Panduan ini menunjukkan cara menghitung, menyetel, dan memvalidasi tegangan sabuk konveyor dari desain hingga commissioning. Panduan ini membandingkan ISO 5048, CEMA, dan DIN 22101, mengklarifikasi T₁/T₂/T₀, dan menjelaskan kapan setiap metode merupakan alat yang tepat. Anda akan mendapatkan rumus siap pakai, contoh kerja, persamaan siap HTML, dan pemeriksaan praktis seperti rasio sag, pembacaan sel beban, dan strategi penyerapan. Kontennya didasarkan pada standar dan praktik lapangan—tanpa promosi, hanya apa yang berhasil. Nantikan rekomendasi ringkas, FAQ pemecahan masalah, dan templat yang menjaga sistem tetap efisien, andal, dan aman.
1. Mengapa Ketegangan Sabuk Konveyor Menentukan Segalanya Tentang Kinerja
Dalam keseluruhan sistem konveyor sabuk, tegangan sabuk konveyor merupakan variabel kunci yang menghubungkan “kinerja desain” dan “kinerja operasional aktual.”
Sifat-sifat sabuk konveyor itu sendiri—seperti kekuatan tarik, modulus, efisiensi sambungan, serta ketahanan abrasi dan panas karet penutup—menentukan kapasitas beban akhirnya; sifat-sifat tersebut juga menentukan tegangan maksimum yang dapat ditahan oleh sabuk konveyor karet Anda. Peran tegangan sabuk konveyor adalah untuk memastikan parameter desain ini diterapkan dengan benar dalam operasi lapangan.
- Pada tingkat desain, ketegangan mengendalikan gesekan antara sabuk konveyor dan rol penggerak, sehingga memastikan transmisi gaya penggerak yang efektif.
- Pada tingkat operasional, ketegangan mempertahankan rasio kendur yang wajar pada bagian pengembalian, mencegah sabuk tergelincir atau kendur.
- Pada tingkat pemeliharaan, perubahan dalam ketegangan mencerminkan stabilitas kondisi peralatan, seperti perubahan dalam resistensi idler, perpanjangan sambungan, dan memudarnya perangkat ketegangan.
Jika tegangan sabuk konveyor terlalu rendah, sabuk konveyor akan tergelincir, keluar jalur, dan bahkan mengurangi efisiensi pengangkutan. Dalam kasus yang parah, hal ini bahkan dapat menyebabkan kemacetan di antara sabuk konveyor karet ke idler atau katrol penggerak.
Jika tegangan terlalu tinggi, akan menyebabkan kelelahan pada serat inti sabuk, kerusakan kelebihan beban ke bantalan rol, dan prematur retak pada sendi, yang pada akhirnya mengakibatkan situasi yang merugikan semua pihak.
Oleh karena itu, DIN 22101, CEMA, dan ISO 5048 semuanya menganggap tegangan sebagai variabel kontrol sistem—tegangan tidak menentukan kekuatan sabuk konveyor, tetapi menentukan apakah sabuk konveyor dapat beroperasi secara stabil dan aman dalam rentang kekuatannya.
As ISO 5048 menyatakan:
“Pengendalian tegangan efektif yang tepat adalah dasar untuk menghitung daya dan keandalan konveyor sabuk.”

2. Memahami Ketegangan Sabuk Konveyor — Apa Artinya Sebenarnya
Ketegangan ban berjalan merupakan besaran fisika yang dapat diukur, dihitung, dan disesuaikan.
Sebagai seorang insinyur yang memproduksi dan mengoperasikan sistem ban berjalan, saya berfokus pada tiga parameter inti selama pengoperasian:
- Ketegangan sisi ketat (T₁):Ketegangan maksimum pada pintu keluar rol penggerak, digunakan untuk mengatasi hambatan sistem total;
- Ketegangan sisi kendur (T₂):Ketegangan minimum pada saluran masuk rol penggerak, digunakan untuk mencegah selip;
- Tegangan awal (T₀):Beban awal sabuk konveyor saat diam, memastikan gesekan yang cukup saat sistem dimulai.
Dalam standar apa pun (DIN 22101, CEMA, atau ISO 5048), tujuan inti perhitungan tegangan tetap sama—untuk menjaga T₂ dalam rentang aman guna mencegah selip, sekaligus memastikan bahwa T₁ tidak melebihi tegangan maksimum yang diizinkan pada sabuk.
Anda dapat menganggap ketegangan sebagai “penyeimbang mekanis” sistem:
Ini memastikan keseimbangan dinamis antara gesekan pada ujung penggerak, gravitasi material yang diangkut, dan hambatan idler.
Ketika keseimbangan ini terganggu, konsekuensinya akan terlihat jelas—ketidaksejajaran sabuk, selip, kelelahan sendi, roller idler terlalu panas, dan peningkatan konsumsi energi.
Oleh karena itu, dalam perhitungan tegangan, kita selalu menghitung T₂ ≥ F terlebih dahulutotal / (e(μ·α) – 1).
Hanya jika kondisi ini terpenuhi, ban berjalan dapat beroperasi secara stabil dan sepenuhnya memanfaatkan kekuatan desainnya.
3. Variabel Kunci yang Mempengaruhi Ketegangan Sabuk Konveyor
Selama pengoperasian sistem konveyor, banyak faktor yang memengaruhi ketegangan sabuk konveyor.
