1. Chevron Konveyör Bandına Genel Bakış
1.1 İşlevsel Bir Tasarım: Chevron Konveyör Bantları Aslında Nedir?
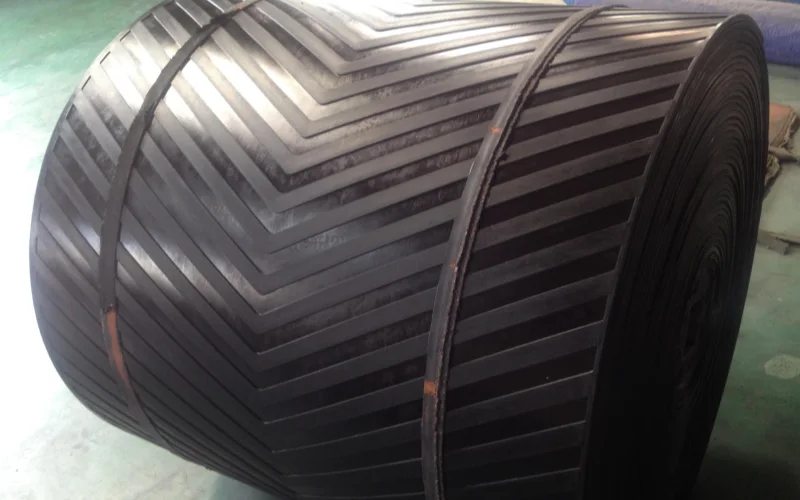
Toplu malzeme taşıma dünyasında, düz bant günlük sedanınız olabilir; ancak yol yokuş yukarı döndüğünde, tutunma gücü yüksek bir şeye yönelirsiniz. şerit konveyör bant yerini hak ediyor.
İle tasarlandı açılı kramponlar—usually shaped in V, U, or Y configurations—a şerit konveyör bant sağlar mekanik yardım nerede standart kayışlar yetersiz kalıyor. Bu yükseltilmiş profiller kozmetik değil; bunlar malzeme ve kayış arasında tasarlanmış arayüz, sürtünme oluşturarak gevşek parçacıkları ceplerine alır ve eğimlerde geri kaymaya karşı direnç gösterir.
Onları işlevsel kılan şey sihir değil, geometridir. Kramponlar, malzemenin doğal akışını kesintiye uğratarak yerçekimine karşı koyan mikro engeller oluşturur. Bunu kontrollü türbülans gibi düşünün: Kaymayı durduracak kadar direnç, ancak yine de harekete izin verir.
Bu tırtıklı yapı, kemerin verimli bir şekilde çalışmasını sağlar 40°'ye kadar eğim açılarıMalzeme türüne, nem içeriğine ve parçacık boyutuna bağlı olarak değişir. Buna karşılık, düz bantlar genellikle üretkenlik düşüşe geçmeden önce 18°-20° civarında maksimuma ulaşır.
Chevron kayışları çok çeşitli konfigürasyonlarda gelir:
- Krampon yükseklikleri: tipik olarak 5 mm ila 32 mm
- Bant genişliği: 300 mm'den itibaren 2400mm
- Malzeme seçenekleri: dayanıklılık için kauçuk, esneklik için PVC, özel ortamlar için PU
- Desen tasarımları: iri agregalar için açık V, ince veya yapışkan malzemeler için kapalı V veya U
Önemli olan sadece bir şeyleri yokuş yukarı hareket ettirmek değil; onları gerçek dünya koşulları altında hassas ve tutarlı bir şekilde kontrol edebilmektir.
![]()
1.2 Nerede Çalışır ve Neyi Ele Alır
A değeri şerit konveyör bant yer çekiminin sorun olduğu ve malzemenin kendisinin işbirliği yapmayı reddettiği ortamlarda belirginleşir.
Sektörlere göre inceleyelim:
Sektör | Malzeme Türü | Taşıma Zorluğu |
Madencilik | Islak kömür, cevher, nemli çakıl | Dik eğimlerde kayma ve malzeme geri çekilmesi |
Tarım | Gübre, soya fasulyesi, mısır | Saha sahalarında eğimli yükleme sırasında dökülme |
geri dönüşüm | Parçalanmış plastikler, kırık camlar | Malzeme saçılması ve düşük yoğunluklu kararsızlık |
Yapı | Çimento, kum, agregalar | Titreşim altında aşınma ve malzeme kayması |
Gerçek dünyadaki taşıma temiz veya öngörülebilir değildir. Yatay bir akış için hiç yer olmayan bir taş ocağında nemli kireç taşını 28° eğimle taşımanız gerekebilir. Ya da sürekli titreşen, kayan ve açı değiştiren mobil ekipmanlarla gübre taşımanız gerekebilir.
Bu durumlarda, şeritli kemerler daha güçlü oldukları için değil, daha dayanıklı oldukları için parlıyor. sürtünme kesinliği için tasarlanmıştırKilit tasarımı, kaotik akışı kontrollü harekete dönüştürür. Aksi takdirde yüksek bakım gerektiren, düşük verimli bir sistemi dengeler.
![]()
1.3 Düz Kayışlara Göre Gerçek Avantajı
Evet, şivron konveyör bantları Daha dik yokuşlarla başa çıkmak. Ama bu hikayenin sadece ilk yarısı.
Gerçek güçleri, dünyayı nasıl değiştirdikleridir. işletme dinamikleri Tüm taşıma hattınızın. Pratikte bunun anlamı şudur:
- Daha Dik Eğimler, Daha Az Altyapı
Açı limitleri 35°–40°'ye ulaştığında, konveyör uzunluğunu ve çerçeve yüksekliğini azaltırsınız; bu da daha az çelik, daha az kasnak ve daha küçük ayak izi anlamına gelir. - Aşırı Boyutlandırma Olmadan Daha Yüksek Verim
Geriye dönüşü en aza indirerek, bu kayışlar net malzeme akışını en üst düzeye çıkarmak, genellikle motor gücünü veya bant genişliğini değiştirmeden kapasiteyi %15-30 oranında artırır. - Enerji ve Gerilim Verimliliği
Doğru seçilmiş bir kramponlu kemer sadece taşımaz, aynı zamanda denge de sağlar. Bu, yüksek gerilim ihtiyacını azaltır ve geri kayan yüklerle birlikte gelen güç dalgalanmalarını önler. - Daha Öngörülebilir Bakım Döngüleri
Eğim toleranslarının sınırında çalışan düz kayışlar genellikle erken bozulur; aşınmadan değil, yanlış hizalama ve dengesiz yüklerin neden olduğu izleme sorunları. Chevron kayışları bu değişkenleri azaltarak, daha uzun hizmet ömrü ve daha az kapanma.
- Daha Dik Eğimler, Daha Az Altyapı
Yine de bunlar evrensel değil. Gerektiren uygulamalar için çift yönlü seyahat, ultra temiz ortamlar veya yüksek tozlu malzemeler için Chevron doğru tercih olmayabilir. Peki eğimli dökme sistemlerin %70'i için? En iyisi bu. uygun maliyetli ve dayanıklı bir seçim masanın üstünde.
![]()
2. Chevron Konveyör Bantlarının Avantajları ve Teknik Özellikleri
2.1 Desen Geometrisi: Doğru Krampon Şekli Mühendislik Başarınızın Yarısıdır
Bir üzerindeki şeritler şerit konveyör bant kauçuk çıkıntılardan daha fazlasıdır; sistemin kas hafızasıdırlar. Her bir krampon tipi, malzemelerin eğim, nem, titreşim ve hacim dalgalanmaları altında nasıl davranacağını belirler. Küçük bir yüzey tasarımı gibi görünen şey, aslında yük ve hareket arasında kritik bir arayüzdür.
Aşağıda, piyasada bulunan en yaygın krampon tasarımları listelenmiştir Tiantie SanayiHer desen belirli bir amaca hizmet edecek şekilde tasarlanmıştır. Hepsi mevcut üretim kataloğunun bir parçasıdır ve 10 ila 15 cm arasındaki yüksekliklerde üretilebilir. 2mm ve 45mmMüşteri ihtiyacına göre.
1. Açık V Deseni
Ezilmiş kireç taşı gibi serbest akışlı malzemeler için klasik açık açılı, çakılveya temiz kum. Minimum direnç, kuru ortamlar için idealdir.
| Kemer Genişliği (Mm) | Kol şeridi genişlik (Mm) | Diş Arası Boşluk arasında desen (Mm) | genişliği kemer kenar (Mm) | Kol şeridi yükseklik (Mm) | DW(mm) | genişliği kalıp (Mm) | |
| 750-1300 | 725 | 298 | 0-250 | 4.5 | 35 | 1495 | kalıp2 |
| 380 | 240 | 6 | 830 | kalıp5 | |||
| 800-1300 | 750 | 220 | 15 | 1490 | kalıp1 | ||
| 400-900 | 375 | 240 | 15 | 1105 | kalıp4 | ||
| 600 | 385 | 15 | 800 | kalıp6 |

