ในระบบสายพานลำเลียงสมัยใหม่ที่ใช้วัสดุสังเคราะห์ โครงผ้าสายพานลำเลียงแบบขอบขึ้นรูปไม่ได้เหนือกว่าสายพานลำเลียงแบบขอบตัดโดยเนื้อแท้ ในสภาวะการใช้งานจริงที่มีแรงดึงสูงหลายๆ สถานการณ์ โครงสร้างแบบขอบตัดจะให้การกระจายแรงดึงที่คาดการณ์ได้ดีกว่า ความสมมาตรของรอยต่อที่ดีกว่า และการสึกหรอที่ต่ำกว่า ความเสี่ยงด้านการบำรุงรักษาในระยะยาวบทความนี้อธิบายว่าเหตุใดการออกแบบขอบจึงมักเป็นจุดที่เกิดความเสียหายเป็นอันดับแรก และระบบวัสดุต่างๆ มีบทบาทอย่างไร พฤติกรรมการจัดเรียงและสภาพแวดล้อมในการใช้งานจะเป็นตัวกำหนดว่าเมื่อใดที่ขอบขึ้นรูปมีความจำเป็น และเมื่อใดที่ขอบตัดเป็นทางเลือกทางวิศวกรรมที่เหมาะสมกว่า
1.เหตุใดการออกแบบขอบจึงส่งผลโดยตรงต่อความเสียหายของสายพานลำเลียง
สายพานลำเลียงแบบขอบขึ้นรูปและสายพานลำเลียงแบบขอบตัด—ตลอดหลายปีที่ผ่านมาในการให้การสนับสนุนทางเทคนิคและการให้คำปรึกษาด้านการเลือกใช้ สายพานลำเลียงบางรุ่นให้รายงานว่าขอบของสายพานมักเป็นส่วนที่ชำรุดเสียหายก่อน
จากมุมมองกลศาสตร์โครงสร้าง ขอบเป็นบริเวณที่ความเค้นด้านข้าง การเบี่ยงเบน และการแทรกซึมของความชื้นมีความเข้มข้นมากที่สุด ในสายพานลำเลียงแบบหลายชั้น เนื้อผ้าตามขวางและชั้นเสริมแรงตามยาวจะ "สิ้นสุด" ที่ขอบ ทำให้เกิดจุดรวมความเค้นขึ้นโดยธรรมชาติ เมื่อเกิดการเบี่ยงเบน เนื้อผ้าที่เปิดโล่งของสายพานลำเลียงแบบขอบตัดจะเป็นส่วนแรกที่รับแรงเสียดทาน แรงเฉือน และการกัดเซาะจากสิ่งแวดล้อม ในขณะที่สายพานลำเลียงแบบขอบขึ้นรูปซึ่งมีแผ่นยางหุ้มขอบอย่างสมบูรณ์ จะช่วยลดความเค้นและปัจจัยด้านสิ่งแวดล้อมได้
อย่างไรก็ตาม ประเภทของขอบนั้นเป็นสิ่งที่เลือกใช้โดยคำนึงถึงความปลอดภัยทางโครงสร้างเป็นหลัก ซึ่งส่งผลโดยตรงต่อสามสิ่งต่อไปนี้:
- คุณภาพการต่อแผ่น (ขอบลอกออกง่ายแค่ไหน น้ำซึมเข้าได้ง่ายแค่ไหน)
- ประสิทธิภาพการผลิต (จำเป็นต้องเพิ่มระยะเวลาการผลิตขั้นต่ำหรือไม่)
- ต้นทุนการดำเนินงานระยะยาว (ความเสียหายก่อนกำหนดเทียบกับอายุการใช้งานที่เสถียร)
ถ้าคุณถามผมว่าควรเลือกอย่างไรระหว่างสายพานขอบขึ้นรูปและสายพานขอบตัด คำถามแรกที่ผมจะถามคือ “สถานการณ์การใช้งานของคุณเป็นอย่างไร?” นี่จะช่วยให้ผมระบุได้ว่าขอบแบบไหนเหมาะสมกับความต้องการของคุณมากกว่ากัน
ดังนั้น ความแตกต่างที่แท้จริงระหว่างสายพานลำเลียงแบบขอบขึ้นรูปและสายพานลำเลียงแบบขอบตัด จึงมีมากกว่าสิ่งที่คุณเห็นในใบเสนอราคา
2.ขอบสายพานลำเลียงสองประเภทที่สำคัญจริงๆ
ในสถานการณ์จริงของการออกแบบและจัดซื้อจัดจ้าง ผมขอแนะนำให้คุณลดความซับซ้อนของตัวเลือกของคุณลง คุณจำเป็นต้องมุ่งเน้นไปที่สายพานลำเลียงสองประเภทเท่านั้น ได้แก่ สายพานลำเลียงแบบขอบขึ้นรูป และสายพานลำเลียงแบบขอบตัด จากมุมมองด้านการผลิตโดยแท้จริงแล้ว สายพานลำเลียงแบบขอบตัดไม่ได้มีราคาถูกกว่าสายพานลำเลียงแบบขอบขึ้นรูป ในความเป็นจริงแล้ว มักจะมีราคาแพงกว่าด้วยซ้ำ นี่เป็นเรื่องของตรรกะในการผลิต ไม่ใช่กลยุทธ์ทางการตลาด
2.1 สายพานลำเลียงแบบขอบขึ้นรูป — โซลูชันโครงสร้างขึ้นรูปชิ้นเดียว
