China's Leading Conveyor Belt Manufacturer
Welcome to Tiantie Industrial, where engineering meets reliability in conveyor belt manufacturing. With over 20 years of expertise, we specialize in high-performance rubber conveyor belts for demanding industries. Our precision, innovation, and commitment to quality make us a trusted global leader.
Product Category
Our conveyor Belt and transmission belts offer a perfect blend of durability and efficiency, enhancing performance in demanding industrial applications.
Rubber Conveyor Belt
Transmission Belt
PVC Conveyor Belt
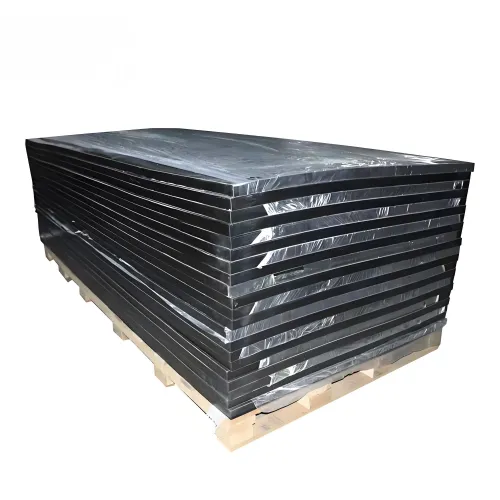
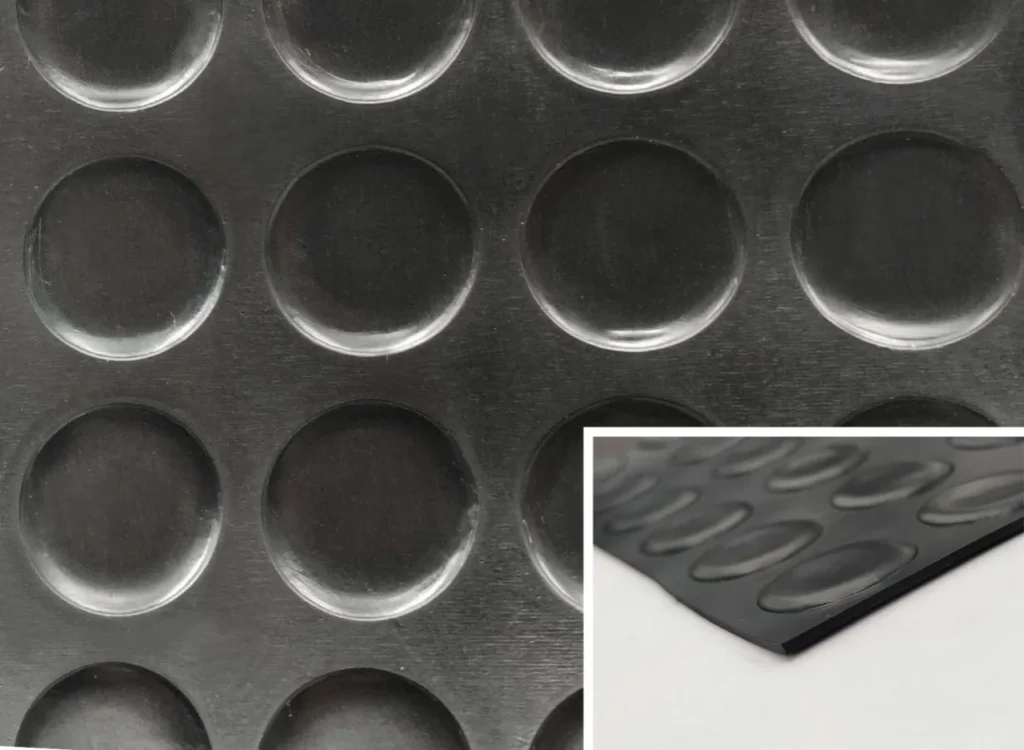
Rubber Sheet
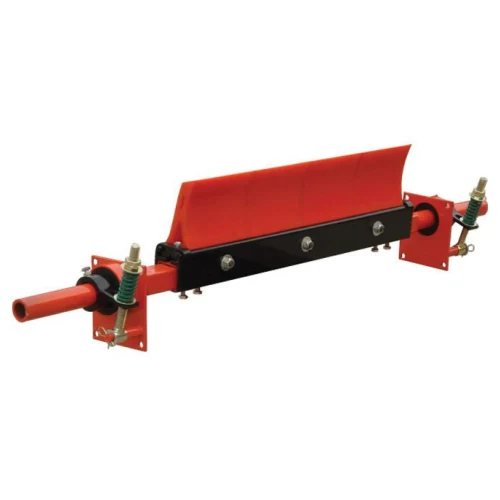
Conveyor Parts
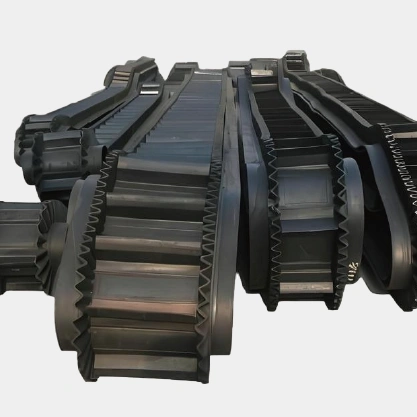
Rubber Conveyor Belts
They withstand equatorial downpours, freezing mine impacts, and relentless megaton loads. From Chile’s steep copper slopes to Indonesia’s acid-fog nickel plants, their lifespan lasts 1.8 times longer than the industry average—keeping your production running without the word ‘downtime’.