2. Kapalı V Deseni
Gübre veya nemli cevher gibi daha küçük veya hafif nemli parçacıkları kavramaya yardımcı olmak için daha fazla yüzey teması. Daha yavaş deşarj, daha iyi kontrol.
| Kemer Genişliği (Mm) | Kol şeridi genişlik (Mm) | Diş Arası Boşluk arasında desenler (mm) | genişliği | Kol şeridi yükseklik (Mm) | DW (Mm) | genişliği kalıp (Mm) | |
| 0-800 | 400 | 150 | 5 | 25 | 800 | ||
| 0-1600 | 1600 | 150 | 5 | 1700 | |||
| 0-1600 | 1600 | 95 | 0 | 6 | 11 | 1700 | |
| 0-1400 | 1370 | 110 | 8 | 11 | 1400 | ||
| 0-1400 | 1480 | 0 | 8 | 1500 | |||
| 0-1400 | 1370 | 250 | 10 | 15 | 1400 | ||
| 1200 | 0-150 | 10 | 1400 | ||||
| 1200 | 15 | 1400 | |||||
| 1000 | 990 | 160 | 5 | 15 | 1100 | ||
| Kemer Genişliği (Mm) | Kol şeridi genişlik (Mm) | Diş Arası Boşluk arasında desen (Mm) | genişliği kemer kenarı (Mm) | Kol şeridi yükseklik (Mm) | DW(mm | genişliği kalıp (Mm) | |
| 0-650 | 380 | 250 | 15 | 15 | 650 | kalıp C15 (Her ikisi de açık hem de kapatd seçenekns vardır müsait(ble.) | |
| 0-800 | 600 | 250 | 15 | 15 | 800 | ||
| 0-1200 | 750 | 250 | 15 | 15 | 1200 | ||

3. U Deseni
Talaş veya biyokütle gibi gevşek malzemeler için cepler oluşturur. Kararsız akış hızları veya tutarsız yığın yoğunluğu için uygundur.
| Kemer Genişliği (Mm) | Kol şeridi genişlik (Mm) | Diş Arası Boşluk arasında desen (Mm) | genişliği kemer kenar (Mm) | Kol şeridi yükseklik (Mm) | DW(mm) | EW(mm | |
| 500~800 | 450 | 225 | 0~300 | 25 | 15 | 25 | kalıp1 |
| 800~1400 | 750 | 0~600 | 25 | 15 | 25 | kalıp2 | |
| 600~800 | 550 | 0~250 | 25 | 15 | 25 | kalıp3 | |
| 1550 | 890 | 220 | 330 | 25 | 15 | 25 | kalıp4 |

4. Y Deseni
Düşük akış kesintisiyle merkezi yönlendirme. Mobil bant sistemlerinde veya değişken hızlı eğimli hatlarda en iyi sonucu verir.
| Kemer Genişliği (Mm) | Kol şeridi genişlik (Mm) | CP(mm | genişliği kemer kenar (Mm) | Kol şeridi Yükseklik (Mm) | DW(mm) | EW(mm) | kalıp1 |
| 600~800 | 500 | 175 | 0~550 | 20 | 15 | 25 | |
| 750 | 32 | 1500 | kalıp2 | ||||
| 1400 | 800 | 220 | 0-300 | 32 | 12 | 1500 | kalıp3 |

5. İçbükey Desen
Çivi yüzeyindeki hafif girinti, hafif ve havalandırılmış malzemelerin kontrol edilmesine yardımcı olur. Uçucu kül, hafif tozlar veya işlenmiş un için yaygındır.
| Kemer Genişliği (Mm) | Şevron Genişliği (Mm) | Diş Arası Boşluk arasında desen (Mm) | içbükey model (Mm) | En geniş kalıp (Mm) |
| 0-1600 | 1150 | 85mm | 2 | 1700 |
6. UT Tipi Desenli
Kare kramponlar, sıkıştırılmış, yoğun yükleri minimum sıçrama ile tutar. Uçucu kül veya kalsine taş için idealdir.
| Kemer Genişliği (Mm) | Kol şeridi genişlik (Mm) | Diş Arası Boşluk arasında desen (Mm) | genişliği kemer kenar (Mm) | Kol şeridi yükseklik (Mm) | DW(mm) | EW(mm) |
| 800~1350 | 750 | 175 | 0~550 | 25 | 15 | 25 |

7. HY Desenli
Düzensiz parçalar için genişletilmiş Y yapısı: lastik hurdası, kablo demetleri veya karışık çöpler.
| Kemer Genişliği (Mm) | Kol şeridi genişlik (Mm) | Diş Arası Boşluk arasında desen (Mm) | genişliği kemer kenar (Mm) | Kol şeridi Yükseklik (Mm) | DW(mm) | EW(mm) |
| 400~700 | 425 | 250 | 0~300 | 15 | 10 | 15 |

8. UY Desenli
Hacim tutma ve yön kontrolünü birleştirir; değişken nem ve kütleye sahip hammaddeleri işler.
| Kemer Genişliği (Mm) | Kol şeridi genişlik (Mm) | Diş Arası Boşluk arasında desen (Mm) | genişliği kemer kenar (Mm) | Kol şeridi Yükseklik (Mm) | DW(mm) | EW(mm) | Genişlik kalıp |
| 500-650 | 430 | 330 | 30 | 17 | 10 | 17 | 650 |
| 650-800 | 640 | 330 | 30 | 17 | 15 | 17 | 800 |
| 800-1400 | 800 | 330 | 30 | 17 | 1400 |

9Çoklu V Deseni
Küçük parçacıkların hızlı geçişi için sıkı, tekrarlayan Vs. Yüksek bant hızında granül sürüklenmesini kontrol eder.
| Kemer Genişliği (Mm) | Kol şeridi genişlik (Mm) | Diş Arası Boşluk arasında desen (Mm) | genişliği kemer kenar (Mm) | Kol şeridi Yükseklik (Mm) | DW(mm) | SÜTUN | kalıp1 |
| 500-1600 | 1550 | 65 | 0~25 | 6 | 8 | 10 | |
| 500-1400 | 1360 | 65 | 5 | 8 | 10 | kalıp2 |

10Bağlantılı V Deseni
Islak veya yuvarlanan malzemeleri tutmak için sürekli şerit duvar. Yüksek açılarda formunu korur.
| Kemer Genişliği (Mm) | Kol şeridi genişlik (Mm) | Diş Arası Boşluk arasında desen (Mm) | genişliği kemer kenar (Mm) | Kol şeridi Yükseklik (Mm) | VWidth | uzunluğu kalıp (Mm) | kalıp1 |
| 500-1350 | 1350 | 17 | 0 | 2 | 55 | 2300 | |
| 500-1300 | 1300 | 18 | 0 | 3 | 2300 | kalıp2 |

11Noktalı Desen
Paketleme veya yumuşak ürünler için düşük profilli noktalar. Koli, karton ve çanta taşımada yaygındır.
| Kemer Genişliği (Mm) | Kol şeridi genişlik (Mm) | Diş Arası Boşluk arasında desen (Mm) | genişliği kemer kenar (Mm) | Kol şeridi Yükseklik (Mm) | DW(mm) | genişlik | kalıp1 |
| 600-850 | 590 | 50 | 190 | 8 | 30 | ||
| 690-900 | 690 | 18 | 0 | 3.5 | 22 | kalıp2 | |
| 690-700 | 690 | 80 | 0 | 5 | kalıp3 |

12. “一” Deseni
Bant genişliği boyunca uzanan basit yatay çubuklar. Paketlerin kaymasına karşı hafif direnç sağlar.
| Kemer Genişliği (Mm) | Kol şeridi genişlik (Mm) | Diş Arası Boşluk arasında desen (Mm) | genişliği kemer kenar (Mm) | Kol şeridi Yükseklik (Mm) | DW(mm) | Genişlik kalıp (Mm) | kalıp1 |
| 400-700 | 700 | 400 | 0 | 15 | 800 | ||
| 500-800 | 475 | 330 | 0-162 | 30 | 900 | kalıp2 | |
| 550-900 | 530 | 753 | 0-140 | 45 | 18 | 1000 | kalıp3 |
| 1000 | 1000 | 0 | 10 | 1000 | kalıp4 |

13. Çapraz Desen
Akışı çapraz olarak yönlendirir. Yan besleme veya ofset şut malzemesinin hizalanması için kullanılır.
| Kemer Genişliği (Mm) | Kol şeridi genişlik (Mm) | Diş Arası Boşluk arasında desen (Mm) | genişliği kemer kenar (Mm) | Kol şeridi Yükseklik (Mm) | DW(mm) | Genişlik kalıp (Mm) |
| 800 | 830 | 55 | 0 | 9 | 10 | 910 |

14Çapraz Desenli
Posa veya parçalanmış kumaş gibi lif açısından zengin yükler için iç içe geçmiş ızgara. Akışı yavaşça yavaşlatır.
| Kemer Genişliği (Mm) | Kol şeridi genişlik (Mm) | Diş Arası Boşluk arasında desen (Mm) | genişliği kemer kenar (Mm) | Kol şeridi Yükseklik (Mm) | DW(mm) | Genişlik kalıp (Mm) |
| 650-700 | 650 | 250 | 0-50 | 13 | 10 | 800 |