จากมุมมองด้านการผลิต หลักการเบื้องหลังสายพานลำเลียงแบบขอบขึ้นรูปนั้นชัดเจนมาก
ขอบต่างๆ จะถูกทำให้เสร็จสมบูรณ์พร้อมกันในระหว่างการขึ้นรูปและ วัลคาไนซ์โดยที่ยางจะหุ้มโครงสร้างผ้าไว้โดยธรรมชาติ ทำให้ไม่จำเป็นต้องผ่านกระบวนการตัดเย็บเพิ่มเติม
ผลลัพธ์โดยตรงมีดังนี้:
- โครงสร้างขอบต่อเนื่องและเส้นทางรับแรงที่ชัดเจน
- ทนทานต่อการซึมของน้ำบริเวณขอบและการแยกตัวของชั้นวัสดุได้ดีกว่า
- กระบวนการมีระยะทางสั้นกว่า แต่มีข้อกำหนดเฉพาะสำหรับอุปกรณ์และความกว้าง
2.2 สายพานลำเลียงแบบขอบตัด — กระบวนการผลิตในขั้นตอนถัดไปจะเป็นตัวกำหนดรูปทรงโครงสร้าง
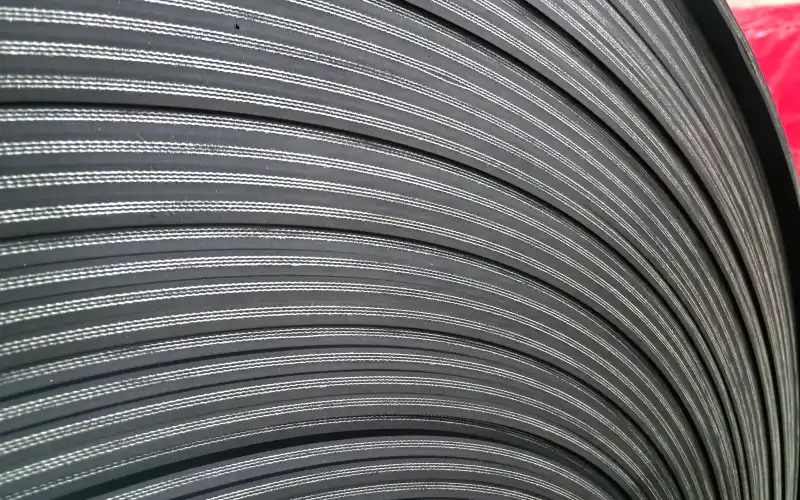
หลังจากผ่านกระบวนการวัลคาไนซ์แล้ว สายพานลำเลียงที่มีขอบตัดจะถูกตัดตามแนวยาว (การผ่า) เพื่อให้ได้ความกว้างตามต้องการ โดยจะเห็นขอบผ้าอยู่ด้านนอก
นี่คือข้อเท็จจริงทางวิศวกรรมที่ต้องชี้แจงให้ชัดเจน: สายพานลำเลียงแบบขอบตัดไม่ได้ "มีกระบวนการที่ง่ายกว่า" เพราะเกี่ยวข้องกับกระบวนการตัดเพิ่มเติมที่ขาดไม่ได้เมื่อเทียบกับขอบขึ้นรูป ซึ่งต้องใช้มาตรฐานที่สูงกว่าสำหรับการควบคุมขนาดและความสม่ำเสมอของขอบ
2.3 เมื่อความกว้างกลายเป็น “เงื่อนไขขอบเขตเชิงโครงสร้าง”
ในกระบวนการผลิตจริง เมื่อความกว้างของผลิตภัณฑ์สำเร็จรูปอยู่ในช่วงแคบ (โดยทั่วไปคือ <300 มม.) สถานการณ์จะเปลี่ยนแปลงไปอย่างสิ้นเชิง:
- เนื่องจากข้อจำกัดที่เกิดจากโครงสร้างของดรัมขึ้นรูป ความเสถียรของการเรียงชั้น และความเค้นจากการวัลคาไนซ์
- สายพานลำเลียงแบบขอบขึ้นรูปนั้นผลิตได้ยากอย่างมีเสถียรภาพในช่วงความกว้างนี้ ส่งผลให้ผลผลิตลดลงอย่างมาก
ดังนั้น ในสถานการณ์นี้:
สายพานลำเลียงแบบตัดขอบไม่ใช่ "ทางเลือกที่ประหยัดกว่า" แต่เป็นรูปแบบโครงสร้างเดียวที่สามารถทำได้จริงในทางปฏิบัติ
ด้วยเหตุนี้ ในการใช้งานแบบแถบความถี่แคบความแตกต่างระหว่างขอบตัดและขอบขึ้นรูปไม่ใช่เรื่องของการเลือกใช้ แต่เป็นเรื่องของขอบเขตในกระบวนการผลิต
3.เหตุใดสายพานลำเลียงแบบขอบขึ้นรูปจึงมักมีสเปคเกินความจำเป็น
กล่าวโดยสรุป การที่หลายโครงการยังคงใช้สายพานลำเลียงแบบขอบขึ้นรูปนั้น เป็นผลมาจากประวัติศาสตร์ ไม่ใช่ความจำเป็นทางวิศวกรรม
3.1 ยุคแห่งผ้าฝ้าย — ทางออกที่ถูกต้องสำหรับปัญหาเก่าแก่
ในต้นคริสต์ศตวรรษที่ 20 วัสดุหลักสำหรับสายพานลำเลียง โครงกระดูกทำจากผ้าฝ้าย
นี่คือความเป็นจริงทางวิศวกรรม:
- เส้นใยฝ้ายมีอัตราการดูดซับน้ำสูง โดยสามารถดูดซับได้ถึง 15–25% ของน้ำหนักตัวเอง (ข้อมูลจากอุตสาหกรรมวัสดุ)
- เมื่อขอบเปิดออก ความชื้นจะซึมเข้าไปอย่างรวดเร็ว
- ผลที่ได้คือ การยึดเกาะระหว่างชั้นลดลง ขอบหลุดลอก และเกิดความเสียหายก่อนกำหนด
ในยุคนั้น สายพานลำเลียงแบบขอบขึ้นรูปนั้นถูกต้องสมบูรณ์แบบ และเป็นทางออกเดียวที่สมเหตุสมผลด้วยซ้ำ
ขอบยางไม่ใช่ "คุณสมบัติพิเศษ" แต่เป็นสิ่งจำเป็นสำหรับการอยู่รอด
3.2 ผ้าใยสังเคราะห์ได้พลิกโฉมวงการ
ในช่วงทศวรรษ 1960-1970 ไนลอน/เส้นใยสังเคราะห์ (NN/EP) เริ่มกลายเป็นโครงสร้างพื้นฐานหลัก
นี่คือการเปลี่ยนแปลงที่ถูกประเมินค่าต่ำเกินไปอย่างมาก:
- โดยทั่วไป เส้นใยสังเคราะห์จะมีอัตราการดูดซับน้ำต่ำกว่า 4%
- แม้แต่สายพานลำเลียงแบบตัดขอบ ขอบก็จะไม่เกิดความเสียหายทางโครงสร้างเนื่องจากการดูดซับน้ำอีกต่อไป
แต่ปัญหาคือ เนื้อหาเปลี่ยนไป แต่มาตรฐานและความเข้าใจกลับไม่พัฒนาตามทัน
3.3 ที่มาของการกำหนดสเปคเกินความจำเป็น
ดังนั้นวันนี้คุณจะได้เห็นปรากฏการณ์ทั่วไปอย่างหนึ่ง:
- สภาวะการทำงานที่ทันสมัย
- โครงสร้างเส้นใยสังเคราะห์
- สภาพแวดล้อมที่ไม่กัดกร่อน
อย่างไรก็ตาม สายพานลำเลียงแบบขอบขึ้นรูปยังคงเป็นข้อกำหนด "มาตรฐาน" อยู่
และไม่มีใครทำการประเมินใหม่อย่างแท้จริงว่า ความแตกต่างระหว่างสายพานลำเลียงแบบขอบตัดและแบบขอบขึ้นรูปยังคงใช้ได้อยู่หรือไม่ภายใต้สภาวะปัจจุบัน
นี่ไม่ใช่ความอนุรักษ์นิยมทางเทคโนโลยี แต่เป็นเพียงความเฉื่อยชาตามปกติเท่านั้น
4. สายพานลำเลียงแบบขอบขึ้นรูปคืออะไร?
In Tiantieในระบบการผลิตของบริษัท สายพานลำเลียงแบบขอบขึ้นรูป หมายถึง สายพานลำเลียงที่มีโครงสร้างขอบถูกออกแบบให้มีความกว้างตามต้องการในระหว่างขั้นตอนการขึ้นรูป และยางขอบและโครงสร้างสายพานจะถูกอบและขึ้นรูปเป็นชิ้นเดียวกันในระหว่างกระบวนการวัลคาไนเซชันเดียวกัน
รูปทรงขอบจะถูกกำหนดเมื่อกระบวนการวัลคาไนเซชันเสร็จสมบูรณ์ และไม่จำเป็นต้องตัดแต่งเพิ่มเติมเพื่อให้ได้ขอบสุดท้าย ขนาด รูปทรง และสภาพโครงสร้างของขอบสายพานลำเลียงที่เสร็จสมบูรณ์แล้ว จะเป็นสภาพสุดท้ายหลังจากออกจากสายการผลิต
4.1 วิธีการผลิตสายพานขอบขึ้นรูป
หัวใจหลักของการผลิตสายพานลำเลียงแบบขอบขึ้นรูปคือ การขึ้นรูปให้ได้ความกว้างตามต้องการ + การติดแถบปิดผนึกขอบ + การวัลคาไนซ์โดยตรง กระบวนการผลิตมีความชัดเจนและไม่มีขั้นตอนที่ไม่จำเป็น
4.1.1 กระบวนการผลิต:
1.กำหนดความกว้างที่เสร็จสมบูรณ์
โดยพิจารณาจากสภาพการทำงาน โครงสร้างอุปกรณ์ และเงื่อนไขการติดตั้งของลูกค้า ขั้นตอนแรกคือการกำหนดความกว้างสำเร็จรูปสุดท้ายและค่าความคลาดเคลื่อนที่ยอมรับได้ จากนั้นจึงวางแผนการผลิตตามความกว้างนี้ในขั้นตอนการขึ้นรูป
2.การติดตั้งแถบปิดขอบระหว่างการขึ้นรูป
ในระหว่างกระบวนการขึ้นรูปสายพานลำเลียง จะมีการติดแถบปิดผนึกขอบที่ด้านข้างทั้งสองของตัวสายพาน เพื่อให้แน่ใจว่าโครงสร้างขอบยางมีความสมบูรณ์ก่อนการวัลคาไนซ์
3.การควบคุมแถบเหล็กในระหว่างกระบวนการวัลคาไนซ์
ในระหว่างกระบวนการวัลคาไนเซชัน จะมีการวางแถบเหล็กตามแนวกว้างของสายพานลำเลียงทั้งสองด้าน โดยให้ชิดกับขอบสายพานอย่างแน่นหนา เพื่อจำกัดการไหลของยางในแนวด้านข้างภายใต้สภาวะอุณหภูมิและความดันสูง ทำให้มั่นใจได้ว่าขนาดขอบสายพานจะคงที่และขอบจะตรง
กระบวนการนี้ไม่จำเป็นต้องพับยางหรือใช้แม่พิมพ์พิเศษใดๆ
4.วงจรการวัลคาไนซ์มาตรฐาน
ระยะเวลาการวัลคาไนซ์เป็นไปตามสูตรส่วนผสมยางที่ได้รับการตรวจสอบแล้วและข้อกำหนดด้านประสิทธิภาพอย่างเคร่งครัด Tiantie ในห้องปฏิบัติการ โดยไม่ต้องขยายเวลาการวัลคาไนซ์เพิ่มเติมเนื่องจากโครงสร้างสายพานลำเลียงที่มีขอบขึ้นรูป
4.1.2 ขอบเขตของกระบวนการและขีดความสามารถในการส่งมอบ:
- ไม่จำเป็นต้องใช้แม่พิมพ์เฉพาะ