Variabel-variabel ini meliputi parameter struktural, kondisi operasi, dan sifat fisik material yang diangkut.
Oleh karena itu, penting untuk memahami parameter ini sebelum menghitung tegangan.
(1) Kecepatan Sabuk (v)
Semakin tinggi kecepatan sabuk, semakin besar pula inersia sistem, yang mengakibatkan peningkatan ketegangan awal dan fluktuasi dinamis.
Pada konveyor berkecepatan tinggi, tegangan puncak saat permulaan biasanya 30%–50% lebih tinggi daripada tegangan kondisi tetap.
Oleh karena itu, koefisien awal Ks harus dipertimbangkan dalam desain.
(2) Kerugian Idler dan Gesekan (f)
Gesekan antara bantalan idler, kontak sabuk dan idler, hambatan saluran dan pembersih, dan gesekan antara lapisan karet roller penggerak dan permukaan kontak sabuk konveyor,
Secara kolektif, hambatan utama merupakan hambatan utama. Baik DIN 22101 maupun ISO 5048 menghitung tegangan sabuk konveyor menggunakan rumus f × L × g × (qR + qG + …).
Dalam pemeliharaan lapangan, perubahan pada resistansi idler sering kali menjadi salah satu penyebab utama ketidakstabilan tegangan.
(3) Beban Material (qB)
Semakin besar kapasitas pengangkutan, semakin tinggi gravitasi dan hambatan gesek pada sabuk, sehingga semakin besar pula tegangannya. Ini seperti meregangkan karet gelang; jika seseorang menekan bagian tengah karet gelang yang diregangkan, Anda akan merasakan karet gelang tersebut menjadi lebih kencang dari sebelumnya.
Pada konveyor jarak jauh, massa material sering kali menyumbang lebih dari 60% resistansi sistem total.
(4) Angkat (H)
Bila terdapat perbedaan ketinggian pada konveyor, hambatan angkat secara langsung akan meningkatkan tegangan efektif.
Bagian menanjak: ketegangan meningkat; Bagian menurun: gravitasi menjadi bantuan, memerlukan perangkat pengereman atau peredam untuk mencegah pembalikan ketegangan.
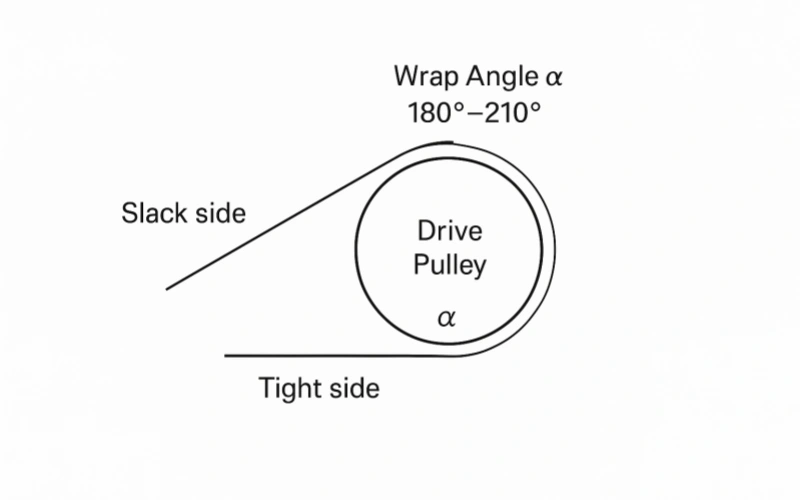
(5) Sudut Bungkus (α) dan Koefisien Gesekan (μ)
Kedua parameter ini menentukan kapasitas traksi ujung penggerak:
Rumus rasio tegangan T₁/T₂ ≤ e^(μ·α) adalah hubungan inti dalam semua standar.
Meningkatkan sudut bungkus atau meningkatkan koefisien gesekan roller (misalnya, menggunakan lapisan keramik)
dapat meningkatkan gaya dorong tanpa meningkatkan ketegangan.
Tips: Banyak orang mengira sudut pembungkus harus 180 derajat, tetapi banyak perusahaan memilih untuk menambahkan rol pemandu di dekat rol penggerak, sehingga sudut kontak antara rol penggerak dan sabuk konveyor melebihi 180 derajat, yang secara efektif dapat meningkatkan gesekan kontak.
(6) Kekakuan Sabuk dan Jenis Karkas
Sabuk konveyor EP, NN, dan ST berbeda secara signifikan dalam respons tegangan.
- Sabuk EP: Modulus tinggi tetapi dengan beberapa ekstensibilitas, stabilitas lari yang baik;
- Sabuk NN: Modulus longitudinal rendah, fleksibilitas transversal baik, ketahanan benturan kuat; Cocok untuk jarak pendek, jatuh tinggi, dan kondisi start-up sering.
- Sabuk ST: Kekakuan longitudinal yang sangat tinggi, distribusi tegangan yang seragam, dan elongasi minimal; digunakan dalam sistem jarak jauh, tegangan tinggi, dan beban berat. Namun, struktur sambungannya yang kompleks dan kekuatan tarik inti tali kawat yang rendah membuatnya sangat sensitif terhadap tegangan sabuk konveyor yang tinggi.
Oleh karena itu, tegangan sabuk konveyor bukanlah nilai yang ditetapkan secara empiris, melainkan hasil seimbang yang ditentukan oleh kombinasi parameter sistem.