15. Elmas Desen
Düz yüzeyli elmas üniteler, tutuşu korurken yapışmayı azaltır. Nemli inşaat malzemeleri için mükemmeldir.
| Kemer Genişliği (Mm) | Kol şeridi genişlik (Mm) | Diş Arası Boşluk arasında desen (Mm) | genişliği kemer kenar (Mm) | Kol şeridi Yükseklik (Mm) | DW(mm) | Genişlik kalıp (Mm) | kalıp1 |
| 480 | 0-210 | 1000 | |||||
| 1000 | 0 | 1000 | kalıp2 |

16Dairesel Desen
Yükseltilmiş yarım küreler hassas yükler için dengeli kavrama sağlar. Elektronik ve gıda lojistiğinde yaygın olarak kullanılır.
| Kemer Genişliği (Mm) | Kol şeridi genişlik (Mm) | Diş Arası Boşluk arasında desen (Mm) | genişliği kemer kenar (Mm) | Kol şeridi Yükseklik (Mm) | DW(mm) | Genişlik kalıp (Mm) |
| 500-1000 | 490 | 90 | 0-255 | 35 | 1100 |

2.2 Krampon Yüksekliği Sınıflandırması: 6 mm'nin Dönüm Noktası Olduğu Yer ve Aralığı Neden Göz Ardı Edemezsiniz?
Bir kramponun yüksekliği şerit konveyör bant sadece eğimle ilgili değildir; kayış sertliğini, kasnak çapını, enerji kullanımını ve bakım kesintilerini doğrudan etkiler. Tiantie Sanayi, krampon yükseklikleri şu aralıklardadır: 2 mm'den 45 mm'ye kadar, her aralıkta açıkça tanımlanmış davranışlarla.
Hadi parçalayalım:
2–6 mm: Yüzey Kontrol Aralığı
Bunlar çoğunlukla 15°'den az eğimlerde paket, gıda veya çanta taşımada kullanılan düşük profilli kramponlardır.
Basit sıkıştırma vulkanizasyonu ile üretilen bu ürünler, fiziksel malzeme tutuşundan çok doku sunar.
6–8 mm: Geçiş Bölgesi
İşte bu noktada takozlar yapısal bileşenler gibi davranmaya başlar. Takoz şekline bağlı olarak, kayışlar burada kalıp ekleri veya segmental takımlar gerektirebilir.
6 mm+'da kayış geri kaymaya karşı aktif olarak direnç göstermeye başlar. gerçek eğimli taşıma işlevselliğinin başlangıcı.
Daha sonraki bölümlerde, 6 mm'nin üzerindeki kayışların neden sıklıkla özel ekleme kalıplarına ihtiyaç duyduğunu ve bakımın bu gereksinimleri atlaması durumunda ne olacağını inceleyeceğiz.
8–10 mm: Esneklik-Gerilim Dengeleme Bölgesi
Bu seri, kavrama ve esneklik arasında ince bir çizgide ilerler. 9 mm'lik bir krampon gerginliğe dayanıklı olmalı, ancak aynı zamanda dar dönüş yollarından da geçebilmelidir.
Özellikle şurada popülerdir: depo hatları, tarım yükleyicileri, ve kompakt konveyör sistemleri kasnakların daha küçük olduğu yerler.
10–20 mm: Endüstriyel Standart Bölgesi
Bu, dökme malzeme taşımacılığının özüdür. Madencilik, çimento, tahıl ve agrega faaliyetleri, eğimler arasında bu aralıktaki kramponlara güvenir. 18 ° ve 30 °.
Bu sınıftaki kemerlerin çoğu çok katlıve seramik kaplamalı ve kazıyıcı destekli kasnaklar gerektirir.
20–25 mm: Orta Düzey Ağır Hizmet Tipi
İnce ve orta hacimli malzemelerin tutarsız davrandığı durumlarda kullanılır. Nemle karışmış kömürü veya kil ile karışmış ham cevheri düşünün.
Bu kayışlar güçlendirilmiş takoz tabanı tasarımına ihtiyaç duyar ve sıklıkla değişken besleme basıncı altında çalışır.
25–35 mm: Ağır Hizmet Tipi Toplu Taşıma
Eğimlerin ötesinde yetenekli 35 °Bu aralık, çoğu madencilik sınıfı kayışı içerir. Bu yükseklikte malzeme geri çekilmesi yapısal bir sorun haline gelir.
Sık sık kenar takip ayarlamaları ve daha güçlü uç destekleri bekleyin.
35–40 mm: Agresif Eğim Sistemleri
Eğim neredeyse dikey hale geldiğinde kullanılmak üzere tasarlanmıştır. Yapışkan, ıslak veya katmanlı malzemelere ihtiyaç vardır ekstra uzun kramponlar Geri akışı önlemek için.
Bu aralıkta kayışların yüksek sıcaklıkta bağlanması, özel temizleme kafaları ve yük dengeleyici makaralara ihtiyacı vardır.
40–45 mm: Sisteme Özgü Ekstrem Durumlar
Bunlar standart kayışlar değil; tasarlanmış sistemlerin bileşenleridir. Yatay geçişlere yer olmayan taş ocaklarında, limanlarda veya maden kuyularında kullanılırlar.
Her bir krampon aslında bir kürek bıçağıdır. Ekleme, gerginlik ve çerçeve özelliklerinin tümü özel olarak belirlenmelidir.
2.3 Bant Genişliği ve Yapısal Etkileşim: Neden Daha Geniş Her Zaman Daha İyi Değildir?
Konveyör mühendisliği dünyasında, bant genişliğini artırmanın kapasite sorunlarını çözeceğine inanmak caziptir. Sonuçta, daha geniş bir şerit konveyör bant dakikada daha fazla malzeme taşıması gerekir, değil mi?
Ancak pratikte, genişliğin artması, doğrusal olmayan komplikasyonlar—özellikle de kilit geometrisi, eğim açısı ve yük davranışı birlikte dikkate alınmadığında.
Tiantie Sanayi genişliklerde chevron konveyör bantları üretmektedir 300mm için 2400mmAncak her kategorinin kendine özgü yapısal sonuçları vardır.
300 mm–600 mm Kayışlar: Kompakt, Mobil Uygulamalar
Bu seri, tarım, hafif paketleme hatları ve mobil tarla konveyörlerinde yaygın olarak kullanılır. Daha küçük ayak izi ve daha hafif yükler nedeniyle, bu bantlar genellikle 8 mm'den küçük, açık veya çoklu V desenlerine sahip takozlar kullanır.
Buradaki zorluklar esneklik ve motor gücü verimliliği etrafında dönüyor. Bu genişlikte çok sert bir kayış, özellikle de kramponlar normalden büyükse, aşırı gerginliğe ve kenar kıvrılmasına neden olabilir. kemer kalınlığı.

