mana gaya tarik sesuai dengan gaya yang harus ditahan oleh penampang jari tersebut — dan putus — di bawah peringkat kekuatan target. Hanya pada panjang yang dihitung itulah sambungan mencapai tujuan desain di mana jari putus sebelum ditarik keluar, dan hasil tersebut pada akhirnya dikonfirmasi melalui pengujian kelelahan dinamis penuh.
Berikut tampilannya dengan angka sebenarnya. Untuk sabuk dengan daya tahan 3500 N/mm, parameter produksi finalnya adalah:
Peringkat Kekuatan Sabuk (N/mm) | Lebar Jari b_f (mm) | Panjang Jari L_f (mm) | Panjang Tulangan l_d (mm) | Panjang Sambungan l_v (mm) |
3500 | 90 | 4100 | 4400 | 4600 |
Perlu dicatat bahwa lebar jari produksi (90 mm) lebih lebar daripada basis referensi 50 mm — lebar jari itu sendiri berbanding lurus dengan peringkat kekuatan sabuk, dan baik lebar maupun panjangnya perlu diverifikasi secara independen untuk setiap kelas kekuatan. Anda tidak dapat mentransfer parameter dari satu peringkat ke peringkat lainnya.
3.2 Bagaimana Gaya Merambat Sepanjang Jari
Gaya yang ditanggung oleh sambungan jari tidak seragam sepanjang panjangnya — gaya tersebut berkurang secara bertahap dari pangkal ke ujung, karena luas penampang menyempit seiring dengan penyempitan bagian yang meruncing, sehingga lebih sedikit gaya yang dapat ditransmisikan di ujungnya. Inilah mengapa sambungan jari lebih unggul daripada sambungan tumpul lurus: alih-alih beban tegangan penuh berada pada satu garis, beban tersebut ditransfer secara bertahap di sepanjang bagian yang meruncing, dengan setiap penampang di sepanjang jalan menanggung bagian yang proporsional lebih kecil.
Saat melakukan lay-up, jari-jari yang bersebelahan tidak saling bersentuhan langsung — sebuah celah 2–3 mm Celah tersebut sengaja dibiarkan di antara keduanya, dan celah itu diisi dengan karet penyambung daripada dibiarkan sebagai garis kontak kering. Semakin tepat celah tersebut dikontrol, semakin merata beban yang didistribusikan antara jari-jari yang berdekatan.
3.3 Peran Lapisan Penguat dan Lapisan Perekat
Ujung jari merupakan titik paling rentan pada seluruh sambungan — terutama di dekat katrol, di mana gaya radial atau penumpukan material yang terjebak dapat memaksa masing-masing jari terpisah (disebut dalam industri sebagai "pop-out"). Untuk mencegah hal ini, kain penguat dengan tenunan terbuka direkatkan di atas dan di bawah kerangka sambungan jari, memanjang melewati ujung jari.
Berikut contoh kasus sebenarnya: lapisan penguat yang digunakan pada sambungan DP3500 adalah kanvas NN200-1980, dilapisi semen setebal 0.8 mm di satu sisi dan 3.0 mm di sisi lainnya — sisi yang dilapisi lebih tebal diletakkan menempel pada rangka — dengan ketebalan 4.5 mm per lapisan, diaplikasikan baik di atas maupun di bawah. Kekuatan tarik kain penguat ini sendiri tidak berperan dalam perhitungan beban sambungan — satu-satunya fungsinya adalah mencegah ujung jari terpisah, itulah sebabnya tenunan terbuka dipilih secara khusus untuk memaksimalkan daya rekat daripada kekuatan serat.
3.4 Memperbaiki Karet Penutup
Setelah lapisan sambungan dan penguatan rangka sabuk terpasang, karet penutup atas dan bawah perlu dipulihkan sepenuhnya agar area sambungan sesuai dengan bagian sabuk lainnya dalam hal ketahanan aus, ketahanan benturan, dan kinerja penyegelan.
4. Perbedaan Sambungan Sabuk Aramid dengan Metode Penyambungan Sabuk Lainnya
Sambungan jari yang digunakan pada sabuk aramid, sambungan bertingkat yang digunakan pada sabuk kain multi-lapis EP/NN, dan sambungan yang digunakan pada sabuk kawat baja adalah tiga pendekatan mekanis yang sama sekali berbeda — ketiganya mudah disamakan, jadi ada baiknya untuk memisahkannya dengan jelas.