Oleh karena itu, dalam proses perancangan, modifikasi apa pun pada parameter apa pun (seperti kecepatan sabuk, sudut kemiringan, atau sudut lilitan drum) memerlukan perhitungan ulang tegangan, alih-alih penyesuaian sederhana “berdasarkan perasaan”.
4. Metode ISO: Cara Menghitung Ketegangan Belt Konveyor Menurut Standar ISO
Dalam proyek internasional, saya biasanya menggunakan ISO 5048:1989, “Belt Conveyors — Perhitungan Daya Operasi dan Gaya Tarik,” untuk menghitung tegangan sabuk konveyor.
Tidak seperti CEMA atau DIN, pendekatan ISO mempertimbangkan keseimbangan antara tegangan dan kekuatan secara bersamaan, membuatnya lebih cocok untuk proyek yang memerlukan sertifikasi internasional.
Inti dari metode ini adalah menghitung berbagai hambatan yang ditemui selama pengoperasian konveyor secara terpisah, dan kemudian memperoleh distribusi tegangan di berbagai titik pada sabuk menggunakan model fisik.
4.1 Parameter Masukan
Sebelum perhitungan, data berikut perlu dikumpulkan. Semua parameter menggunakan Sistem Satuan Internasional (SI):
| catatan | Arti | Satuan | Rentang Khas |
| L | Panjang total konveyor | m | 20-2000 |
| H | Meningkatkan ketinggian (menanjak adalah positif) | m | -100–200 |
| β | kecenderungan | ° | 0-20 |
| v | kecepatan sabuk | m / s | 0.8-6.5 |
| Im | Menyampaikan volume | t / jam | 50-5000 |
| m′B | massa satuan sabuk konveyor | kg / m | 10-40 |
| m′Ro | Massa satuan roller pemalas bagian penahan beban | kg / m | 20-80 |
| m′Ru | Massa satuan roller pemalas bagian pengembalian | kg / m | 10-40 |
| f | koefisien gesekan utama | - | 0.020-0.040 |
| μ | Koefisien gesekan rol | - | 0.30-0.45 |
| α | Tutupi sudut-sudutnya | ° | 120-240 |
| B | Bandwidth | mm | 500-2000 |
| g | Bandwidth | m/s² | 9.81 |
4.2 Satuan Massa Material
Pertama, ubah kapasitas pengangkutan per jam menjadi massa per satuan panjang:
Nilai ini menunjukkan berat material yang diangkut per meter sabuk konveyor dan menjadi dasar untuk semua perhitungan tegangan selanjutnya.
4.3 Resistansi Primer (FH)
Bagian dari hambatan ini terutama berasal dari putaran idler, pembengkokan sabuk konveyor, dan gesekan antara material dan permukaan sabuk.
Dalam kebanyakan kasus, ia menyumbang lebih dari 60% resistansi total.
4.4 Resistansi Sekunder, FS
ISO mengkategorikan resistensi lokal sebagai item terpisah, termasuk:
1. Resistensi pakan
2. Resistensi penyapu: 300–800 N/unit
3. Resistensi saluran: 500–1500 N
4.Perangkat lain (pembongkar tipe bajak, titik bongkar, dll.)
4.5 Hambatan Angkat, FSt
Bila H > 0 (pengangkutan menanjak), tegangan meningkat;
ketika H < 0 (pengangkutan menurun), tegangan berkurang.
4.6 Resistansi Pengembalian, FR
ISO secara khusus menekankan bahwa bagian ini tidak dapat diabaikan. Umumnya, m′Ru ≈ 0.5 × m′Ro.
4.7 TTotal Resistensi Lari, FU
Ini merupakan hambatan total yang harus diatasi oleh drum penggerak selama pengoperasian konveyor dalam kondisi tetap.
4.8 Faktor Gesekan, C
C = e(μ × α × π / 180)
Nilai tipikal:
μ = 0.35, α = 180° → C ≈ 3.00
μ = 0.40, α = 210° → C ≈ 3.46
Semakin besar nilai C, semakin besar gesekan antara roller dan permukaan sabuk, dan semakin kuat kemampuan anti selip.
4.9 Ketegangan Sisi Kendur, F₂
ISO 5048 menetapkan bahwa tegangan tepi kendur tidak boleh kurang dari persentase tertentu dari kekuatan sabuk konveyor yang terukur untuk mencegah selip.
Dimana Sr merupakan nilai kekuatan tarik terukur per satuan lebar (N/mm).
4.10 Ketegangan Sisi Ketat, F₁
Ini adalah tegangan tetap maksimum pada outlet rol penggerak.
4.11 Daya, P
P =
FU × v
1000
Jika kita mempertimbangkan efisiensi transmisi mekanis η:
4.12 Ketegangan Sabuk Maksimum, Fmax
Bila konveyor memiliki bagian cekung atau melengkung:
Jika tata letaknya dalam garis lurus, dapat disederhanakan menjadi:
4.13 Pemeriksaan Kekuatan Sabuk, K
- SF = Faktor Keamanan (EP: 8–10, NN: 7–9, ST: 6–7)
- B = Lebar Sabuk (mm)
- Sr = Kekuatan Terukur Sabuk Konveyor (N/mm)
Persyaratan Desain:
Sr ≥ K
SF = faktor keamanan (EP: 8–10, NN: 7–9, ST: 6–7)
Bila kondisi ini terpenuhi, maka kekuatan ban berjalan dipilih secara wajar.