800 mm–1400 mm Kayışlar: Endüstriyel Orta Sınıf
Bu, madencilik, tahıl terminalleri ve çimento fabrikaları gibi birçok endüstri için ideal bir noktadır. Bu bantlar gerçek tonaj taşır ve genellikle 1000 ila 15000 kg arasında değişen takoz yükseklikleri içerir. 10mm ve 25mmAkış tutarlılığı ve geri alma riskine göre seçilen desenlerle.
Bu genişliklerde, kasnak gecikmesi, kazıyıcı montajı ve dönüş silindiri tasarımı önem kazanır. Yanlış hizalanmış bir kazıyıcı, kilitlerin erken aşınmasına neden olabilir. Bu boyutta bir kayış, düzgün yem dağılımıveya sürüklenme ve eşit olmayan krampon yorgunluğu riskiyle karşı karşıya kalırsınız.
![]()
1600 mm–2400 mm Kayışlar: Ağır Hizmet Tipi Özel Sistemler
Burada, şevron konveyör bandı daha büyük bir malzeme taşıma mimarisinin parçası haline gelir. Bu bantlar, genellikle dış mekan veya yüksek nemli operasyonlarda 30-40° eğimler için uzun takozları (30-45 mm) destekler.
Daha geniş kayışlar, en ufak bir hatayı bile artırır. Kuyruk kasnağında 5 mm'lik bir hizalama hatası, birkaç hafta içinde kenar aşınmasına veya kilit tabanının ayrılmasına neden olabilir. Silindirler arasındaki kayış sarkması, genişlikle birlikte katlanarak artar, bu nedenle bu sistemler genellikle yakın aralıklı gergi makaraları, gerilim sensörleri ve otomatik merkezleme üniteleri.
![]()
Sadece kramponun güçlendirilmesi gerekmiyor; aynı zamanda tüm destek sistemi.
2.4 Güç Verimliliği, Gerilim ve Gerçek Dünya Etkileri
Bir enerji profili şerit konveyör bant Uzun vadeli sistem işletiminde en çok göz ardı edilen maliyet değişkenlerinden biridir. Kilitler geri kaymayı azaltıp malzeme kontrolünü iyileştirirken, sürtünme, kayış esnemesi ve başlangıç torku konusunda da yeni hususlar ortaya koyar.
Azalmış Gerilim, Ancak Artmış Form Sürtünmesi
Tutuş için tamamen gerilim ve sürtünmeye dayanan düz kayışların aksine, şevron konveyör kayışı yokuş yukarı tutuş gücünün çoğunu kilitlerden alır. Bu, genel kayış gerginliğinin daha düşük olabileceği anlamına gelir; ancak kilitler, özellikle küçük tamburlarda, kasnak kavraması sırasında direnç oluşturur.
Eğer krampon yüksekliği 25 mm'yi aşarsa, kasnak çapları artırılmalıdır Kilit deformasyonunu ve yüzey soyulmasını önlemek için. Daha küçük kasnaklar, kilitlerin garip açılarda sıkışmasına neden olur, bu da aşınmayı hızlandırır ve çalıştırma sırasında motor direncini artırır.
Gerçek Sistemlerde Motor Yük Davranışı
Saha koşullarında, uzun çivili kemerler genellikle güç çekişindeki dalgalanmalar Hızlanma sırasında, özellikle de sabitken yüklendiğinde. Bunun nedeni, kramponların hem malzemeyi hem de tahrik kuvvetini aynı anda devreye sokması gerektiğidir.
Bu artışları en aza indirmek için, Tiantie sıklıkla şunu önerir:
- Daha iyi çekiş için kasnak seramik gecikmesi
- Nominal kayış mukavemetinin %75'inde ön gerilim
- Yüklemeden sonra kayışın gerilmesine ve yerleşmesine izin vermek için başlatma gecikmeleri
- Uzun eğimli yollarda yumuşak başlatmalı VFD'lerin (değişken frekanslı sürücüler) kurulumu
Doğru şekilde yapıldığında, şeritli konveyör bantları kullanan sistemler şu şekilde çalışabilir: %8–12 daha düşük ortalama enerji tüketimi aşırı gerilmiş düz kayışlarla karşılaştırıldığında—krampon direnci hesaba katılsa bile.
Dönüş Yolu Tasarımı ve Krampon Yönetimi
Yukarı çıkan her şey aşağı inmek zorundadır ve kramponlar dönüş tarafında kaybolmaz. Şevronlu bir konveyör bandında, yükseltilmiş kramponlar düzleştirmeyin dönüşte düz bir kemer gibi. Fiziksel olarak barındırılmaları veya yönetilmeleri gerekiyor.
Bunun anlamı:
- Geri dönüş silindirleri, kilit temasının önlenmesi için aralıklı olmalıdır
- Yaylı tutma silindirleri veya U şeklinde oluk silindirleri gerekli olabilir
- Bazı sistemlerde, arka taraf kemer kazıyıcıları kramponlara yapışan malzemeyi çıkarmak için kullanılır
- ≥30 mm kilitlere sahip kemerler için bazı sistemler ekler kılavuz rayları kemer konumunu sabitlemek ve ağırlık altında kilit kaymasını önlemek için
Tasarımın bu kısmını göz ardı etmek, kayışın erken bozulmasına davetiye çıkarır. Aşırı yüklenmiş bir dönüş silindiri ve kramponlarınız yırtılmaya başlar.daha gerçekleşmeden verimlilik kaybı olarak ortaya çıkan yavaş bir ölüm görünür hasar.
Maddi Davranış Her Şeyi Değiştirir
Teknik açıdan en doğru şevron konveyör bandı bile, malzemenin karakterine uymadığı takdirde başarısız olacaktır. Bu yüzden Tiantie mühendisler sıklıkla numune ister veya simülasyonlar çalıştırır; çünkü özellikler yeterli değildir, ancak Gerçek dünyadaki malzemeler veri sayfalarında göründükleri gibi davranmazlar.
Nemli kireçtaşı çamurları için 30 mm'de kapalı V tipi kelepçeler gerekebilir. Kuru mısır taneleri için ise sadece 12 mm'de U tipi kelepçeler gerekebilir. Yanlış eşleştirme şu anlama gelir:
- Kramponlar arasındaki malzeme çubukları
- Kramponlar eşit olmayan şekilde aşınıyor
- Kemer daha fazla güç çeker ancak daha az hacim taşır
Chevron konveyör bantları aşağıdaki gibi ele alınmalıdır: mühendislik ürünleri, katalog parçaları değil.

3. Eğim Açısı ve Malzeme Eşleşmesi
Doğru seçimi şerit konveyör bant Eğimli bir sistem sadece bir çıta ve genişlik seçmekle ilgili değildir. Asıl zorluk, yer çekimi tasarımınıza baskı yaptığında farklı malzemelerin nasıl davrandığını yönetmektir. Eğim açısı ve malzeme özellikleri bağımsız olarak çalışmaz; genellikle üretim durana veya kayışlar erken aşınana kadar fark edilmeyen şekillerde etkileşime girerler.
3.1 Malzeme Davranışı ve Eğilimi Anlamak: Sadece Laboratuvar Rakamlarına Güvenmeyin
Çoğu malzeme veri sayfasında bir "duruş açısı" belirtilir, ancak gerçek dünyadaki konveyörleri çalıştıran herkes, statik duruş ve canlı akışın iki farklı kavram olduğunu bilir. Bir gübre yığınının depoda durduğu açı, nemli koşullarda 1.2 m/s bant hızında 30° eğimde nasıl davranacağını size söylemez.
Asıl önemli olan şudur:
- Yığın yoğunluğu, krampon penetrasyonunu etkilerHafif malzemeler, özellikle hava akışı veya titreşim varsa, kramponların arasına kolayca yerleşmez.
- Nem içeriği her şeyi değiştirirKuru kömür, U şeklinde takozlarla 28° eğimde sorunsuz bir şekilde akabilir. Nem eklendiğinde ise çamura dönüşür ve tamamen farklı bir takoza ihtiyaç duyulur.
- Granül boyutu ideal krampon boşluğunu belirlerÇok dar olursa sıkışma olur. Çok geniş olursa geri sarma artar.
“Malzeme + eğim”i tek bir denklem olarak ele alırsanız, çoğu tedarik kararından bir adım önde olursunuz.
3.2 Krampon Mimarisinin Gerçek Dünya Eğim Kuvvetleriyle Uyumlaştırılması
Chevron profilleri herkese uymaz. 26°'de nemli kumda kullanılan aynı 25 mm Kapalı V tipi kilit, 18°'de kuru kumda kullanıldığında dökülmeye neden olabilir. Başarılı bir kayış seçimi, şunların eşleştirilmesi anlamına gelir:
- Eğim kuvveti
- Hareket halindeki malzeme kararlılığı
- Krampon yüksekliği + aralık + sertlik
İşte aramanız gerekenler:
- 30°'nin üzerindeki açılar için, geniş, yapılandırılmış profillere sahip 25 mm'nin üzerindeki kramponları kullanın—Bağlantılı V veya HY desenleri, yapışkan veya yapışkan malzemeler için iyi sonuç verir.
- 20–30°'deÇoğu standart profil (Y, Kapalı V veya UT) işe yarar, ancak yalnızca takoz aralıkları malzemenizin akış hızına uygunsa. Daha hızlı kayışlar = daha geniş aralıklar.
- 15° altında, kramponlar geri kaymaya karşı koymaktan ziyade yükü ortalamaya veya yönlendirmeye yarar. "一" veya Noktalı gibi düşük profilli desenler daha verimlidir ve temizlenmesi daha kolaydır.
Sıkça yapılan bir hata: Daha agresif bir krampon kullanmak her zaman performansı artırır. Aslında, aşırı temizleme Özellikle sıralar arasında sıçrayan kuru granüler malzemeler için akış tutarlılığını azaltabilir. Her zaman değerlendirin kemer hızı ve krampon ritmi.

3.3 Chevron Konveyör Bant Ne Zaman Kullanılmamalı ve Yerine Ne Kullanılmalı
Çok yönlülüğüne rağmen, bir şerit konveyör bant ya verimsizdir ya da tamamen uygunsuzdur. Çözüm, kalıplaşmış bir çözümü zorlamak değil; malzemeniz ve sürecinizle daha uyumlu bir yapıya geçmektir.
Arıza mekanizmasına göre inceleyelim:
❌ Senaryo 1: İnce Partiküller + Nem = Kademeli Krampon Tıkanıklığı
Çimento, uçucu kül veya higroskopik özelliklere sahip gübreler gibi endüstrilerde, ince parçacıklar genellikle çıta vadilerinin içine yapışır ve katman katman birikmeye başlar. Birikme başladığında, akış hızı düşer ve bakım maliyetleri artar.
Önerilen Alternatif:
Kontrollü besleme hızına sahip etekli düz bant
Neden: Pürüzsüz yüzey, malzeme sıkışmasını önler ve etekler yan dökülmeleri tutar. Eğim ≤18°'de akışı düzenlemek için ölçüm vidası veya bant besleyici ile birleştirin.
❌ Senaryo 2: Çift Yönlü Çalışma Gerektiren Sistemler
Çoğu şerit profili doğası gereği yönlüdür. Kayışın ters çevrilmesi, kilitlerin malzemeye karşı hareket etmesine neden olarak dökülme, sıkışma veya kilit hasarına yol açar.
Önerilen Alternatif:
Düz bant + modüler kılavuzlarya da
Çift yönlü kilit yapısına sahip modüler plastik zincir
Neden: Düz bantlar simetrik akışı destekler ve çift yönlü kanatçıklara sahip modüler zincirler, birikme riski olmadan tam ters yönde çalışmaya olanak tanır.
❌ Senaryo 3: Yıkama, Hijyenik veya Gıda Sınıfı Ortamlar
Yükseltilmiş çıtaların dezenfekte edilmesi zordur ve partikül veya sıvıları hapsedebilir. Gıda ve ilaç sektöründe bu durum HACCP veya FDA standartlarını ihlal edebilir.
Önerilen Alternatif:
Minimum profilli monolitik PU düz kayışlar
Açık menteşeli modüler plastik kayışlar
Neden: Düz bantlar CIP (Yerinde Temizleme) işlemine tabi tutulabilir; modüler bantlar yüksek basınçlı temizlik için sökülebilir. 12° ve daha az eğimli alanlarda kullanılabilir.
❌ Senaryo 4: Düzensiz Şekilli veya Darbeye Dayanıklı Yükleme
Geri dönüşüm veya atık sistemlerinde, kırılmış cam, metal hurdaları veya bükülmüş donatılar gibi malzemeler, yükleme sırasında takozlara takılarak hasar verebilir. Şevron profilleri eşit olmayan bir şekilde aşınır ve erken bozulur.
Önerilen Alternatif:
Çelik takviyeli kramponlu düz kemer or
Kova asansörleri / apron konveyörleri dik yokuşlar için
Neden: Çelik ekler yırtılmaya karşı dayanıklıdır ve kanatçıklı sistemler, krampon sürtünmesine güvenmeden pozitif malzeme tutuşuna izin verir.