① Sabuk kain multi-lapis EP/NN: sambungan "langkah" yang sebenarnya. Sabuk ini memiliki kerangka yang terbuat dari beberapa lapisan kain yang ditumpuk. Untuk menyambungnya, setiap lapisan dipotong dengan panjang yang berbeda, berselang-seling dari atas ke bawah, sehingga ketika kedua ujung sabuk bertemu, ujung potongan setiap lapisan tumpang tindih dengan lapisan yang sesuai dari ujung lainnya. Dalam penampang melintang, ini menghasilkan profil tangga yang sebenarnya — dari sinilah istilah "sambungan bertingkat" sebenarnya berasal: penampang bertingkat yang membentang melalui ketebalan sabuk. Metode ini membutuhkan beberapa lapisan kain agar dapat berfungsi.
② Sabuk kabel baja: sambungan tumpang tindih berselang-seling, bukan sambungan bertingkat. Kerangka sabuk kawat baja bukanlah kain berlapis — melainkan bidang tunggal kawat baja paralel yang diletakkan berdampingan. Kawat tidak dapat dipotong menjadi bentuk tangga berdasarkan ketebalan seperti lapisan kain. Sebaliknya, karet dilepas dari setiap ujung kawat dan kawat dari kedua ujung sabuk dililitkan bersama — tetapi titik awal lilitan untuk setiap kawat sengaja dibuat berselang-seling relatif terhadap kawat tetangganya, sehingga pada setiap penampang di sepanjang sambungan, hanya beberapa kawat yang berada di zona transisi sementara sisanya tetap sepenuhnya kontinu. Dilihat dari atas, tata letak berselang-seling ini memang memiliki pola visual yang agak "bertingkat", tetapi secara mekanis tidak ada hubungannya dengan sambungan bertahap melalui ketebalan yang sebenarnya yang digunakan pada Sabuk EP — istilah yang akurat adalah sebuah sambungan tumpang tindih tali berselang-seling.
③ Sabuk aramid: satu lapis, jadi kedua metode tersebut tidak berlaku — hanya sambungan jari yang berfungsi. Struktur sabuk aramid adalah struktur satu lapis lurus — tidak memiliki beberapa lapisan yang dibutuhkan untuk sambungan bertingkat maupun tata letak tali berdampingan seperti sabuk tali baja. Satu-satunya cara untuk mendistribusikan beban di seluruh sambungan tanpa memotong langsung melalui lusi adalah dengan memotong seluruh struktur satu lapis menjadi jari-jari yang saling mengunci dan merekatkannya sebagai satu lembaran kontinu. Inilah perbedaan mendasar antara sabuk aramid dan sabuk kawat baja. sambungan jari sabuk aramid dan dua metode lainnya.
Data pengujian mendukung keandalan pendekatan ini. Dalam uji kelelahan dinamis standar Universitas Hannover — sabuk tanpa ujung yang disambung dijalankan pada alat uji di mana tegangan meningkat dari 10% hingga 100% dari beban kelelahan dalam siklus 50 detik, dengan persyaratan 10,000 siklus tanpa kegagalan — sambungan sabuk kawat baja biasanya mencapai efisiensi sambungan dinamis sekitar 50%. Sambungan jari sabuk kain tenun berkekuatan tinggi, dalam kondisi pengujian yang sama, secara historis menghasilkan sedikit di atas 30%.
Sambungan sabuk aramid yang dibuat berdasarkan logika sambungan jari ini telah sesuai dengan hal tersebut: tiga sampel yang diuji semuanya mencapai kekuatan kelelahan dinamis 30%, setara dengan sabuk kain tenun yang sebanding. Dalam uji tekuk balik terpisah — sabuk diputar di sekitar empat puli, dengan tegangan dimulai pada 12.5% dari kekuatan putus dan meningkat 5% setiap 125,000 siklus hingga putus — sambungan tersebut mampu menahan hingga 27–32% dari kekuatan putus penuh sabuk sebelum putus, dan pengukuran tarik pasca-uji menunjukkan pengurangan kekuatan rangka kurang dari 5%.