Transmission Belts
When your operation depends on smooth, uninterrupted performance, our transmission belts deliver. We’ve spent decades refining designs that handle the toughest jobs without breaking a sweat. From factory floors to heavy machinery, our belts keep things running—no fuss, no downtime.




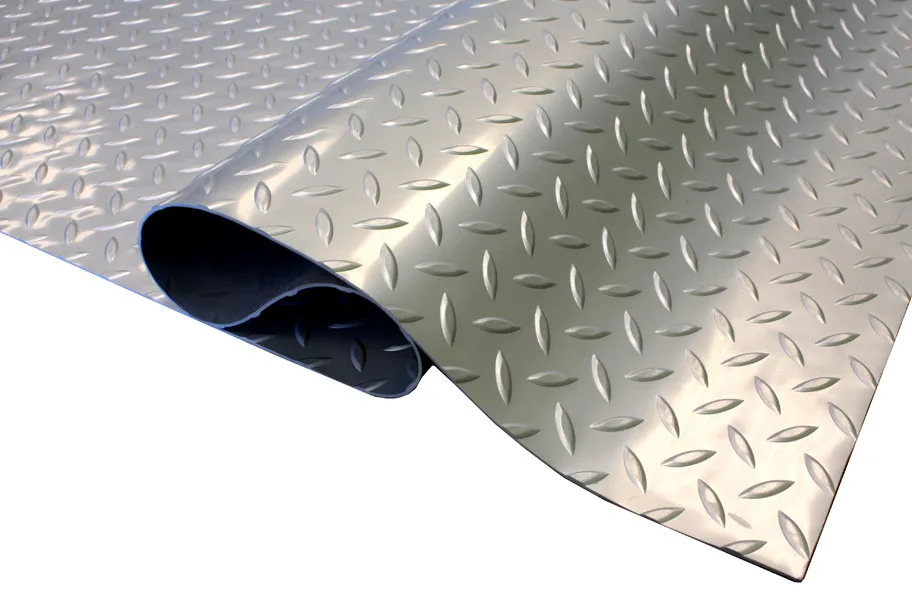
PVC Conveyor Belt
Built for precision and consistency, our PVC conveyor belts move products cleanly and efficiently. Flexible, durable, and reliable—performance you can count on.



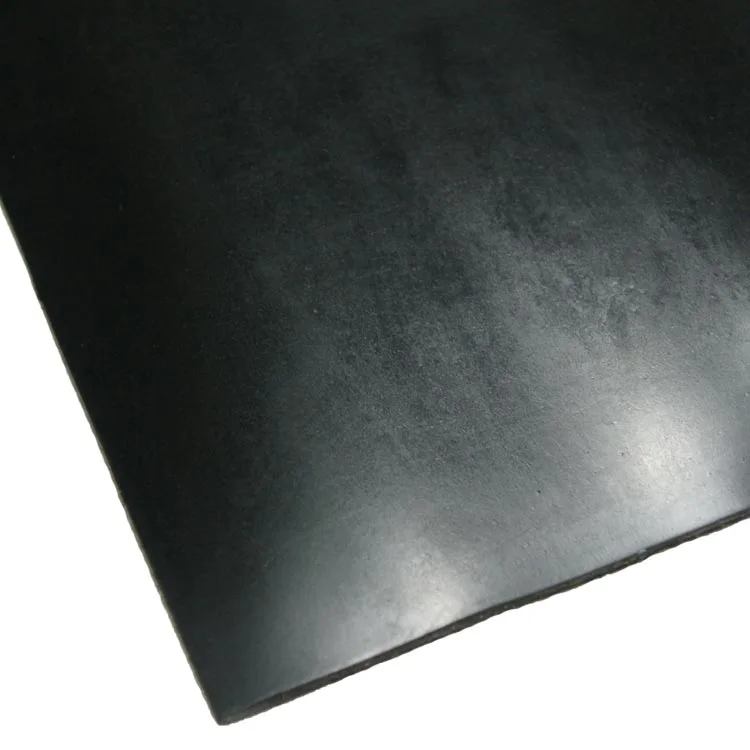
Rubber Sheet
Engineered for protection and endurance, our rubber sheets resist wear, oil, and impact. Strength, stability, and sealing performance built for demanding industries.