Bu alternatiflerin her biri yalnızca geçici bir çözüm değil; aynı zamanda gerçek operasyonel kısıtlamalara optimize edilmiş yanıtlarŞevron konveyör bant seçimi asla varsayılan bir karar olmamalıdır. Teknik bir karar olmalıdır.
4. Chevron Konveyör Bantlarının Tasarımı ve Boyutları
4.1 Desen Geometrisi: Sadece Yükseltilmiş Kauçuk Değil, Yük Yönetim Araçları
Bir yüzey tasarımı şerit konveyör bant işlevsel bir sistemdir, dekorasyon değil. Desenin her açısı, yüksekliği ve hizalaması, eğim, nem ve titreşim altında malzeme kontrolüne katkıda bulunur.
- Desen açısı Malzemenin bant yüzeyiyle nasıl etkileşime gireceğini belirler. Açık geometriler ileri akışı desteklerken, sıkı veya kapalı oluşumlar geri yuvarlanmaya karşı direnç sağlar.
- Yükseltilmiş yapının yüksekliği Ne kadar kavrama sağlanacağını tanımlar. 10 mm'nin altındaki profiller yön rehberliği sağlar; 25 mm'nin üzerindekiler ise malzeme tutma yapıları görevi görür.
- Simetri Ağırlığın bant genişliği boyunca ne kadar eşit şekilde dağıtılacağını etkiler. Simetrik desenler, izleme kaymasını önlerken, asimetrik desenler düzensiz yüklerin merkezlenmesine yardımcı olur; ancak yalnızca yükleme noktanız hassassa.
Yanlış geometri, tutarsız akışa, geçişlerde aşırı yüklenmeye veya kayış kenarının erken aşınmasına neden olur.
4.1.1 Sürücü Sistemi Uyumluluğu: Geometri Güç Aktarımına Uygun Olmalıdır
İyi şekillendirilmiş bir yüzey deseni, tahrik konfigürasyonuyla hizalanmadığında sorun haline gelir. Daha yüksek eğimli kayışlarda, özellikle 20 mm'den fazla yükseltilmiş profiller kullananlarda, kayış ve kasnak arasındaki temas dikkatlice tasarlanmalıdır.
- Çok dar bir kasnak çapı Desen tepelerini sıkıştırarak erken deformasyona veya kısmi temasa neden olabilir. Bu durum, tork iletim verimliliğini azaltır.
- Sürüş sarma açısı kritik hale gelir. Kasnak, yükseltilmiş bir desenin yalnızca yarısına dokunursa, kayış kayması veya sıçraması meydana gelir. basınç silindirleri or taçlı kasnaklar Tutarlı bir tutuş sağlamaya yardımcı olur.
- Dengesiz yüzey geometrisi—tutarsız V hizalaması gibi— yanal kuvvet dağılımında yanlışlığa neden olabilir. Sonuç, izleme kayması veya çerçeve titreşimidir.
Keskin geçişlerin veya kısa adım desenlerinin olduğu uygulamalarda, kasnaklar üzerinde hareket ederken bozulmayı önlemek için kayışın hem uzunlamasına hem de enine yönlerde sertliğini artırmak genellikle gereklidir.
4.2 Malzeme Bileşimi: Kayış Yüzeyi Sadece Başlangıç
A şerit konveyör bant aşınmaya karşı direnç göstermekten daha fazlasını yapmalıdır; termal, kimyasal ve çekme stresi altında mekanik şeklini korumalıdır. Tiantie Industrial, operasyonel taleplere göre birden fazla yüzey ve gövde kombinasyonu sunmaktadır:
- Standart aşınmaya dayanıklı kauçuk (DIN Y veya Sınıf M) taş, çakıl ve kuru agrega ile çalışır.
- Yağa dayanıklı kauçuk (MOR veya DIN G) gübre, yem veya odun talaşı için gereklidir.
- Isıya dayanıklı bileşik (T1/T2 200°C'ye kadar) Klinker veya sıcak döküm kumu için kullanılır.
- Alev geciktirici kauçuk karşılar ISO 340 / DIN K Kapalı tesisler veya yeraltı alanları için.
Kimyasal uyumluluğun da temizlik prosedürünüze uygun olması gerekir. Örneğin, poliüretan katmanlarda narenciye bazlı yağ çözücülerin kullanılması zamanla delaminasyona neden olabilir.

4.3 Kemer Yapısı: İç Katmanlar Dış Desenleri Nasıl Taşır?
Desenli kemerler, taşıdıkları yükseltilmiş yüzeylerden kaynaklanan baskıya direnirken esnemeli, gerilmeli ve şekillerini korumalıdır. Bu da iç kemer yapısı dış profil kadar kritik.
- Tek katlı kumaşlar Mükemmel esneklik sağlar ve 8 mm'nin altındaki desenlerle en iyi şekilde eşleştirilir.
- Çok katlı tasarımlar(3–5 katman) Uzunlamasına mukavemeti artırır, 10–25 mm aralığında profillere sahip çoğu eğimli sisteme uygundur.
- Çapraz sertleştirilmiş kemerler Geniş veya hızlı çalışan sistemlerde izlemeyi sabitleyen enine sert katmanları içerir.
- Çelik kordon takviyeli kayışlar Özellikle ağır yük ve keskin eğimlerde, yükseltilmiş desenlerin 30 mm'yi veya bant genişliklerinin 1600 mm'yi aştığı durumlarda gereklidir.
Katman sayısı ve kumaş yönü de kasnak çapını etkiler. Daha sert kayışlar, desen tabanına yakın katlanmayı veya yüzey çatlamasını önlemek için daha büyük tahrik tamburları gerektirir.

4.4 Boyutsal Kapsam ve Özel Mühendislik
Chevron konveyör bantları itibaren Tiantie Endüstriyel genişliklerde mevcuttur 300mm için 2400mmStandart ve özel kalıp seçenekleriyle. Profil yükseklik aralıkları 2mm için 45mmancak desenler 25 mm'yi aştığında, Üretim süreci Yüksek basınçlı, çok parçalı, insert kontrollü kalıplara geçiş.
- Son teknoloji konfigürasyonları iç mekan veya kapalı sistemlere uygundur.
- Kalıplanmış kenar kayışlar dış mekan, ıslak veya aşındırıcı ortamlar için daha iyi sızdırmazlık ve kenar bütünlüğü sağlar.
- Kenar izleme kılavuzları, gömülü işaretleyicilerya da sensör hatları Akıllı kemer uygulamaları için eklenebilir.
Kayış uzunluğu genellikle kilit deseninin eğimine göre belirlenir. Ani deşarj tutarsızlıklarını veya baş kasnağında ürün yığılmalarını önlemek için toplam döngü, desen aralığıyla senkronize olmalıdır.
5. Chevron Konveyör Bantlarının Uygulaması ve Pratik Kullanımı
5.1 Desenli Konveyör Tasarımına Güvenen Endüstriler
MKS şerit konveyör bant niş bir ürün değil; eğim, nem ve düzensiz malzemelerin günlük zorluklar olduğu onlarca zorlu sektörde malzeme akışının omurgasını oluşturuyor. Onları birbirine bağlayan şey sektör değil, malzeme davranışıdır.
MadencilikteEğimli bantlar, kömür, cevher ve atıkları ocaklardan veya yeraltı seviyelerinden işleme tesislerine taşır. Bu malzemeler genellikle nemli, aşındırıcı ve ağırdır. Desenli bantlar olmadan, geri dönüş ve tutarsız besleme günlük risklerdir.
Tarımda, tahıl asansörleri, tohum işleme makineleri ve mobil hasat makineleri genellikle yüksek kavrama sağlayan ancak minimum kalıntı birikimine sahip kompakt konveyörler gerektirir. Şevron desenleri, hassas ürünlere zarar vermeden geri kaymayı önler.
Geri dönüşüm tesislerinde, parçalanmış plastik, ezilmiş cam veya metal hurdası düz bantlarda durmaz. Şevron tasarımlarının yükseltilmiş profilleri, akış öngörülemez olduğunda veya operatörler dakikada birden fazla kez durup kalktığında bile yükleri dengeler.
İnşaat ve çimento fabrikaları İnce kum, ıslak beton karışımı veya uçucu külü dik eğimli sistemlerde taşımak için şeritli konveyör bantları kullanın. Standart bantlar, bu tür aşındırıcı ve ağır yükler altında çabuk bozulur. Desenli bantlar ise, doğru eğim ve malzeme akış hızıyla eşleştirildiğinde daha uzun ömürlü olur ve daha tutarlı performans gösterir.