Hal itu menegaskan bahwa struktur aramid lurus tidak kehilangan daya tahan terhadap kelelahan akibat proses penyambungan dan siklus beban tinggi — yang secara historis merupakan salah satu pertanyaan terbuka tentang apakah sabuk aramid dapat bertahan dalam penggunaan jangka panjang, dan data kini menjawab pertanyaan tersebut.
5. Pengencang Mekanis: Kecocokan Sangat Terbatas untuk Sabuk Aramid
Pengencang mekanis adalah metode perbaikan sementara yang umum pada beberapa jenis sabuk, tetapi khususnya pada sabuk aramid, ada beberapa keterbatasan nyata yang perlu dijelaskan:
Pengencang pelat baja secara teknis dimungkinkan, tetapi penggunaan praktisnya juga sangat terbatas. Sabuk aramid sering dibuat untuk menyamai peringkat kekuatan sabuk kawat baja, yang berarti sabuk jadi biasanya lebih tebal daripada sabuk kawat baja yang sebanding. Kecuali baut pengencang cukup panjang untuk menyamai ketebalan tersebut, pemasangan yang tepat dan penjepitan yang aman menjadi sulit.
Secara keseluruhan, pengencang mekanis bukanlah solusi standar untuk sabuk aramid — ini lebih merupakan pilihan teoretis yang sangat jarang digunakan di dunia nyata. Untuk aplikasi tegangan tinggi, sambungan vulkanisasi panas tetap menjadi satu-satunya metode yang terbukti andal.
6. Prosedur Penyambungan Inti Vulkanisasi Panas untuk Sabuk Konveyor Aramid
Berikut adalah proses standar untuk metode penyambungan ini, yang disajikan sebagai referensi teknis untuk diikuti oleh tim instalasi Anda atau penyedia jasa penyambungan yang Anda kontrak. Setiap langkah mencakup tindakan utama, parameter, dan poin-poin yang perlu diperhatikan.
Langkah 1: Persiapan Lokasi dan Material
Area kerja harus bersih, kering, dan terhindar dari sinar matahari langsung, serta bebas dari angin dan debu yang beterbangan selama pengerjaan — angin memengaruhi waktu pengeringan semen, dan debu yang masuk ke garis sambungan akan mengurangi daya rekat. Suhu lingkungan tidak boleh turun di bawah 15°C, karena suhu rendah memperlambat pengeringan semen dan melemahkan kekuatan ikatan; kondisi kelembapan tinggi juga harus dihindari jika memungkinkan, dan area kerja harus terlindungi jika hujan atau salju menjadi faktor.
Bahan-bahan yang dibutuhkan: semen penyambung (dicampur dari pelarut karet 120# dan senyawa inti dengan rasio 5:1, atau semen khusus yang sudah dicampur sebelumnya — masa simpan biasanya sekitar 6 bulan, disimpan di tempat sejuk, kering, teduh, dan jauh dari sumber api), pelarut pembersih (pelarut karet 120# atau pembersih sambungan khusus), dan bahan pelepas (kain non-woven atau kertas pelepas suhu tinggi, ditempatkan di antara sambungan dan pelat mesin vulkanisasi).
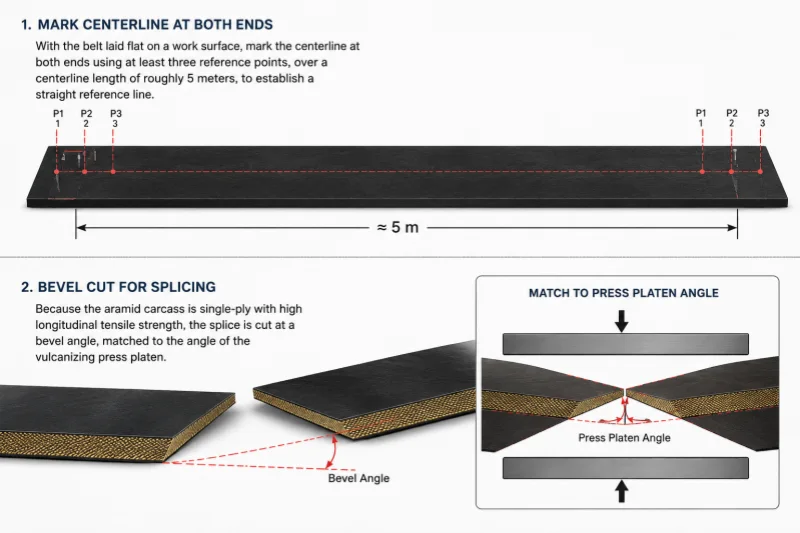
Langkah 2: Menandai Garis Tengah dan Menentukan Panjang Sambungan Total
Dengan sabuk terbentang rata di permukaan kerja, tandai garis tengah di kedua ujungnya menggunakan setidaknya tiga titik referensi, sepanjang garis tengah sekitar 5 meter, untuk membuat garis referensi lurus. Karena kerangka aramid berlapis tunggal dengan kekuatan tarik memanjang yang tinggi, sambungan dipotong pada sudut miring, disesuaikan dengan sudut pelat mesin vulkanisasi.