- ไม่ต้องตัดขอบให้กว้างเป็นพิเศษ
- ปริมาณสั่งซื้อขั้นต่ำ: 100 เมตร
- ภายใต้เงื่อนไขเดียวกัน วงจรการผลิตโดยทั่วไปจะสั้นกว่าสายพานลำเลียงแบบตัดขอบ
4.2 ลักษณะโครงสร้างของสายพานลำเลียงแบบขอบขึ้นรูป
จากมุมมองของผลิตภัณฑ์สำเร็จรูป ลักษณะขอบของสายพานลำเลียงแบบขึ้นรูปนั้นมีความชัดเจนมาก
4.2.1 สัณฐานวิทยาของขอบ
ขอบดังกล่าวเป็นขอบแนวตั้งที่ตั้งฉากกับพื้นผิวของสายพาน โดยไม่มีส่วนโค้งหรือส่วนลาดเอียง
4.2.2 ความสม่ำเสมอของความหนา
ความหนาของขอบสายพานมีความสม่ำเสมอเท่ากับความหนาของตัวสายพานหลัก สายพานลำเลียงแบบมีขอบขึ้นรูปที่มั่นคงไม่จำเป็นต้องอาศัย "การเพิ่มความหนาของขอบ" เพื่อให้ได้โครงสร้างหรือการป้องกัน
4.2.3 ความต่อเนื่องเชิงโครงสร้าง
ยางบริเวณขอบจะแข็งตัวพร้อมๆ กับตัวสายพานในระหว่างกระบวนการวัลคาไนซ์ และโครงสร้างขอบจะถูกล็อคไว้ในระหว่างขั้นตอนการผลิต
4.2.4 โครงสร้างที่ไม่ต้องพับ
ในกระบวนการนี้ไม่มีขั้นตอนการพับ และในเชิงโครงสร้างไม่มีบริเวณที่พับ ไม่มีขอบเขตการพับ หรือบริเวณเสริมแรงเฉพาะจุด
4.3 ข้อดีและข้อจำกัดทั่วไป
4.3.1 ข้อดี:
- ขึ้นรูปให้ได้ความกว้างตามต้องการ จึงไม่จำเป็นต้องตัดแต่งขอบเพิ่มเติม ทำให้กระบวนการผลิตโดยรวมมีความราบรื่นและตรงไปตรงมามากขึ้น
- ไม่จำเป็นต้องตัดขอบกว้างเป็นพิเศษ ส่งผลให้ใช้ประโยชน์จากวัสดุได้สูงขึ้นและต้นทุนต่ำกว่าเมื่อเทียบกับสายพานลำเลียงที่ตัดขอบ
- ปริมาณการสั่งซื้อขั้นต่ำต่ำ (100 เมตร) ทำให้เหมาะสมยิ่งขึ้นสำหรับความต้องการในการเติมสต็อกและการบำรุงรักษาโครงการ
4.3.2 ข้อ จำกัด :
- คุณภาพของขอบขึ้นอยู่กับความพอดีในการขึ้นรูปและความแม่นยำในการวางตำแหน่งของแถบเหล็กเป็นอย่างมาก
- การเบี่ยงเบนของสายพานในระยะยาวจะส่งผลกระทบต่อขอบสายพานก่อนเสมอ ดังนั้นจึงจำเป็นต้องมีมาตรฐานสูงในการจัดตำแหน่งอุปกรณ์และการจัดการในสถานที่ปฏิบัติงาน
5.สายพานลำเลียงแบบขอบตัดคืออะไร?
สายพานลำเลียงแบบขอบตัด หมายถึงโครงสร้างสายพานลำเลียงที่ขอบสุดท้ายถูกขึ้นรูปโดยตรงด้วยการตัดตามแนวยาวหลังจากขึ้นรูปและวัลคาไนซ์แล้ว
ขอบที่ตัดแล้วคือขอบที่เสร็จสมบูรณ์ รูปทรง ความกว้าง และความตรงของขอบนั้นถูกกำหนดไว้ในกระบวนการตัดเพียงครั้งเดียว
โครงสร้างนี้พบได้ทั่วไปในสายพานลำเลียงผ้า และเป็นวิธีการผลิตมาตรฐานในโรงงานหลายแห่ง
5.1 วิธีการผลิตสายพานลำเลียงแบบตัดขอบ
การขอ กระบวนการผลิตสายพานลำเลียงแบบขอบตัด ไม่ใช่เรื่องซับซ้อน หัวใจสำคัญอยู่ที่วิธีการตัดที่ทำได้อย่างสม่ำเสมอและแม่นยำ
กระบวนการผลิต:
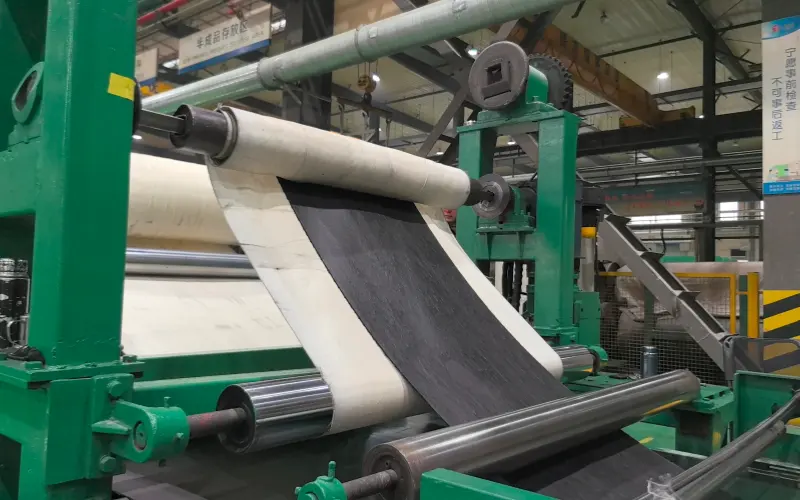
1.การขึ้นรูปและการวัลคาไนซ์สายพาน
สายพานลำเลียงถูกขึ้นรูปและวัลคาไนซ์ตามโครงสร้างที่ออกแบบไว้ ในขั้นตอนนี้ ยางหุ้มและโครงผ้าจะถูกอบให้แข็งตัวพร้อมกันทั้งหมด
2.การตัดตามแนวยาว (การผ่า)
หลังจากผ่านกระบวนการวัลคาไนซ์แล้ว จะทำการตัดความกว้างที่ได้โดยใช้เครื่องตัดตามแนวยาวตามความต้องการของคำสั่งซื้อ
3.การตรวจสอบผลิตภัณฑ์สำเร็จรูป
จะมีการตรวจสอบความตรง ความคลาดเคลื่อนของความกว้าง และสภาพพื้นผิวของขอบที่ตัด เพื่อยืนยันว่าเป็นไปตามข้อกำหนดด้านคุณภาพของลูกค้า