5.2 Gerçek Dünya Performans Kazanımları
En büyük avantajlarından biri şerit konveyör bant eğimli arazilerde kovalı elevatörler veya karmaşık malzeme kaldırma işlemleri gerektirecek olan verimi korurken kaymayı azaltma yeteneğidir.
Doğru seçildiğinde:
- Verim şu şekilde artar: 15-30%>20° eğimlerde düz bantlara kıyasla
- Enerji tasarrufu 8-12%yüksek kayış gerginliğine olan ihtiyacın azaltılmasıyla elde edilir
- Yükseltilmiş profillerde eşit yüzey aşınması nedeniyle bakım döngüleri uzar
Ancak bu, yalnızca desen yüksekliği, aralığı ve yönü hem malzeme hem de sistem düzeniyle uyumlu olduğunda gerçekleşir. Arjantin'de soya fasulyesi için mükemmel çalışan bir bant, Fas'taki ıslak fosfat kayasında tamamen başarısız olabilir; yüzey geometrisi doğru şekilde belirtilmediği sürece.
5.3 Desenli Kemerler Başarısız Olduğunda ve Bundan Ne Öğrenebiliriz?
Şevron desenleri etkilidir, ancak yanlış uygulamaya karşı bağışık değildir. Bazı sistemler onları işlevsel tasarım sınırlarının dışına iter.
- Orta Doğu'daki bir gübre terminalinde, çift yönlü bir geri kazanım sistemine monte edilmiş desenli bir bant, geri dönüş yolunda ciddi bir birikmeye neden oldu; çünkü bu bant, ters yönde çalışmak üzere tasarlanmamıştı. Sonunda baş kasnağını sıkıştırdı ve dört hafta sonra delaminasyona uğradı.
- Güneydoğu Asya'da, madencilik kemeri Islak kumlu yüzeylerde hızlandırılmış aşınma için ultra yüksek şevron profilleri kullanılmasının nedeni desenin yanlış olması değil, kayış gövdesinin yük etkisi altında daha uzun yüzeyi desteklemek için gereken takviyeden yoksun olmasıdır.
Önemli olan desenli kemerlerin başarısız olması değil, bunların uygulanması gerektiğidir sistemler olarak, parçalar değil. Kayış yüzey tasarımı, gövde yapısı, tahrik konfigürasyonu ve temizleme stratejisinin hepsi birlikte çalışır.
![]()
Chevron konveyör bantları, hassasiyetle seçildiklerinde güçlü araçlardır. Birçok sektörde aynı temel sorunu çözerler: Yerçekimine meydan okumadan malzemeleri yokuş yukarı taşımak. Ancak mühendislik bileşenleri yerine genel ürünler olarak ele alındığında, en iyi tasarlanmış profil bile sistemin zayıf noktası haline gelebilir.
6. Chevron Konveyör Bantları için Maliyet ve Tedarik Zinciri Hususları
Gerçekleri değerlendirirken bir şevron konveyör bandının maliyeti, sadece bir rulo kauçuk için ödeme yapmıyorsunuz; kontrollü kimya, kalıplanmış geometri, zaman alıcı işleme ve küresel olarak hassas bir hammadde zinciri için ödeme yapıyorsunuz. Bantta nelerin olduğunu ne kadar iyi anlarsanız, fiyatların neden dalgalandığını ve seçenekleri akıllıca nasıl karşılaştıracağınızı o kadar iyi anlarsınız.
6.1 Chevron Konveyör Bandının Fiyatını Aslında Ne Etkiler?
1. Kauçuk Bileşik Türü ve Performans Derecesi
En saygın üreticiler şu şekilde başlar: doğal kauçuk temel polimer olarak kullanılır, ardından dahili karıştırma (banbury veya yoğurma makinesi) yoluyla karbon siyahı, kükürt, hızlandırıcılar ve plastikleştiricilerle zenginleştirilir. Nadiren tartışılan şey ise doğal kauçuk, küresel vadeli işlemler piyasasında bir emtiadırUluslararası kauçuk fiyatları, özellikle petrol fiyatları veya Güneydoğu Asya iklim olayları nedeniyle arttığında, ham bileşik fiyatı da artar. Kauçuk bileşiği, üretim maliyetinin önemli bir bölümünü oluşturduğundan, bu artış... bitmiş hale dönüşüyor ürün fiyatlandırma.
Yağa dayanıklı, ısıya dayanıklı (200°C'ye kadar) veya alev geciktirici kauçuk gibi daha özel formüller, maliyeti daha da artıran ek kimyasal değiştiriciler kullanır.
Bir teklif alışılmadık derecede ucuz görünüyorsa, kemerin büyük olasılıkla geri dönüştürülmüş dolgu maddesi, kalsiyum bazlı seyrelticiler veya düşük saflıktaki stoklar. Bunlar ilk kalite kontrolünden geçebilir, ancak dinamik yükler veya termal döngüler altında aylar içinde başarısız olabilir.

2. Desen Yüksekliği ve Karmaşıklığı — Ve 6 mm'nin Gerçek Anlamı
Daha önce tartışıldığı gibi, 6mm kritik sınır çizgisidir; boyutu nedeniyle değil, desen nasıl üretilir.
✅ 6mm'nin altında: Entegre Kalıp Vulkanizasyonu (Bir kalıplama)
Chevron desenleri için 6 mm ve altıDesen, kauçuk kayışın vulkanizasyonu sırasında oluşturulur. Ekstra kauçuk şerit uygulanmaz. Bunun yerine, girintili desen oluklarına sahip bir kalıp, doğrudan kürlenmemiş kayışın üzerine bastırılır ve vulkanizasyon presinin kendi basıncı, yükseltilmiş şekli oluşturur.
Bu yöntem şudur:
- Hızlı
- Hizalama sonrası işlem gerektirmez
- Kısa çevrim süreleri ve azaltılmış işgücü girdisi nedeniyle daha düşük maliyet
Ancak bu yalnızca şu amaçlar için işe yarar: düşük profilli desenler minimum derinlikte ve karmaşık yapısal kaburgalar olmadan.

✅ 6 mm'nin Üzeri: Segmentli Kalıp + Bağlı Vulkanizasyon (Ayrılmış kalıp + kauçuk şerit yapıştırma vulkanizasyonu)
Desen yüksekliği 6 mm eşiğini geçtiğinde, üreticileri birine geçmeli çok adımlı süreç:
1.Önceden karıştırılmış kauçuk şeritler kesilerek hazırlanır.
2.Bu şeritler negatif desen baskıları olan bir kalıba yerleştirilir.
3.The düz kauçuk konveyör bant kalıpla hizalanır.
4. Yüksek basınç ve ısı altında şeritler kalıcı olarak vulkanize edin ve bağlayın kemer yüzeyine.
Bu yapıştırma değil, moleküler çapraz bağlanma yoluyla kimyasal bağlanmadır. Ancak şunları gerektirir:
- Daha uzun vulkanizasyon süresi
- Daha fazla basınç (ek parçanın kalınlığından dolayı)
- Kalıp içindeki şeritlerin manuel hizalanması
- Kısmi kürlenmeyi önlemek için sıcaklık kontrolü
Sonuç olarak, 6 mm'nin üzerinde desenlere sahip kemerler pahalı olabilir %30–70 daha fazla Aynı bileşiği kullanırken bile, takım, işçilik ve üretim süresi nedeniyle.
Desen karmaşıklığı da önemlidir. Açık V desenleri daha basit ve daha ucuzdur. Bağlantılı V, Çoklu V veya Dairesel gibi desenler, özellikle profil aralığının bant uzunluğu boyunca tam olarak senkronize olması gerektiğinde, daha fazla kalıp parçası ve daha uzun bitirme süresi gerektirir.