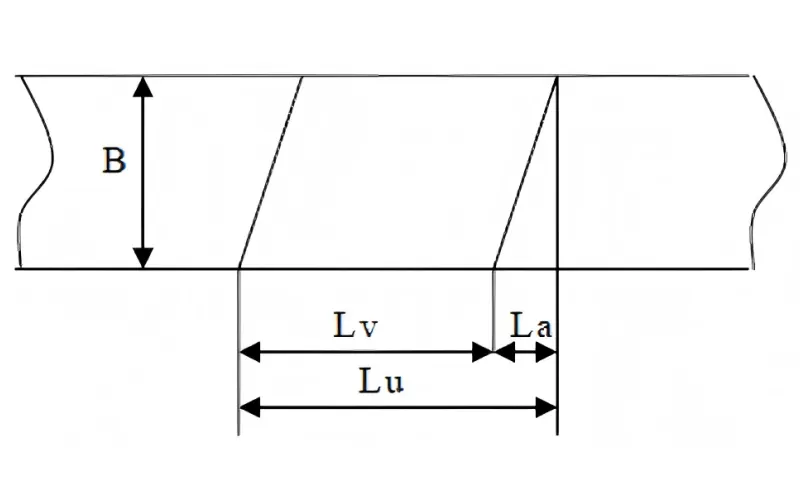
Panjang sambungan total dihitung sebagai panjang sambungan l_v (ditentukan oleh peringkat kekuatan sabuk — 4600 mm untuk sabuk 3500 N/mm) ditambah kelonggaran bevel (0.3 × lebar sabuk B). Untuk sabuk selebar 2000 mm, itu adalah 0.3 × 2000 = 600 mm, sehingga memberikan panjang sambungan kerja total 5200 mm. Lebar penyegelan setiap ujungnya sekitar 150 mm (kira-kira offset ujung jari ke akar 100 mm ditambah bevel 50 mm).

Langkah 3: Mengikis Karet Penutup
Dengan sabuk berada di atas meja kerja atau pelat pres, dengan sisi depan menghadap ke atas, potong miring 45° di sepanjang garis penyegelan (berhati-hatilah agar tidak merusak kain rangka), lalu kikis karet penutup atas dari garis penyegelan sepanjang sabuk — panjang strip sama dengan panjang jari ditambah 150 mm (4100 + 150 = 4250 mm untuk rating 3500). Balik sabuk dan kikis penutup bagian bawah dengan cara yang sama, dengan menggeser titik awal sejauh 100 mm dari titik awal sisi atas, dengan panjang strip yang sama.
Setelah kedua sisi dikikis, poles area yang terbuka dan tepi penyegelan dengan gerinda sudut (roda sikat kawat lebih disukai), sisakan sekitar 1 mm karet inti tanpa merusak kain rangka. Ratakan karet penutup pada garis penyegelan sekitar 30 mm lagi untuk transisi yang lebih halus. Ulangi proses yang sama pada ujung sabuk lainnya.

Langkah 4: Menandai dan Memotong Jari
Tandai pola jari pada permukaan karkas yang telah dipoles menggunakan penggaris lurus atau templat. Mulailah dari garis tengah, dan perhatikan arah pergerakan sabuk – pada ujung depan (searah pergerakan), dua jari terluar harus berada di tepi sabuk, dan pola jari pada ujung yang berlawanan harus sama persis. Dengan menghitung dari garis tengah, lebar jari di kedua sisi harus tetap di atas 0.5 × lebar jari standar (untuk standar 90 mm, tidak ada sisi yang boleh kurang dari 45 mm). Panjang sambungan total sesuai dengan nilai yang dihitung pada Langkah 2. Potong jari-jari tersebut sepanjang garis yang telah ditandai.