4.14 Interpretasi Teknik
Dari sudut pandang teknik, keunggulan metode ISO adalah strukturnya yang lengkap, logika perhitungan yang terpadu, dan validasi silang hasil.
Ia dapat menyediakan tiga jenis data kunci secara bersamaan:
- FU: Digunakan untuk daya penggerak dan pemilihan roller
- F2: Digunakan untuk desain perangkat penegang
- Fmax: Digunakan untuk verifikasi kekuatan sabuk konveyor
Dalam proyek EPC internasional yang saya ikuti, metode ini sering dianggap sebagai “bahasa universal”, karena memungkinkan desainer, supervisor, dan produsen untuk membahas rasionalitas ketegangan berdasarkan logika yang sama.
5. Metode CEMA: Pendekatan Amerika untuk Perhitungan Ketegangan Sabuk Konveyor
Di pasar Amerika Utara, desain konveyor umumnya mengadopsi standar CEMA (Conveyor Equipment Manufacturers Association).
Dokumen representatifnya adalah “CEMA Belt Conveyors for Bulk Materials,” yang sering disebut sebagai CEMA Belt Book.
Dibandingkan dengan ISO, metode CEMA lebih pragmatis: tidak mengejar pemodelan fisik yang lengkap, tetapi menggunakan pendekatan tegangan komponen empiris sebagai intinya,
menghitung tegangan sabuk efektif yang diperlukan (Te) dengan mengelompokkan dan menjumlahkan resistansi berbagai bagian.
5.1 Kerangka Perhitungan Dasar CEMA
CEMA membagi ketegangan seluruh konveyor menjadi empat komponen utama:
TE =TL + TH + TX + TY
| catatan | Arti |
| TL | Mengoperasikan resistensi gesekan |
| TH | Resistensi angkat |
| TX | Hambatan tambahan (pengikis, saluran pakan, dll.) |
| TY | Ketahanan khusus (tekukan, jatuhnya material, percepatan, dll.) |
TE (Tegangan Efektif) adalah tegangan total yang diperlukan agar sistem dapat beroperasi.
Tidak seperti metode integrasi sepotong-sepotong ISO, CEMA dengan cepat menghitung resistansi utama menggunakan koefisien tertimbang, membuatnya lebih cocok untuk pemilihan cepat atau fase desain awal.
5.2 Logika Perhitungan untuk Setiap Item
(1) Tahanan Gesekan (TL)
TL = f × P × ( LB + WM )
- f: Koefisien gesekan (0.02–04)
- WB: Berat satuan ban berjalan (lb/ft atau kg/m)
- WM: Berat satuan bahan
Ini biasanya mencakup 60%–70% dari total ketegangan.
(2) Resistensi Angkat (TH)
TH = T × ( LB + WM )
Perubahan energi potensial yang diangkut pada lereng menanjak atau menurun sesuai dengan perubahan energi potensial.
(3) Resistensi Aksesori (TX)
Digunakan untuk menghitung resistansi tambahan peralatan seperti penyapu, saluran pakan, dan pembongkar tipe bajak.
Biasanya diberikan oleh lembar data empiris (300–800 N/buah).
(4)Resistensi Khusus (TY)
Ini termasuk resistansi percepatan dan resistansi kurva, yang digunakan untuk mengoreksi fluktuasi tegangan transien selama permulaan.
5.3 Hubungan Ketegangan Antara Sisi Kencang dan Sisi Kendur
CEMA dan ISO keduanya menggunakan persamaan Euler untuk menggambarkan kapasitas traksi drum penggerak:
T1 - T2 =TE
T1 / T2 = e(μ × α)
Namun, dalam aplikasi praktis, CEMA lebih berfokus pada nilai kontrol minimum T2.
Rekomendasi Standar:
T2 ≥ 0.10 × Sr × B
Dengan kata lain, tegangan tepi longgar harus setidaknya 10% dari kekuatan sabuk.
Koefisien empiris ini lebih konservatif daripada ISO (8% untuk EP/NN, 6% untuk ST) dan lebih cocok untuk sistem pertambangan dengan siklus mulai-berhenti yang sering atau beban berat.
5.4 Perhitungan Ganda Tegangan Awal dan Tegangan Tetap
CEMA secara khusus menekankan dua kondisi operasi yang berbeda:
1.Steady-State (Berjalan Normal) — Ketegangan efektif selama operasi konveyor dalam keadaan stabil.
2. Memulai (Fase Akselerasi) — Ketegangan sementara selama fase awal.
Rekomendasi CEMA:
TE,mulai =Ks × TE, lari
Dimana K8 adalah koefisien awal, biasanya diambil sebesar 1.3–1.5.
Artinya, selama proses permulaan, tegangan sistem mungkin 30%–50% lebih tinggi daripada selama operasi normal.
Oleh karena itu, koefisien ini harus dipertimbangkan selama desain dan pemilihan, terutama dalam memverifikasi daya motor, sudut lilitan rol, dan kekuatan sambungan.
5.5 Persyaratan Pengalaman untuk Ketegangan Penerimaan
CEMA juga memberikan nilai empiris untuk pretensi minimum dari perangkat penegang:
Tmengambil ≥ 0.10 × Sr × B
“Aturan 10%” ini merupakan inti dari metodologi CEMA.