It น่า be คลาริฟIED :
สายพานลำเลียงแบบตัดขอบโดยทั่วไปเหมาะสำหรับสายพานลำเลียงผ้าเท่านั้น
สายพานลำเลียงแบบสายเหล็ก ไม่เหมาะสำหรับโครงสร้างที่มีขอบตัด เนื่องจากไม่มีข้อกำหนดทางเทคโนโลยีใด ๆ สำหรับการกำหนดขอบโดยการตัดตามแนวยาว
5.2 ลักษณะโครงสร้างของสายพานลำเลียงแบบขอบตัด
ในเชิงโครงสร้าง ขอบของสายพานลำเลียงแบบตัดขอบมีลักษณะที่เข้าใจง่ายและสังเกตได้ชัดเจน
1.การขอ ซาก สามารถมองเห็นภาพตัดขวางของชั้นได้อย่างชัดเจน
ผ้าถูกตัดขอบอย่างเรียบร้อย และพื้นผิวที่ตัดแล้วถูกเปิดออกโดยตรง ทำหน้าที่เป็นส่วนเชื่อมต่อสุดท้ายของโครงสร้างสายพาน
2.รูปทรงของขอบนั้นถูกกำหนดโดยวิธีการตัดอย่างสมบูรณ์
ความตรง ความเรียบ และความสม่ำเสมอของขอบขึ้นอยู่กับความแม่นยำและความเสถียรในการทำงานของอุปกรณ์ตัด
3.พื้นผิวที่ตัดช่วยให้มองเห็นโครงสร้างได้ชัดเจน
สามารถสังเกตการจัดเรียงและลักษณะการขึ้นรูปของผ้าได้โดยตรงผ่านการตัดขวางตามขอบผ้า
5.3 ข้อดีและข้อจำกัดทั่วไป
5.3.1 ข้อดี:
- เส้นทางการผลิตโดยตรง กระบวนการผลิตที่ได้มาตรฐาน
- ข้อกำหนดความกว้างที่ยืดหยุ่น สามารถตัดผลิตภัณฑ์สำเร็จรูปที่มีขนาดความกว้างหลากหลายได้จากสายพานต้นแบบเดียวกัน
- คุณภาพของผลิตภัณฑ์สามารถประเมินได้จากพื้นผิวที่ตัด
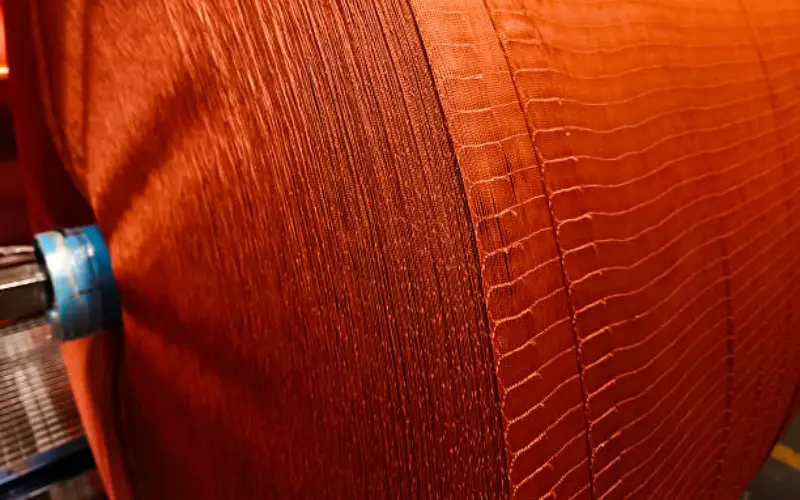
ในกระบวนการผลิตจริง หากกระบวนการขึ้นรูปไม่ได้รับการควบคุมอย่างเหมาะสม โครงสร้างของผ้าอาจแสดงลักษณะเป็นเส้นหย wavy หรือการจัดเรียงที่ไม่สม่ำเสมอ
โดยการสังเกตหน้าตัดของสายพานลำเลียง จะเห็นจำนวนเส้นหยักได้อย่างชัดเจน ทำให้สามารถประเมินคุณภาพการขึ้นรูปได้โดยตรง วิธีการตรวจสอบคุณภาพนี้ไม่สามารถทำได้กับสายพานลำเลียงที่มีขอบขึ้นรูป
5.3.2 ข้อจำกัด:
- ขอบเป็นพื้นผิวสิ้นสุดโครงสร้าง ทำให้มีแนวโน้มที่จะสึกหรอได้ง่ายกว่าภายใต้สภาวะการเยื้องศูนย์หรือแรงเสียดทานด้านข้างในระยะยาว
- คุณภาพของคมตัดขึ้นอยู่กับสภาพของอุปกรณ์ตัดและระดับการควบคุมกระบวนการเป็นอย่างมาก
6.ความแตกต่างเชิงโครงสร้างที่สำคัญระหว่างสายพานขอบขึ้นรูปและสายพานขอบตัด
6.1 การป้องกันขอบและการเปิดเผยชั้นผ้า
6.1.1 ขอบหล่อ
- ปลายของชั้นผ้าแต่ละชั้นถูกหุ้มด้วยยางอย่างสมบูรณ์
- ขอบนั้นถูกแยกออกจากสภาพแวดล้อมภายนอกโดยสิ้นเชิง
- ขอบนั้นเองไม่ได้ให้ข้อมูลใดๆ ที่มองเห็นได้เกี่ยวกับชั้นของเนื้อไม้
6.1.2 ขอบตัด
- ปลายของชั้นผ้าแต่ละชั้นจะปรากฏให้เห็นโดยตรงตรงบริเวณที่ตัดขวาง
- ประสิทธิภาพของขอบผ้าขึ้นอยู่กับความต้านทานต่อน้ำและความเสถียรทางเคมีโดยธรรมชาติของวัสดุผ้า
- พื้นผิวที่ถูกตัดนั้นมองเห็นได้ชัดเจน ทำให้สามารถสังเกตสภาพซากสัตว์ได้โดยตรง
6.1.3 ความเป็นจริงทางวิศวกรรม
ในงานอุตสาหกรรมส่วนใหญ่ โครงสร้างที่ทำจากผ้าใยสังเคราะห์จะถูกนำมาใช้
ในระบบวัสดุนี้ การที่ขอบหุ้มด้วยยางหรือไม่นั้น โดยทั่วไปแล้วจะไม่ส่งผลให้ประสิทธิภาพการทำงานแตกต่างกันอย่างเห็นได้ชัด
6.2 การกระจายความเค้นตามความกว้างของสายพาน
6.2.1 ขอบหล่อ
- บริเวณขอบมีโครงสร้างที่ทับซ้อนกันอยู่