Langkah 5: Pengecoran Semen, Pemasangan Tulangan, dan Perakitan Jari-jari
Letakkan bahan pelepas di atas pelat penekan, posisikan sabuk dengan garis tengah sejajar dan kencangkan, pastikan kedua jari terluar pada ujung depan berada di tepi luar.
Bersihkan permukaan ujung sambungan dan tepi penyegelan dengan pelarut untuk menghilangkan debu dan sisa penggerindaan, lalu oleskan lem setelah kering. dua lapis, dengan lapisan pertama dikeringkan sepenuhnya sebelum lapisan kedua diaplikasikan, dan proses pelapisan dimulai setelah lapisan kedua mengering sekitar 80%.
Potong karet penutup (memanjang sekitar 50 mm melewati lebar sabuk di setiap sisi, sesuai dengan sudut sambungan), dan letakkan kain penguat di atasnya (lebih sempit dari sabuk sekitar 30–50 mm di setiap sisi, mundur 20–30 mm dari setiap tepi penyegelan), gulirkan untuk menghilangkan udara yang terjebak. Letakkan alas penutup dan penguat yang telah direkatkan ini di atas pelat pres dan periksa apakah permukaan penyegelan terlapisi karet secara merata, memanjang sekitar 50 mm melewati lebar sabuk.
Oleskan semen pada lapisan penguat, dan setelah kering, kaitkan jari-jari secara berurutan, sambil memegang celah 2–3 mm Di antara jari-jari yang berdekatan, diisi dengan karet. Setelah baris saling terkait sepenuhnya, oleskan lapisan semen lagi, dan setelah kering, letakkan lapisan penguat kedua di atasnya, lalu gulirkan kembali untuk menghilangkan udara. Tambahkan karet tepi di kedua sisi agar sesuai dengan ketebalan rangka, oleskan dan tekan karet penutup, dan potong kedua tepinya hingga rata dengan badan sabuk. Selesaikan dengan menempatkan bahan pelepas di atas sambungan, memasang penahan ujung, dan mengamankannya dengan batang pengikat.
Langkah 6: Vulkanisasi Panas
Berikan tekanan pada pelat penekan hingga 0.8 MPa saat pemanasan dimulai. Setelah suhu mencapai 100 ° C, lepaskan tekanan dan terapkan kembali 1.5±0.2 MPa. Mulai penghitung waktu pengeringan setelah suhu mencapai sekitar 145 ° C, dan tahan selama waktu pengeringan 65 menit.
Langkah 7: Pendinginan dan Penyelesaian
Lepaskan tekanan hanya setelah sambungan mendingin hingga suhu di bawah 70 ° CKemudian, buka mesin pres. Potong dan haluskan karet berlebih pada garis segel dan tepi hingga rata, lalu periksa garis tengah dan kedua tepinya untuk memastikan kelurusannya menggunakan tali referensi yang tegang. Perbaiki setiap penyimpangan yang ditemukan, dan selesaikan prosesnya dengan mencatat seluruh operasi secara lengkap.
7. Faktor-faktor Kunci yang Menentukan Kekuatan Sambungan
Seberapa kuat hasil sambungan yang sudah jadi bergantung pada variabel-variabel berikut:
Apakah panjang jari sesuai dengan peringkat kekuatan sabuk tersebut? — setiap kelas kekuatan memerlukan panjang jari terverifikasi tersendiri; parameter tidak dapat digunakan di antara peringkat yang berbeda.
Apakah lapisan perekat dibangun dengan benar? — Lapisan semen di antara kerangka, tulangan, dan karet penutup adalah yang mengubah pola jari yang saling terkait secara mekanis menjadi satu struktur penahan beban yang kontinu. Lapisan yang terlewat, lapisan yang diaplikasikan terlalu basah, atau kontaminasi pada permukaan pengikatan secara langsung melemahkan sambungan.
Apakah syarat penyembuhan terpenuhi sepenuhnya? — Suhu, tekanan, dan waktu semuanya harus mencapai targetnya secara bersamaan; jika salah satu dari ketiganya tidak terpenuhi, sambungan akan terlihat selesai tetapi belum sepenuhnya kering.