Memastikan gesekan yang cukup antara sabuk konveyor dan rol penggerak dalam semua kondisi pengoperasian untuk mencegah selip.
Dalam proyek pertambangan Amerika Utara, ini hampir menjadi aturan default.
5.6 Keuntungan Praktis CEMA
Dari pengalaman teknik saya, keuntungan terbesar CEMA adalah:
- Perhitungan intuitif dan cepat: ideal untuk desain awal dan pemilihan;
- Sistem data yang matang: mencakup sejumlah besar parameter peralatan standar AS (idler, penyapu, drum);
- Faktor keamanan konservatif: keandalan yang lebih tinggi saat sering menyala-mati atau dalam lingkungan berdebu.
Namun, hal ini juga memiliki keterbatasan—
CEMA mengasumsikan distribusi linear resistansi sistem, membuatnya tidak cocok untuk jarak yang sangat jauh, lereng yang sangat curam, atau kondisi kerja khusus (DIN 22101 direkomendasikan untuk proyek semacam itu).
5.7 Perbedaan antara CEMA dan ISO
| Item perbandingan | Metode ISO | CEMA metode |
| Inti Logika | Pemodelan fisik + analisis resistensi komprehensif | Metode koefisien empiris sub-item |
| Skenario yang Berlaku | Proyek industri internasional, konveyor jarak jauh | Metode koefisien empiris sub-item |
| Konten perhitungan | Keseimbangan Ketegangan + Kekuatan | Ketegangan adalah faktor utama |
| Batas bawah tegangan tepi longgar | 6–8% × Sr × B | 10% × Sr × B |
| Koefisien awal | Opsional (Analisis Dinamis) | Harus dipertimbangkan (1.3–1.5) |
| keuntungan | Ketertelusuran yang tepat | Cepat, stabil, dan aman |
Di Amerika Utara, saya sering memberi tahu tim pemeliharaan satu hal:
"Jika sabuk selip, mulailah dengan ketegangan—bukan dengan tenaga." Inilah filosofi CEMA: selesaikan sebagian besar masalah konveyor dengan kontrol ketegangan yang tepat, bukan dengan tenaga motor yang lebih besar.
6. DIN 22101 Metode Perhitungan Ketegangan Sabuk Konveyor
Di antara tiga standar internasional utama, DIN 22101 memiliki model matematika yang paling lengkap dan rincian yang paling ketat.
Ini secara praktis mendefinisikan kerangka kerja standar industri untuk “perhitungan tegangan ban berjalan,” dan digunakan secara luas, terutama dalam desain konveyor jarak jauh dan kekuatan tinggi sabuk kabel baja.
Dalam proyek nyata, saya sering mengatakan:
“Jika Anda perlu mengetahui secara pasti seberapa besar gaya yang ditanggung oleh ban berjalan, gunakan DIN 22101.”
Karena tidak hanya menghitung “tegangan total”, tetapi juga menguraikan semua sumber gaya langkah demi langkah.
6.1 Logika Dasar Perhitungan
DIN membagi total resistansi sistem menjadi tiga bagian utama:
Fu =Fh + FN ± Fst
| catatan | Arti |
| Fh | Resistensi Primer |
| FN | Resistansi Sekunder (untuk pembersih, saluran pakan, dll.) |
| Fst | Resistensi angkat |
Inti dari langkah ini adalah menghitung gaya keliling F_u yang diperlukan untuk menggerakkan roller menggunakan parameter geometri, parameter massa, dan koefisien gesekan; yaitu, nilai gaya penggerak yang diperlukan saat sistem benar-benar berjalan.
6.2 Perhitungan primer Perlawanan
Resistansi primer merupakan komponen terbesar dalam pengoperasian konveyor. Rumus DIN adalah sebagai berikut:
Fh = f × L × g × [ qR + qG + ( 2qB + qG ) × cos δ ]
- f: Koefisien gesekan (biasanya 0.02–0.04)
- L: Panjang horizontal konveyor (m)
- g: Percepatan gravitasi (9.81 m/s²)
- QB: Massa bahan per satuan panjang (kg/m)
- qG: Massa sabuk konveyor per satuan panjang (kg/m)
- qR: Massa bagian yang berputar per satuan panjang (kg/m)
- δ: Sudut kemiringan (°)
Bagian ini mencerminkan gesekan sabuk konveyor pada penggerak dan hambatan terhadap pergerakan material, dan merupakan dasar perhitungan seluruh sistem.
6.3 Perhitungan Resistansi Tambahan
DIN tidak menyediakan rumus terpadu untuk resistansi tambahan, melainkan menyediakan serangkaian nilai empiris yang umum.
Barang-barang umum dan nilai-nilai tipikal adalah:
| Barang | Nilai Khas (N) | Deskripsi |
| Resistansi Umpan ( Fmakanan) | ( QB \kali v2 ) | Energi yang dibutuhkan untuk mempercepat material ke kecepatan sabuk |
| Ketahanan Pengikis ( Fpengikis) | 300-800 | Per pengikis |
| Tahanan Rok ( Frok) | 500-1500 | Per bagian rok |
| Resistensi Lainnya ( Fbajak ) | Ditentukan oleh peralatan | Bongkar tipe bajak atau perangkat anti-deviasi |
Jumlah:
FN = Σ Fi
Dalam bidang teknik, jika data rinci tidak tersedia, maka cara berikut ini umumnya digunakan:
FN=0.03 ~ 0.05 x Fh
6.4 Resistensi Angkat
Ketika terdapat perbedaan ketinggian pada konveyor, komponen gravitasi material dan sabuk akan secara langsung mempengaruhi distribusi tegangan:
Fst = H × g × ( qB + qG )
- H>0: Menanjak → Peningkatan resistensi
- H<0: Turunan → Aliran terbantu
Faktor ini secara langsung menentukan arah permintaan daya konveyor dan merupakan kunci untuk membedakan antara desain “menanjak” dan “menurun”.