- บริเวณเปลี่ยนผ่านความแข็งจะเกิดขึ้นระหว่างขอบและส่วนหลัก
- ความแตกต่างของความเค้นตามแนวขวางเกิดขึ้นในบริเวณรอยต่อของโครงสร้าง
- การตอบสนองทางกลของขอบไม่สอดคล้องกับการตอบสนองของบริเวณตรงกลางอย่างสมบูรณ์
6.2.2 ขอบตัด
- จากจุดศูนย์กลางถึงขอบ ความหนาและโครงสร้างยังคงสม่ำเสมอ
- ความแข็งของสายพานโดยรวมมีความต่อเนื่องตลอดความกว้างทั้งหมด
- การกระจายความเค้นตามแนวขวางมีความสม่ำเสมอ
- เส้นทางการรับน้ำหนักมีความชัดเจนและคาดการณ์ได้
6.2.3 ผลกระทบในระบบแรงดันสูง
ในการโทรทางไกล การทำงานแรงดันสูง เงื่อนไข:
- ความสม่ำเสมอของความแข็งของ ขอบตัดสายพานช่วยส่งเสริมการกระจายแรงกดอย่างสม่ำเสมอ
- ความไม่ต่อเนื่องเชิงโครงสร้างใน ขอบขึ้นรูปสายพานอาจทำให้ความเค้นที่แตกต่างกันในบริเวณรอยต่อเพิ่มมากขึ้น
6.3 การซึมของน้ำและความเสถียรของพื้นผิวในระยะยาว
6.3.1 ประวัติความเป็นมา
ในยุคแรกเริ่มของการใช้เส้นใยธรรมชาติ การดูดซับน้ำบริเวณขอบจะนำไปสู่ความเสียหายของชั้นเส้นใยโดยตรง
6.3.2 ความเป็นจริงของวัตถุสมัยใหม่
6.3.3 ขอบหล่อ
- ขอบนั้นถูกแยกออกจากสภาพแวดล้อมภายนอกอย่างสมบูรณ์
- ช่วยเสริมความแข็งแรงเชิงโครงสร้างภายใต้สภาวะความชื้นสูงหรือการสัมผัสสารเคมีในระยะยาว
6.3.4 ขอบตัด
- ภายใต้สภาวะการใช้งานปกติของโครงสร้างผ้าใยสังเคราะห์ ขอบที่เปิดโล่งจะไม่นำไปสู่ความเสียหายของชั้นระหว่างชั้น
- ความเสี่ยงเพียงอย่างเดียวเกิดขึ้นจากการแช่น้ำเป็นเวลานานมากร่วมกับระบบกาวที่ไม่ดี ซึ่งเป็นสถานการณ์ที่พบได้น้อยมากในการใช้งานจริง
6.4 ผลกระทบต่อรูปทรงเรขาคณิตของการต่อเชื่อมและความสมมาตรของข้อต่อ
6.4.1 ปัจจัยหลักที่มีผลต่อคุณภาพการต่อสาย
- ความหนาของขอบตรงกับความหนาของตัวสายพานหรือไม่
- รูปทรงของรอยต่อสมมาตรหรือไม่
- พื้นผิวการเชื่อมต่อมีความต่อเนื่องหรือไม่
6.4.2 ลักษณะโครงสร้างของขอบที่ตัด
- ความหนาของขอบมีความสม่ำเสมอตามความหนาของตัวสายพาน
- รูปทรงของการต่อเชื่อมนั้นมีความสมมาตรโดยธรรมชาติ
- การตัดขั้นบันไดทำได้ง่าย โดยมีความสูงของขั้นบันไดที่สม่ำเสมอทั่วทั้งชั้น
- พื้นที่เชื่อมต่อสามารถพัฒนาได้อย่างเต็มที่
- ความแข็งแรงของการต่อรอยจะคงที่อยู่ที่ 85–90% ของความแข็งแรงของสายพาน (ระดับมาตรฐานอุตสาหกรรมทั่วไป)
6.4.3 ผลกระทบเชิงโครงสร้างของขอบขึ้นรูป
- โครงสร้างมีการทับซ้อนกันบริเวณขอบ
- จำเป็นต้องมีการชดเชยสำหรับบริเวณขอบใน ประกบ ภูมิภาค
- การตัดแบบขั้นบันไดมีความซับซ้อนกว่า และการรักษาความสมมาตรของพื้นผิวบนและล่างให้สมบูรณ์นั้นทำได้ยาก
- การยึดติดอย่างสม่ำเสมอบริเวณขอบทำได้ยากกว่า
- ความแข็งแรงของการต่อรอยเชื่อมโดยทั่วไปจะอยู่ในช่วง 75–85%
6.5 ความทนทานต่อการเยื้องศูนย์ของสายพานและการสัมผัสขอบ
6.5.1 สถานที่ปฏิบัติงาน
การเบี่ยงเบนของสายพานในระดับหนึ่งเป็นสิ่งที่หลีกเลี่ยงไม่ได้ในระบบลำเลียงใดๆ
เมื่อเกิดการเบี่ยงเบนแนวขึ้น ขอบสายพานจะเป็นบริเวณแรกที่สัมผัสกับอุปกรณ์นำทางหรือโครงสร้างรองรับเสมอ
6.5.2 ขอบหล่อ
- บริเวณที่โครงสร้างซ้อนทับกันตรงขอบจะกลายเป็นจุดสัมผัสหลัก