Apakah kualitas pengerjaan tetap konsisten? — Langkah-langkah manual seperti jarak antar jari dan kedalaman pengamplasan, jika tidak merata, akan menciptakan titik lemah lokal pada sambungan, dan titik lemah lokal seringkali lebih cepat gagal daripada sambungan yang dibangun secara seragam dan hati-hati.
8. Sabuk Konveyor Aramid Umum Masalah Sambungan dan Akar Penyebabnya
Pembukaan sambungan — biasanya disebabkan oleh lapisan semen yang tidak memadai, vulkanisasi yang tidak sempurna (periksa terhadap parameter Langkah 6), atau kontaminasi yang tidak sepenuhnya dihilangkan selama proses pembersihan Langkah 5.
Retakan tepi — biasanya terkait dengan karet tepi yang tidak dibuat sesuai dengan ketebalan rangka, atau masalah pelacakan sabuk jangka panjang yang memusatkan tekanan pada satu sisi.
Gelembung udara — akibat dari kurangnya pengeluaran udara selama proses penggulungan, atau lapisan semen yang belum sepenuhnya kering sebelum lapisan berikutnya diaplikasikan.
Misalignment — menelusuri kembali ke Langkah 2, baik garis tengah yang tidak akurat atau pola jari di kedua ujung yang tidak sepenuhnya sesuai.
Kegagalan penyambungan dini — biasanya bukan hanya satu penyebab, tetapi kombinasi: panjang jari tidak sesuai dengan tegangan sabuk yang sebenarnya, parameter perbaikan yang konservatif, dan desain puli atau tegangan yang memberikan tekanan siklik lebih besar pada sambungan daripada yang seharusnya.
9. Daftar Periksa Alat & Perlengkapan untuk Penyambungan Sabuk Aramid dengan Vulkanisasi Panas
| Nomor | Barang | Satuan | Qty |
|---|
| 1 | Pelat penjepit | pasangan | 2 |
| 2 | pita pengukur baja 5 m | pc | 1 |
| 3 | Penggaris sudut | pc | 1 |
| 3 | Pelat baja biasa 2–3 mm (ukurannya disesuaikan dengan sabuk asli; ketebalan pelat diatur 1–1.5 mm lebih tipis dari sabuk asli, per lebar/panjang sabuk) | pc | 1 |
| 4 | Pensil penanda lilin putih | pc | 1 |
| 5 | Penanda garis kapur | pc | 1 |
| 6 | Spidol | pc | 2 |
| 7 | Utilitas pisau | pc | 4 |
| 8 | Blades | kotak | 3 |
| 9 | Obeng | pc | 1 |
| 10 | Gunting | pc | 1 |
| 11 | Pemotong kawat/kabel | pc | 2 |
| 12 | Mesin gerinda sudut dengan roda kawat | satuan | 1 |
| 13 | Mesin pengupas kulit (pengupasan kulit manual juga dapat diterima) | satuan | 1 |
| 14 | Palu karet (5 lb) | pc | 1 |
| 15 | Pisau dempul/penyebar | pc | 4 |
| 16 | Pengering rambut / pistol panas | pc | 1 |
| 17 | Penggaris lurus panjang | pc | 1 |
| 18 | Sikat | pc | 2 |
| 13 | Baskom plastik | pc | 2 |
| 14 | Kepala sikat kawat (untuk mesin gerinda sudut) | pc | 2 |
| 15 | Alat penggosok/pengasah | pc | 2 |
| 16 | Termometer merkuri, 0–200°C | pc | 10 |
| 17 | Kain katun putih atau handuk bebas serat | m / pc | 1 atau 4 |
| 18 | Helm keselamatan | pc | 4 |
| 19 | Platform kerja pelat baja las 3 mm (panjang/lebar per lokasi; tinggi = ketebalan balok bawah + pelat air + pelat pemanas bawah) | satuan | 2 |
| 20 | Mesin vulkanisasi tahan ledakan (bawah tanah) atau mesin standar (di atas tanah) — jumlahnya tergantung pada panjang sambungan dan spesifikasi. Setiap mesin membutuhkan: 10 palang I-beam, 10 batang pengikat, 1 selang air, 1 pompa hidrolik, 2 kunci pas, 1 kabel daya utama, 2 kabel daya sekunder untuk pelat pemanas, 1 kotak kontrol daya, pelat pemanas atas/bawah, pelat tekanan air, dan selang pompa listrik yang sesuai dengan kebutuhan peralatan. | set | 1 |