6.5 Perhitungan Gaya Keliling
Menurut rumus di atas:
Fu =Fh + FN ± Fst
Hasilnya merupakan nilai gaya penggerak efektif (dalam N) yang diperlukan untuk menggerakkan roller.
Ini adalah “simpul inti” dari keseluruhan sistem perhitungan; semua distribusi tegangan, pemilihan, dan analisis daya selanjutnya berputar di sekitarnya.
6.6 Perhitungan Koefisien Euler
Sudut lilitan dan gesekan rol penggerak menentukan kemampuan transmisi torsi sabuk konveyor.
DIN menggunakan persamaan Euler–Eytelwein klasik:
C = e(μ × αrad )
μ: Koefisien gesekan antara permukaan roller dan sabuk (0.30–0.40)
α: Sudut penutup (radian) =αrad =deg × π / 180
Contoh perhitungan:
- μ=0.35,α=180°⇒C≈3.00
- μ=0.40,α=210°⇒C≈3.51
6.7 Ketegangan Sisi Kendur Minimum
DIN menghitung tegangan sisi kendur minimum yang diperlukan untuk mencegah selip roller penggerak menggunakan koefisien Euler:
F2min =Fu / ( C - 1 )
Pentingnya langkah ini terletak pada penentuan apakah gaya gesek sistem cukup untuk mentransmisikan gaya keliling.
Jika tegangan sisi kendur aktual lebih rendah dari nilai ini, sistem akan mengalami selip atau perbedaan kecepatan sabuk.
6.8 Perhitungan Ketegangan Sisi Tegang
F1 =F2min + Fu
Ini merupakan gambaran tegangan operasi maksimum pada pintu keluar rol penggerak.
Nilai ini biasanya mendekati nilai puncak distribusi tegangan sabuk konveyor.
6.9 Ketegangan tambahan pada roller pengalihan
Ketika sabuk konveyor melewati beberapa rol pengalihan, tegangan tambahan juga harus dipertimbangkan:
Fzu = kzu × Fu
Di antara mereka, Kzu biasanya diambil sebagai 0.03–0.05, atau menggunakan nilai empiris (500–2000 N).
6.10 Tegangan Maksimum (Fmax)
Tegangan maksimum sistem adalah:
Fmax =F1 + Fzu
Bila diperluas, akan muncul sebagai berikut:
Fmax =Fu / (e(μ × α) - 1 ) + Fu + Fzu
Nilai ini digunakan langsung untuk pemilihan kekuatan sabuk konveyor dan verifikasi sambungan.
6.11 Pemilihan Sabuk Konveyor dan Faktor Keamanan
DIN menetapkan bahwa kekuatan sabuk konveyor yang dibutuhkan harus dihitung berdasarkan tegangan maksimum.
K = ( SF × Fmax ) / B
- K: Lebar pita yang dibutuhkan (N/mm)
- SF: Faktor keamanan (beban ringan 8, beban sedang 9, beban berat 10)
- B: Lebar sabuk (mm)
Kriteria penilaian:
Sr ≥ K
Sr melambangkan kekuatan terukur dari sabuk konveyor, yaitu kekuatan nominal mutu EP, NN, atau ST.
7. Cara Membandingkan Perhitungan Ketegangan Belt Konveyor dari ISO, CEMA, dan DIN
Selama fase desain proyek atau pemilihan sabuk, saya sering ditanya:
“Mengapa hasil dari ketiga standar tersebut berbeda?”
Sebenarnya ini bukan masalah algoritma yang benar atau salah, melainkan perbedaan dalam batasan perhitungan dan asumsi.
7.1 Perbedaan Logika Inti di Antara Ketiga Standar
| Item Perbandingan | ISO 5048 | CEMA | DIN 22101 |
| Jenis Metode | Model Mekanik + Koreksi Eksperimental | Metode Sub-item Empiris | Pemodelan Fisik + Perhitungan Segmentasi |
| Volume Data Masukan | Medium | Minimum | Maksimum |
| Konten Keluaran | Ketegangan + Kekuatan | Berfokus pada Ketegangan | Verifikasi Ketegangan + Daya + Kekuatan |
| Gunakan Kasus | Manufaktur Industri, Proyek Internasional | Tambang Amerika Utara, Sistem Jarak Pendek | Sistem Jarak Jauh, Lereng Curam, Kekuatan Tinggi |
| Ketepatan | ± 10% | ± 15% | ± 5% |
| Waktu Perhitungan | Medium | Cepat | Paling Lambat (Tapi Paling Komprehensif) |
ISO menempatkan penekanan lebih besar pada keseimbangan fisik; CEMA menekankan pengalaman lapangan; dan DIN paling ketat dalam hal faktor akurasi dan keselamatan.
Untuk benar-benar memahaminya, Anda harus melihat dengan jelas apa yang “diasumsikan” setiap standar saat menghitung tegangan.