- ความเค้นที่กระจุกตัวเฉพาะจุดทำให้เกิดการแยกตัวของขอบได้ง่ายขึ้น
- เมื่อเกิดการแยกชั้นแล้ว ความเสียหายอาจลุกลามไปทั่วความกว้างของสายพาน
- การซ่อมแซมความเสียหายบริเวณขอบ ณ จุดเกิดเหตุค่อนข้างยาก
6.5.3 ขอบตัด
- ไม่มีการซ้อนทับกันของโครงสร้างบริเวณขอบ ส่งผลให้พื้นที่สัมผัสมีขนาดเล็กลง
- ความเครียดจะกระจายตัวมากขึ้น ความเสียหายมักปรากฏในรูปแบบของการสึกหรอของยางหุ้ม
- การสึกหรอของยางหุ้มโดยทั่วไปไม่นำไปสู่การเสื่อมสภาพของโครงสร้าง
- ขอบนั้นซ่อมแซมได้ง่ายกว่าในสถานที่
6.5.4 การเปรียบเทียบภายใต้สภาวะการใช้งานจริง
- การคลาดเคลื่อนเล็กน้อย (<5 มม.):แทบไม่มีความแตกต่างระหว่างขอบทั้งสองแบบเลย
- การเบี่ยงเบนปานกลาง (5–15 มม.):ขอบตัด สายพานมีอัตราการสึกหรอที่ขอบต่ำกว่า 20-30%
- การเบี่ยงเบนอย่างรุนแรง (>15 มม.):ขอบขึ้นรูป สายพานมีความเสี่ยงต่อการหลุดลอกบริเวณขอบสูงกว่า 3-5 เท่า
7.การเปรียบเทียบประสิทธิภาพในสภาพการใช้งานจริงในอุตสาหกรรม
ในการใช้งานจริงในภาคอุตสาหกรรม ความแตกต่างด้านประสิทธิภาพระหว่าง สายพานลำเลียงขอบขึ้นรูป และ สายพานลำเลียงขอบตัด ขึ้นอยู่กับคุณลักษณะของระบบปฏิบัติการนั้นๆ
7.1 ระบบลำเลียงแรงสูงและระยะไกล
7.1.1 ลักษณะของระบบ :
- โครงสร้างผ้าที่มีความแข็งแรงสูง
- ระยะทางการลำเลียงโดยทั่วไปมากกว่า 1.5–2 กิโลเมตร
- แรงดึงในการใช้งานใกล้ขีดจำกัดบนของสายพานลำเลียงผ้า
- รอยต่อที่รับแรงกระทำซ้ำๆ และความเค้นล้าในระยะยาว
ในระบบดังกล่าว ความเสถียรในระยะยาวของรอยต่อเป็นปัจจัยสำคัญที่กำหนดอายุการใช้งาน
7.1.2 ประสิทธิภาพการใช้งานจริงของ Cut Edge:
1.ความสม่ำเสมอของความเค้น
- ความหนาและโครงสร้างของสายพานมีความสม่ำเสมอตั้งแต่ตรงกลางจนถึงขอบ
- การกระจายแรงตามแนวขวางเป็นแบบสม่ำเสมอ
- รูปทรงของรอยต่อมีความสมมาตร และมีจุดเค้นต่ำ
- ประสิทธิภาพการทำงานที่คงที่ในระยะยาวเมื่อเผชิญกับความเหนื่อยล้า
2.ความน่าเชื่อถือของการเชื่อมต่อ
- ไม่จำเป็นต้องชดเชยความหนาของขอบ
- การตัดขั้นบันไดที่มีความแม่นยำสูงและสามารถทำซ้ำได้
- อินเทอร์เฟซการยึดติดที่สม่ำเสมอ
- ความแข็งแรงของการต่อเชื่อมจริงสามารถคงตัวได้ถึง 88–92% ของความแข็งแรงของสายพาน
3.ความสะดวกในการบำรุงรักษา
- ความเสียหายเล็กน้อยบริเวณขอบไม่มีผลต่อรูปทรงของรอยต่อ
- ยางปิดขอบสามารถตัดแต่งได้โดยตรงก่อนการต่อเชื่อม
7.1.3 ข้อจำกัดเชิงโครงสร้างของขอบขึ้นรูปภายใต้เงื่อนไขเหล่านี้:
- โครงสร้างมีการทับซ้อนกันบริเวณขอบ
- ภายใต้แรงดึงสูงแบบวัฏจักร ความแตกต่างของความแข็งระหว่างขอบและตัวสายพานจะถูกขยายให้เห็นได้ชัดเจนยิ่งขึ้น
- บริเวณขอบของรอยต่อมีแนวโน้มที่จะกลายเป็นจุดอ่อนเนื่องจากความล้าได้ง่ายกว่า
- หลังจากใช้งานเป็นเวลานาน มีความเสี่ยงที่จะเกิดการแยกชั้นในระดับจุลภาคบริเวณรอยต่อโครงสร้างขอบ

7.2 สภาพแวดล้อมที่เปียกชื้น เป็นโคลน หรือควบคุมได้ไม่ดี
7.2.1 ลักษณะสิ่งแวดล้อม:
- ความชื้นสูง (>85% RH)
- สัมผัสกับน้ำหรือโคลนบ่อยครั้ง
- การทำความสะอาดและบำรุงรักษาที่ล่าช้าหรือไม่เพียงพอ