3. Genişlik, Uzunluk ve Desen Senkronizasyonu
Chevron konveyör bantları genişliklerde mevcuttur 300mm için 2400mm, ancak fiyat genişliğe göre doğrusal olarak ölçeklenmiyor.
Daha geniş kemerler:
- Özel kalıp yatakları gerektirir
- Vulkanizasyon sırasında eşit basınç dağılımına ihtiyaç vardır
- Isı gradyanı kontrolü nedeniyle daha uzun kürlenme süresi gerektirir
Uzun kayışlar için (50 metreden fazla), desen senkronizasyonu Maliyeti artıran bir faktör haline gelir. Bu, ek yerinde veya baş kasnağında desen uyumsuzluğu olmaması için kayış uzunluğunun dikkatlice ayarlanması gerektiği anlamına gelir. Hassas kesim, hizalama ve bazen de özelleştirilmiş kalıp adım eşleştirmesi gerekir.
4. Kemer Karkas Yapısı ve Güçlendirme Katmanları
Zayıf bir karkasın üzerinde oturan uzun desenlere sahip bir kemer, toprak bir temel üzerine gökdelen inşa etmeye benzer. Kayışın iç yapısı mekanik taleplere uygun olmalıdır yüzey geometrisi ve malzeme yükü tarafından empoze edilir.
- 2 katlı EP: ekonomiktir ancak hafif hizmet uygulamaları ve düşük profilli desenlerle sınırlıdır
- 3–5 katlı EP: çoğu orta hizmet tipi şevron konveyör bandı için standarttır
- Çelik takviyeli: Desen yüksekliği 25-30 mm'yi veya bant genişliği 1600 mm'yi aştığında gereklidir
Çapraz dengeleyici katmanların eklenmesi, rijitliği ve yol tutuşunu artırır; ancak aynı zamanda kalınlığı, ağırlığı ve maliyeti de artırır. Teklifleri karşılaştırmadan önce, yalnızca yüzey bileşimini değil, karkas teknik özelliklerini de mutlaka isteyin.
5. Özel Özellikler, Ekleme Maliyetleri ve Özelleştirme Seçenekleri
İşte birçok alıcının hazırlıksız yakalandığı nokta burası. En büyük gizli maliyetlerden bazıları, kemerin son %10'luk kısmından kaynaklanıyor:
✅ Sıcak Vulkanize Ekler:
MKS şerit konveyör bant Düz bir çizgiden daha fazlasını gerektirir. Her desen, ek yerinde tam olarak hizalanmalı ve iç kumaş katmanları yerinden oynamadan bağlanmalıdır. Ekleme kalıbı, desen geometrisine uyum sağlamalıdır; bu da takım maliyetlerini ve işçilik süresini artırır.
ödemeyi bekle %30–50 daha fazla Aynı genişlik ve gövde özelliklerine sahip eklenmiş desenli bir kemer ile düz bir kemer için.
✅ Kalıplanmış Kenar mı, Kesilmiş Kenar mı?
Kalıplanmış kenarlar hava koşullarına dayanıklılığı artırır ve dış mekanlar veya nemli ortamlar için idealdir. Kesik kenarlı kayışlar dar alanlarda kullanımı daha kolaydır, ancak yüksek nem veya kenar yükü altında yıpranabilir.
✅ Özel hizalama, izleme kılavuzları, parti kimlik damgasıya da kauçuk arka ekler hepsi maliyeti biraz artırır; ancak otomatik veya yüksek yüklü sistemlerde performansı artırabilir veya düşürebilir.

6.2 Tedarikçi Seçimi: Aslında Önemli Olan Nedir?
Bir tedarikçi seçimi şerit konveyör bant gösterişli kataloglarla ilgili değil; mühendislik yeteneği ve üretim tutarlılığıyla ilgili.
✅ Bunları şu şekilde değerlendirin:
- Kalıp ebatları aralığı (Hem <6mm hem de >30mm profilleri işleyebilirler mi?)
- Perde hizalamasında ve desen tekrarlanabilirliğinde hassasiyet
- Kauçuk bileşiği formülasyon özellikleri veya parti raporları sağlama isteği
- Karmaşık ekleme isteklerinin geçmişi
- 2000 mm+ veya uzun özel üretimler gibi yüksek MOQ genişlikleri için destek
Bir tedarikçi, desen bağlamayı nasıl kontrol ettiğini veya kayışının 6 mm'nin üzerindeki desen yüksekliklerinde neden daha pahalı olduğunu açıklayamıyorsa, bir sistem çözümü değil, yalnızca şekillendirilmiş bir ürün sunuyor demektir.
7. Chevron Konveyör Bantlarının Montajı ve Bakımı
Bir yükleme şerit konveyör bant sadece yerine cıvatalayıp "Başlat"a basmak değil. Düz kayışların aksine, yükseltilmiş profil, hem gerçek hem de mekanik olarak yeni karmaşıklık katmanları ekliyor. Gerdirme ve birleştirmeden temizleme ve dönüş takibine kadar her adım daha fazla hassasiyet gerektiriyor ve bu ayrıntıları göz ardı etmek, 1,000 dolarlık bir kayışı 10,000 dolarlık bir bakım kabusuna dönüştürebilir.
7.1 Germe, İzleme ve İlk Kurulum
Bir yükseltilmiş yüzey şerit konveyör bant Özellikle daha yüksek desen yükseklikleri ve çok katmanlı yapılarda sertliği artar. Bu şu anlama gelir:
- germe gevşekliği gidermek için daha yüksek bir ilk kuvvet gerektirir, ancak aşırı germe, desenin kayış tabanından ayrılması riskini taşır (özellikle 20 mm'nin üzerindeki yüksekliklerde).
- Pratik bir kural: Aynı karkas özelliğine sahip düz bir kayış için kullanılan gerilimin %110'u ile başlayın, ardından kayış çalışma sırasında ısındıkça kademeli olarak azaltın.
- Kullanım hidrolik veya vidalı tipte sarma makineleri ani sarsıntılara maruz kalmadan hassas ayar yapılmasına olanak sağlar.
Takip Özellikle asimetrik veya ofset desenlerde durum daha da zorlaşır. Kuşağın doğal kütle merkezi artık geometrik merkeziyle aynı hizada olmayabilir. Kaymayı azaltmak için:
- kurmak merkezden yönlendirilen silindirler hem baş hem de kuyruk kasnaklarının yakınında.
- Kullanım kılavuz halkalar veya kenar sınırlayıcılar dönüş tarafında.
- Çerçevenin kemer genişliği boyunca ±0.5 mm'lik bir hizalama içinde olduğundan emin olun; burası kaynak tahmini yapılacak yer değildir.
7.1.1 Chevron Konveyör Bantlarının Birleştirilmesi: Neden Tamamen Farklı Bir Oyun?
Düz kayışlar iyi bir şekilde birleştirilebilecek kadar serttir. Ancak şerit konveyör bant büyük bir karmaşıklık daha ekliyor: desenin mükemmel uyum ekleme hattı boyunca.
Sıcak vulkanize edilmiş eklemlerde, bu işi bu kadar zorlaştıran şey şudur:
- Desen hizalaması: V şekilleri hizalanmazsa, malzeme birleşim yerinde sıçrar veya yığılır. Daha da kötüsü, birleşim yeri delaminasyon için zayıf bir nokta haline gelir.
- Kumaş katman ofseti: Düz kayışların aksine, şerit kayışların kumaş katmanları olması gerekir tam olarak kademeli kalıp basıncını kesmeden sağlamlığı sağlamak.
- Kalıplanmış takımlar:Desenin birleşim yerinde kesintisiz bir şekilde devam edebilmesi için boşluklu ek parçalara sahip özel vulkanize kalıplara ihtiyaç vardır.
- Basınç kontrolü: Tutarlı olmayan pres kuvveti, desen uçlarının yeterince kürlenmemesine veya kumaş birleşim yerlerinde sert noktalar oluşmasına neden olur.
Bu değişkenler, bir şevron konveyör bandının eklenmesinin 2 kat daha uzun ve maliyet %40–60 daha fazla Tipik bir düz kayış bağlantısından daha kısadır. Kısa yolları kullanmak sadece kötü değil, aynı zamanda tehlikelidir.
7.2 Günlük ve Planlı Bakım Öncelikleri
Desenli kayışlar, kurulduktan sonra, aksama veya erken aşınmayı önlemek için daha sıkı bakım protokolleri gerektirir.
İzlenecek temel alanlar:
1.Desenli giyim: Bir tarafta eşit olmayan yükseklik kaybı olup olmadığına bakın; bu, çerçevenin hizasız olduğunu veya merkezden kaydığını gösterebilir.
2.Eklem yorgunluğu: Ekleme hatlarında çatlak, soyulan kenarlar veya desen kopukluğu olup olmadığını kontrol edin.
3.Kenar aşınması: Yanlış izleme veya dönüş yolunun engellendiğinin klasik bir işareti.
4.Dönüş tarafı oluşumu: Desen sırtları, ince veya ıslak malzemeyi alt kısımda tutma eğilimindedir.
En iyi uygulamalar:
- Her seferinde görsel denetimler gerçekleştirin 100 çalışma saati
- Kullanım termal tarayıcılar iç gerilim kaymalarını tespit etmek için birleştirme yerlerinde
- Aşınmış dönüş silindirlerini desen uçlarına taşlamadan önce değiştirin
- Uzun vadeli kayma eğilimlerini izlemek için izleme ayarlamalarının bir kaydını tutun
7.3 Chevron Konveyör Bantlarının Doğru Şekilde Temizlenmesi
İşte birçok operatörün hayal kırıklığına uğradığı nokta burasıdır. Standart düz bıçaklı kazıyıcılar, şerit konveyör bant—sırtların üzerinden atlayıp vadileri tamamen kaçırıyorlar.
Bunun yerine aşağıdakilerden birini veya birkaçını kullanın:
- Dönen fırçalar: Islak kum veya kil gibi yapışkan malzemeler için idealdir
- Kavisli poliüretan kazıyıcılar: Kesmeden desen oluklarına esneyecek şekilde tasarlanmıştır
- Segmentli bant temizleyiciler: Şevron vadilerine uyacak şekilde bağımsız ayarlamaya izin verin
Unutma dönüş tarafıDesenli kayışlar, malzeme kaybına daha fazla fırsat tanır. Birikme veya iz bırakma sorunlarını önlemek için:
- kurmak yaylı dönüş silindirleri
- Kullanım geri basınçlı tutma tekerlekleri
- Bir düşünün kemer kapağı gevşek para cezalarının kuyruktan düşmesini sınırlamak için
Bonus İpucu: "Ters Sürpriz"den Kaçının
Chevron desenleri şunlardır: yönlü doğası gereği. Kayışın kasıtlı olarak veya motor arızası nedeniyle ters çevrilmesi şunlara neden olabilir:
- Başta malzeme yığını
- Sırtın kemer tabanından ayrılması
- Geriye doğru kesmeden kaynaklanan ekleme gerilimi
Çift yönlü kullanım kaçınılmazsa, yan duvarlı veya çapraz kilitli düz kemer daha uygun olabilir.