7.2 Perbedaan Umum Hasil Perhitungan dari Tiga Standar
Mengambil konveyor umum sebagai contoh:
Panjang pengangkutan: L = 150 m
Kecepatan sabuk: v = 2.0 m/s
Massa material: m′G = 20 kg/m
Koefisien gesekan drum: μ = 0.35
Sudut bungkus: α = 180°
Lebar sabuk: B = 1000 mm
Kekuatan terukur: Sₙ = 1000 N/mm
Setelah perhitungan menggunakan ketiga standar tersebut, diperoleh hasil sebagai berikut (dengan asumsi operasi kondisi stabil):
| Barang | ISO | CEMA | DIN |
| FU(N) | 8,950 | 9,600 | 8,750 |
| F₂ (N) | 4,500 | 5,500 | 4,200 |
| F₁ (N) | 13,450 | 15,100 | 12,950 |
| F_maks (N) | 14,000 | 15,800 | 13,600 |
| daya P (kW) | 18.0 | 19.5 | 17.6 |
Rata-rata:
- Hasil CEMA adalah yang tertinggi (terlalu konservatif);
- Hasil DIN adalah yang paling akurat (model fisik paling lengkap);
- Hasil ISO berada di tengah (kuat, faktor keamanan sedang).
7.3 Perbedaan Faktor Keamanan Diantara Ketiga Metode
- SFiso =6∼9
- SFcema = 8 ~10
- SFdari = 7~ 10
CEMA biasanya menggunakan margin keamanan default yang lebih tinggi, sehingga lebih mengutamakan mutu kekuatan yang lebih tinggi untuk sabuk konveyor, yang meskipun lebih aman, lebih mahal.
DIN, di sisi lain, cenderung mengurangi cadangan keselamatan yang berlebihan melalui perhitungan yang tepat.
7.4 Dampak perbedaan parameter pada hasil
| Parameter Teknis | ISO | CEMA | DIN |
| Koefisien Gesekan μ | 0.30-0.40 | 0.35 | 0.32-0.40 |
| Faktor Keamanan SF | 6-9 | 8-10 | 7-10 |
| Koefisien Dinamis Ks | Opsional | Wajib | Opsional (Disarankan) |
| Ketegangan Kendur Minimum | ≥6–8% × Sr × B | ≥10% × Sr × B | ≥6–7% × Sr × B |
| Pertimbangan Startup | Lampiran Penjelasan Saja | Perhitungan Wajib | Sangat direkomendasikan |
7.5 Rekomendasi Aplikasi Praktis
- Pilih ISO: Saat menjalankan proyek ekspor atau desain multinasional, ini adalah standar yang paling mudah dikenali oleh organisasi internasional.
- Pilih CEMA: Jika sistem digunakan di pertambangan, jalur produksi agregat, atau oleh personel pemeliharaan yang familier dengan sistem Amerika.
- Pilih DIN: Ini adalah pilihan terbaik untuk sistem dengan jarak jauh, perubahan elevasi signifikan, kapasitas besar, atau beberapa bagian jalan masuk.
Dalam pengalaman saya dalam commissioning sistem, saya biasanya menyarankan hal berikut ini:
- ISO: Dasar perhitungan;
- DIN: Verifikasi kekuatan;
- CEMA: Referensi komisioning di tempat.
Menggunakan ketiganya dalam kombinasi mencapai keseimbangan terbaik antara teori dan praktik.
8. Cara Menyetel Ketegangan Sabuk Konveyor pada Peralatan Sebenarnya
Selama fase desain, kami menghitung ketegangan teoritis;
Namun, selama pengoperasian, tegangan aktual sabuk konveyor bergantung pada jenis perangkat penegang, keakuratan pemasangannya, dan metode perawatannya.
Penyesuaian tegangan yang benar secara langsung menentukan apakah sistem dapat beroperasi secara stabil.
Anda dapat menganggap bagian ini sebagai:
Dari “ketegangan yang dihitung” → menjadi “ketegangan yang dicapai pada peralatan”.
8.1 Tiga Metode Penegangan Utama
Dalam sistem konveyor industri saat ini, tiga metode penegangan utama digunakan:
| Jenis-jenis Ketegangan | Fitur | Skenario Umum |
| Ketegangan Gravitasi | Penyesuaian otomatis, respons halus | Konveyor jarak jauh, tambang, pelabuhan |
| Ketegangan Hidrolik | Kontrolabilitas tinggi, penyesuaian jarak jauh | Sistem start-stop frekuensi tinggi jarak pendek |
| Ketegangan Sekrup atau Winch | Biaya rendah, mudah dioperasikan, tetapi rentan terhadap kesalahan penyesuaian | Konveyor jarak pendek di pabrik, sistem sementara |
Ketiganya pada dasarnya mencapai hal yang sama:
Pertahankan ketegangan tepi yang longgar F2 Dalam batasan desain.
8.2 Logika Penyesuaian Ketegangan
Meskipun metode penyesuaian perangkat penegang yang berbeda bervariasi, prinsip intinya sama: mengendalikan ketegangan awal sabuk konveyor F0 .
Kisaran target umum adalah:
0.06 ≤ F0 / ( Sr × B ) ≤ 0.10
- F0: Tegangan awal (N)
- Sr: Kekuatan sabuk terukur (N/mm)
- B: Lebar sabuk (mm)
Dengan kata lain, tegangannya harus 6%–10% dari total kekuatan sabuk konveyor.