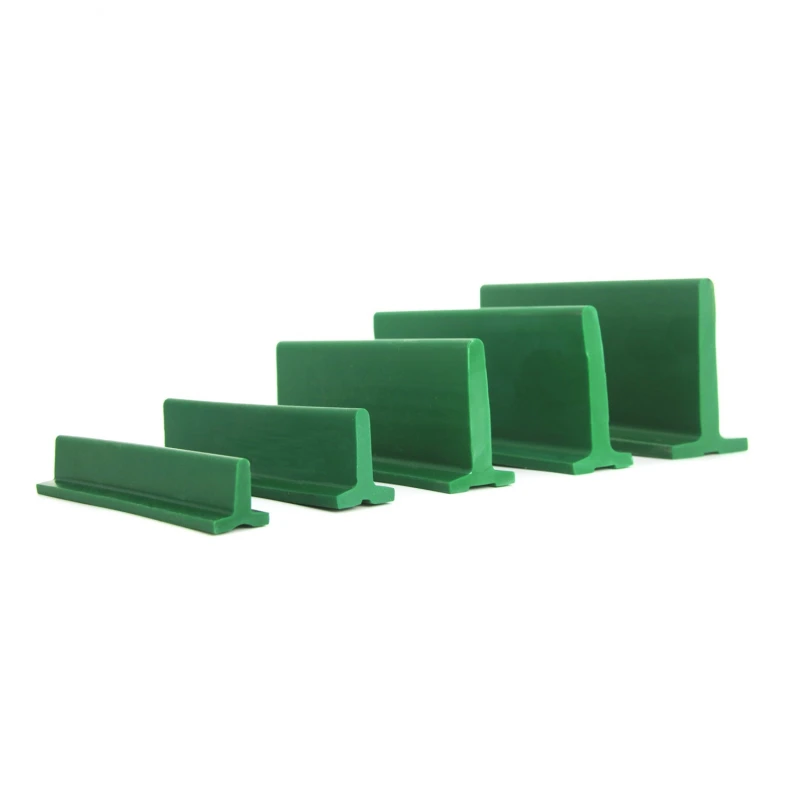
Conveyor Parts
Reliable rollers, pulleys, impact beds, and cleaners designed for smooth conveying. Built to reduce downtime and keep your operation moving day after day.



Our Product Advantages
Material Mastery
Our rubber formulations stem from 30+ years of R&D, optimized for extreme conditions. Our conveyor belts, for instance, last 3x longer in abrasive mining sites than industry norms, thanks to our proprietary wear-resistant compounds.
Precision Engineering
Every belt is crafted with meticulous detail. Our flat belts, for example, achieve near-zero slippage at high speeds due to advanced vulcanization and precision-cut edges, ensuring smooth operation in automated packaging lines.
Industry-Specific Solutions
We work with top manufacturers in mining, food processing, and logistics to create belts tailored to their needs. Our conveyor belts handle heavy loads in cement plants, while our FDA-compliant flat belts ensure food-safe operations.
Proven Performance
With 1+ million meters of belts installed worldwide, our products are known for reliability. A major logistics hub reported a 30% drop in maintenance costs after switching to our belts, thanks to their durability and consistent performance.


Discover Our Conveyor Belts & Transmission Belts
Built to endure mining’s 10,000-ton/hour loads and food processing’s strict standards. Our 2500 N/mm² steel-cord belts resist abrasion, heat, and chemical wear—proven to last 3x longer than industry averages.
1 million meters installed globally cut maintenance costs by 30% in steel mills and ports. Advanced vulcanization prevents slippage, while custom designs handle anti-static logistics or high-torque mining needs.


What Are The Strengths Of Our Belts?
Our reinforced rubber conveyor belts handle up to 10,000 tons per hour in mining and operate in extreme temperatures from -30°C to +120°C. FDA-compliant solutions for food processing and advanced wear systems help ports reduce maintenance costs by 35%, ensuring efficiency and reliability across industries.
Request A Free Quote
We'd like to work with you
if you have any questions or request a quote,please don’t hesitate contacting us. Our experts will give you a reply within 24 hours .