8. Chevron Konveyör Bantları için Yapısal Tasarım Hataları ve İşlevsel Optimizasyon
Eğimli konveyörlerde eşsiz performanslarına rağmen, şivron konveyör bantları Düz kayışların karşılaşmadığı yapısal zorluklarla birlikte gelirler. Eklenen kalınlıkları, sertlikleri ve yüzey geometrileri, tahrik ünitesinden gergi makarası düzeneğine kadar tüm sistemin dikkatli bir şekilde uyarlanmasını gerektirir. Bu yapısal ayrıntıların göz ardı edilmesi genellikle erken kayış arızalarına, dengesiz kayış hareketine ve maliyetli duruşlara yol açar.
Bu bölüm, mühendislik tasarımının operasyonel gerçekliği karşılaması gereken üç kritik alanı ele almaktadır.
8.1 Başlangıç Ataletiyle Tahrik Sistemi Koordinasyonu
A şerit konveyör bant Genellikle aynı genişlik ve uzunluktaki düz bir kayıştan daha ağırdır ve daha az esnektir. Özellikle yüksekliği 12 mm'yi aşan yükseltilmiş yüzey desenleri, metre başına kütleyi ve kayışın bükülmeye karşı direncini artırır. Tahrik sistemi uygun şekilde ayarlanmadığında, başlatma sırasında çeşitli sorunlar ortaya çıkabilir:
- Motorda aşırı tork talebi
- Tahrik kasnağında kayış kayması
- Düzensiz hızlanma, yanlış kayış hizalama sinyallerine neden oluyor
- Ekleme yakınında veya desen tabanı boyunca yerelleştirilmiş gerilim
Bu sorunlar sistemin kayışın başlangıç ataletini hafife almasından kaynaklanmaktadır.
✔ Mühendislik Önerileri:
- Kasnak sarma açısını artırın.Bu, özellikle dik eğimler veya yüksek gerilimli kayışlar kullanılırken daha fazla yüzey teması sağlamak için tahrik kasnağının önüne veya arkasına bir snub kasnağı eklenerek elde edilebilir.
- Tahrik kasnağının üstüne baskı silindirlerini takın.Bu tutma silindirleri, özellikle 15-20 mm'nin üzerindeki profil yükseklikleri için, kalın desenlerin bile kasnak yüzeyine tam olarak temas etmesini sağlar.
- Tahrik kasnağında seramik kaplama kullanın.Islak veya tozlu malzemelerle çalışırken, standart kauçuk kaplamalar hızla sürtünme kaybına uğrar. Seramik kaplamalar ise kavramayı iyileştirir ve yük altında kayışın kayma olasılığını azaltır.
- Hidrolik gergi sistemlerini tercih edin.Geleneksel vidalı gergilere kıyasla hidrolik gergiler, dinamik kayış hareketine uyum sağlayarak kayış gerildiğinde veya yük değiştiğinde sabit basıncı korur.
Özetle: Bir şevron uygulaması için düz kayışlı tahrik tasarlamak, tekrarlanan arızalara giden bir kısayoldur. Atalet sorununu uygun mekanik kompanzasyonla çözmek ise tartışmasızdır.
8.2 Hizalama Hatası, Kayış Kayması ve Kenar Hasarının Teşhisi
Bant kayması her türlü taşıma sisteminde yaygın bir sorundur, ancak şivron konveyör bantları, sonuçlar daha hızlı kötüleşir. Desenli yüzeyin sertliği, gerilim dengesizlikleri altında yön değiştirme eğilimiyle birleşince genellikle şunlara yol açar:
- Bir tarafta kenar aşınması veya yıpranması
- Çerçeve bileşenlerine karşı aşınma
- Çarpma veya geçiş noktalarında kemer "sıçraması"
- Asimetrik yük yollarının neden olduğu eklemdeki uzunlamasına gerilme
Bu etkiler nadiren tek bir nedenden kaynaklanır. Aksine, zamanla kayışın merkez hattını ve izleme yolunu bozan küçük mekanik tutarsızlıklardan kaynaklanırlar.
✔ Kök Nedenler ve Çözümler:
- Asimetrik yükleme:Malzeme yüklemesinin geometrik olarak merkezlendiğini şut göstergeleri veya akış modellemesi kullanarak doğrulayın.
- Gerilim uyumsuzluğu:Genişliği boyunca eşit olmayan bir şekilde gerilen kayışlar, düşük gerilimli tarafa doğru kayabilir. Kalibre edilmiş gerdirme sistemleri kullanın ve düzenli olarak kontrol edin.
- Uygunsuz gergi makarası hizalaması:Karşılıklı makaralar arasında sadece 2 mm'lik bir fark bile kayışın yönünün değişmesine neden olabilir. Hizalama, montaj ve muayene sırasında lazer veya ipli aletlerle kontrol edilmelidir.
✔ Pratik Önlemler:
- kurmak kendi kendini hizalayan oluklu makaralar Özellikle geçişlerden önce ve sonra kilit pozisyonlarda.
- Ekle kılavuz silindirler veya yanlara doğru kaymayı sınırlamak için baş ve kuyruk kasnaklarına yakın kenar sınırlayıcılar.
- Kullanım izleme sensörleri Hasar büyümeden önce sistemi durdurmak için otomatik durdurma mantığıyla.
- Tutun önleyici günlük Ayarlamaları takip etme konusunda - eğer ayda iki kereden fazla ayarlama yapıyorsanız, temel sorun çözülmemiş kalır.
İle şivron konveyör bantlarıKüçük izleme sorunları hızla büyük hasara yol açabilir. Sistem simetrisi ve yük kararlılığı isteğe bağlı değildir; yapısal gerekliliklerdir.
8.3 Chevron'a Özel Tembel Tasarım: Standart Silindirler Neden Arızalanır?
Kayış arızalarının en çok gözden kaçan kaynaklarından biri silindir uyumsuzluğudur. Standart üç parçalı oluklu makaralar düz kayışlar için iyi çalışırken, özellikle uzun veya karmaşık profillere sahip desenli kayışlarla eşleştirildiğinde genellikle düşük performans gösterirler.
Sonuç?
- Kemer, gövde yerine desen uçlarına biner
- Dönüş tarafındaki silindirler, yükseltilmiş kauçuğu eşit olmayan şekilde sıkıştırır
- Viskoz parçacıklar, yükseltilmiş desenler ile silindir konturları arasında yerleşme eğilimindedir ve bu da sıkıştırma aşınmasını artırır
- Geri dönüş sıkışması ve kenar deformasyonu tekrarlayan sorunlar haline geliyor
Bu sonuçlar kayış ömrünü önemli ölçüde azaltır ve sıklıkla beklenmedik duruşlara neden olur.
✔ Chevron Kayışlar için Optimize Edilmiş Silindir Yapıları:
- Çift yatay dönüş silindirleri:Bunlar dağıtır kemer ağırlığı Düz karkas alanı boyunca, yükseltilmiş profillerdeki basınç noktalarından kaçınılarak ve dönüş yolunda deformasyonun en aza indirilmesiyle.
- U şeklinde merkezi destek silindirleri:Malzeme dağılımının bant genişliği boyunca değiştiği uygulamalar için idealdir. Tasarım, bandın orta kısmını desteklerken, yükseltilmiş desenlerin herhangi bir müdahale olmadan serbestçe asılı kalmasına olanak tanır.
- Anti-parazit rölanti braketleri:Uzun, aralıklı veya asimetrik desenlere sahip sistemlerde (örneğin, UY, HY, Multi-V), bu braketler, desenin makaralı çerçeveyle temasını ortadan kaldıracak şekilde bandı tutarak malzeme birikimini ve bant bozulmasını azaltır.
- Azaltılmış adımlı darbeli silindirler:Yüksek darbe bölgelerinde çalışan bantlar için, kısaltılmış makaralı rulman aralığı, sıçramayı azaltabilir ve desenin makaralı rulman yüzeyine saplanmasını önleyebilir.
Standart gergi makaralarını şerit kayışlara uygulamak, yarış bisikletine kar lastiği takmaya benzer; teknik olarak mümkün, ancak pratikte felaketle sonuçlanır. Kayış, geometrisine uygun şekilde desteklenmelidir.
