| 21 | Derek rantai manual/elektrik dan penjepit | pasangan | 2 |
| 22 | Pelarut karet 120# / pembersih sambungan khusus | L | 5 |
| 23 | Senyawa karet penyambung | set | seperti yang dipersyaratkan |
| 24 | Semen penyambung | set | seperti yang dipersyaratkan |
| 25 | Gunakan kertas atau kain PTFE (Teflon) untuk memisahkan pelat pemanas dari sabuk selama proses vulkanisasi. | m | seperti yang dipersyaratkan |
| 26 | Papan kayu, penyangga, dan paku untuk konstruksi platform. | / | seperti yang dipersyaratkan |
| 27 | Pasokan listrik dan air | / | cukup untuk pengoperasian peralatan |
10.Kesimpulan
Sambungan bukanlah detail kecil pada sabuk konveyor aramid — ini adalah titik di mana desain kerangka, proses pengikatan, dan kualitas pemasangan semuanya menyatu, dan biasanya inilah yang menentukan berapa lama sabuk tersebut benar-benar bertahan. Jika Anda membutuhkan parameter penyambungan yang sesuai untuk spesifikasi sabuk tertentu, kirimkan kepada kami lebar sabuk, peringkat kekuatan, ketebalan penutup, dan parameter konveyor Anda, dan kami dapat membantu mengkonfirmasi dimensi jari dan parameter vulkanisasi yang tepat sebagai referensi.
11. faq
Metode penyambungan apa yang terbaik untuk sabuk konveyor aramid?
Sambungan jari vulkanisasi panas. Struktur sabuk aramid satu lapis dengan lungsin lurus berarti penyambungan bertahap — yang bergantung pada penataan beberapa lapisan kain secara berselang-seling — tidak memiliki ruang untuk beroperasi. Penyambungan jari saat ini merupakan metode yang menyebarkan beban sambungan tanpa memotong serat penahan beban.
Bisakah sabuk konveyor aramid menggunakan pengencang mekanis?
Secara teori, sebagai tindakan darurat sementara—tetapi penggunaan di dunia nyata sangat terbatas. Pengencang plastik tidak cukup kuat dan cenderung retak, dan pengencang pelat baja dibatasi oleh ketebalan sabuk aramid yang biasanya lebih besar, sehingga pemasangan menjadi sulit kecuali panjang baut disesuaikan dengan benar. Sambungan vulkanisasi panas tetap menjadi pilihan yang lebih andal untuk penggunaan tegangan tinggi.
Seberapa kuatkah sambungan sabuk aramid?
Hal ini bergantung pada apakah panjang jari sesuai dengan peringkat kekuatan sabuk, apakah lapisan perekat dibangun dengan benar, dan apakah parameter pengerasan dieksekusi sepenuhnya. Sambungan jari yang dibangun dengan benar dapat mencapai efisiensi kelelahan dinamis lebih dari 30% di bawah pengujian standar Universitas Hannover — setara dengan sabuk kain tenun berkekuatan tinggi yang sebanding.
Mengapa sambungan sabuk aramid bisa gagal? Sebagian besar kasus disebabkan oleh cakupan semen yang tidak memadai, vulkanisasi yang tidak sempurna, kontaminasi yang tertinggal di garis ikatan selama proses pelapisan, atau dimensi jari yang tidak sesuai dengan peringkat kekuatan sabuk yang sebenarnya.
Apa perbedaan sambungan sabuk aramid dengan sambungan sabuk EP atau kawat baja?
Sabuk kain multi-lapis EP menggunakan sambungan langkah sejati, di mana lapisan kain yang berselang-seling membentuk penampang bertingkat. Sabuk kawat baja menggunakan sambungan tumpang tindih berselang-seling, di mana posisi tumpang tindih kawat diimbangi daripada dilapiskan menjadi beberapa langkah. Sabuk aramid, dengan kerangka satu lapisnya, tidak dapat menggunakan salah satu metode tersebut — hanya sambungan jari yang berfungsi.