Kisaran ini mencegah selip tanpa menyebabkan kelelahan pada lapisan kain atau kawat baja akibat tegangan berlebih.
8.3 Gravitasi Ketegangan
Ini adalah metode pengencangan yang paling klasik dan stabil.
Massa beban sesuai dengan gaya tegangan awal dengan menggunakan rumus berikut:
L = ( 2 × F0 ) / G
- W: Massa penyeimbang (kg)
- g: Percepatan gravitasi (9.81 m/s²)
Langkah-langkah penyesuaian sebenarnya:
1.Tentukan nilai teoritis: F;
2.Hitunglah beban penyeimbangnya:W;
3. Sesuaikan tinggi kereta penyeimbang untuk memusatkan perjalanannya (umumnya, pemanfaatan perjalanan adalah 30%–70%);
4. Setelah uji coba tanpa beban, amati kecepatan sabuk dan arus motor. Jika terdapat tanda-tanda selip saat start-up, tingkatkan beban penyeimbang sebesar 5–10%.
Keuntungan:
- Secara otomatis mengkompensasi perubahan panjang sabuk;
- Tidak sensitif terhadap suhu dan pemanjangan;
- Hampir bebas perawatan.
kekurangan:
- Kebutuhan ruang yang besar;
- Struktur instalasi yang rumit.
8.4 Hidrolik Ketegangan
Pengencangan hidrolik menggunakan silinder hidrolik untuk memberikan tekanan konstan, sehingga menjaga ketegangan sabuk.
F0 = p × A
- P: Tekanan hidrolik sistem (Pa)
- A: Luas efektif silinder hidrolik (m²)
Metode penyesuaian:
1.Atur tegangan target F0
2.Hitung tekanan oli yang dibutuhkan berdasarkan diameter silinder;
3. Sesuaikan pengaturan katup pelepas;
4.Monitor secara real time melalui sensor tekanan selama pengoperasian.
Keuntungan:
- Akurasi tinggi, dapat disesuaikan secara real time;
- Mendukung kontrol otomatis (koneksi PLC).
kekurangan:
- Harga tinggi;
- Persyaratan pemeliharaan yang tinggi;
- Jika tekanan dilepaskan, hal itu dapat dengan mudah menyebabkan kendornya atau tergelincirnya benda secara tiba-tiba.
8.5 Pengambilan Sekrup atau Winch
Ini adalah cara yang paling umum tetapi juga termudah untuk membuat kesalahan.
Menyesuaikan perpanjangan sabuk konveyor ΔL dengan perpindahan sekrup:
F0 = E × A × ( ΔL / L )
- E: Modulus elastisitas ban berjalan (N/mm²)
- A: Luas penampang sabuk (mm²)
- L: Panjang konveyor (mm)
Dalam pengoperasian sebenarnya, banyak orang menyetel sekrup dengan perasaan, yang sering kali menyebabkan:
- Ketegangan tidak memadai → selip dan kendur;
- Ketegangan yang berlebihan → robeknya sambungan dan kelebihan beban bantalan idler.
Saran penyesuaian:
- Kontrol ΔL sesuai dengan nilai yang dihitung;
- Gunakan meteran tegangan atau kurva arus motor untuk penilaian tambahan;
- Lakukan kalibrasi kedua setelah memulai.
8.6 Kesalahan Penyesuaian Umum
| Operasi yang Salah | Konsekuensi Umum | Praktik yang Benar |
| Meningkatkan ketegangan secara membabi buta | Kelelahan sendi, delaminasi jaringan | Kontrol dalam rentang yang dihitung |
| Langkah geser tensioner terlalu rendah | Tidak dapat mengkompensasi perubahan panjang sabuk | Sesuaikan dengan titik tengah goresan |
| Mengabaikan perpanjangan sabuk | Kendur jangka panjang | Kalibrasi kedua setelah 24–72 jam operasi |
| Ketidaksejajaran roller tensioner | Ketidaksejajaran sabuk, keausan tepi | Periksa secara teratur paralelisme struktur tegangan |
Perhitungan yang akurat ≠ ketegangan yang tepat; stabilitas sejati datang dari penyesuaian yang benar dan pemantauan berkelanjutan.
9. Kesimpulan — Ketegangan Sabuk Konveyor Menentukan Keandalan Sistem
Ketegangan ban berjalan menentukan kestabilan operasi sistem konveyor.
Ini memengaruhi efisiensi penggerak, konsumsi energi, ketidaksejajaran sabuk, selip, dan umur sambungan.
Terlepas dari apakah metode DIN, CEMA, atau ISO digunakan, perhitungannya hanya bertujuan pada satu tujuan—mempertahankan tegangan dalam rentang yang benar.
Ketegangan yang benar berasal dari perhitungan ketegangan sabuk konveyor yang akurat, penyesuaian sabuk konveyor yang wajar, dan verifikasi berkelanjutan tentang cara memeriksa ketegangan sabuk konveyor.
Ketiga hal ini tidak dapat dipisahkan.
Pada akhirnya, konveyor sabuk tidak akan rusak secara acak.
Setiap kegagalan merupakan akibat dari ketegangan yang tidak tepat.
FAQ — Diskusi Profesional tentang Ketegangan Sabuk Konveyor