- ความผันผวนของอุณหภูมิแวดล้อมขนาดใหญ่
ภายใต้สภาวะโครงสร้างผ้าสังเคราะห์ไนลอน/โพลีเอสเตอร์ ความแตกต่างของประเภทขอบแสดงลักษณะที่แตกต่างกันในช่วงเวลาการใช้งานที่ต่างกัน
7.2.2 ประสิทธิภาพการใช้งานจริงของ Cut Edge:
- การใช้งานระยะสั้น (<2 ปี):ไม่มีความแตกต่างด้านประสิทธิภาพที่เห็นได้ชัด
- การใช้งานระยะกลางถึงระยะยาว (2–5 ปี):
- อาจเกิดการสึกหรอเฉพาะจุดหรือการลอกเล็กน้อยของยางหุ้มขอบได้
- โครงสร้างของผ้าไม่ได้รับผลกระทบ
- ลักษณะความล้มเหลวที่พบบ่อย:
- ยางหุ้มพื้นผิวสึกหรอ
- สามารถซ่อมแซมได้ ณ สถานที่
7.2.3 ประสิทธิภาพการใช้งานจริงของขอบขึ้นรูป:
- ระยะระยะสั้น:
- ขอบยังคงปิดสนิทและดูสมบูรณ์ดี
- จุดเสี่ยงในระยะยาว:
- หากการควบคุมการยึดติดที่บริเวณรอยต่อโครงสร้างขอบไม่เพียงพอ
- อาจมีการสะสมของสารที่มีความชื้นบริเวณรอยต่อ
- เมื่อการแยกชั้นเริ่มขึ้น ความเสียหายอาจลุกลามไปตามความกว้างของสายพาน
7.3 ระบบที่มีการวางแนวสายพานผิดพลาดบ่อยครั้ง
7.3.1 สาเหตุทั่วไปของการเรียงตัวผิดปกติ:
- ความแม่นยำในการติดตั้งชุดลูกรอกไม่เพียงพอ
- การกระจายวัสดุไม่สม่ำเสมอ
- การเสียรูปของโครงสร้างสายพานลำเลียง
- ปัจจัยด้านสิ่งแวดล้อม (แรงลม ความแตกต่างของอุณหภูมิ)
7.3.2 ประสิทธิภาพเชิงโครงสร้างของขอบตัด:
- ไม่มีการทับซ้อนทางโครงสร้างที่ขอบ
- พื้นที่สัมผัสขนาดเล็กที่มีแรงเค้นกระจายตัว
- การสึกหรอส่วนใหญ่มักเกิดขึ้นที่ยางหุ้ม
- ความเสี่ยงต่ำต่อภาวะล้มเหลวที่ลุกลาม
- ขอบสามารถซ่อมแซมได้ด้วยวิธีการเชื่อมเย็นหรือการเชื่อมร้อน
7.3.3 ประสิทธิภาพเชิงโครงสร้างของขอบขึ้นรูป:
- บริเวณที่โครงสร้างขอบซ้อนทับกันจะกลายเป็นจุดสัมผัสหลัก
- ความเข้มข้นของความเครียดเฉพาะที่
- เมื่อเริ่มเกิดการแยกตัวที่ขอบ อัตราการลุกลามจะสูงมาก
- การซ่อมแซม ณ จุดเกิดเหตุทำได้ยากและโดยปกติแล้วต้องเปลี่ยนสายพานทั้งเส้น
7.3.4 เปรียบเทียบภายใต้สภาวะการใช้งานจริง:
- การเบี่ยงเบนน้อยกว่า 3 มม.: อายุการใช้งานใกล้เคียงกันสำหรับขอบทั้งสองประเภท
- การเบี่ยงเบน 3–10 มม.: อายุการใช้งานของคมตัดเพิ่มขึ้น 15–25%
- การเบี่ยงเบนมากกว่า 10 มม.: อายุการใช้งานของคมตัดจะยาวนานขึ้น 30–50%
7.4 การบำรุงรักษาจำกัด หรือการปฏิบัติงานจากระยะไกล
7.4.1 สถานการณ์ทั่วไป:
- ระบบลำเลียงแร่ระยะไกล
- ระบบการดำเนินงานท่าเรืออย่างต่อเนื่อง
- สถานที่หรือสถานที่ที่ไม่มีผู้ดูแลหรือมีช่วงเวลาการบำรุงรักษาจำกัด
7.4.2 ข้อดีในการใช้งานของ Cut Edge:
- สามารถตัดไม้มาตรฐานให้ได้ความกว้างต่างๆ ได้อย่างรวดเร็ว
- โดยทั่วไปแล้ว รอบการเปลี่ยนอะไหล่ฉุกเฉินจะใช้เวลา 2-5 วัน
- สามารถซ่อมแซมขอบชั่วคราวเพื่อยืดเวลาการใช้งานได้
- สามารถทำการต่อรอยต่อให้เสร็จสมบูรณ์ได้ในสถานที่โดยไม่ต้องชดเชยขอบ
7.4.3 ข้อจำกัดในการใช้งานของ Mould Edge:
- โดยทั่วไปแล้ว รอบการผลิตตามสั่งจะอยู่ที่ 15-30 วัน
- การสต็อกสินค้าที่มีความกว้างมาตรฐานที่จำเป็นล่วงหน้า จะทำให้เงินทุนถูกผูกไว้
- ความเสียหายของโครงสร้างบริเวณขอบเป็นเรื่องยากที่จะจัดการ ณ จุดเกิดเหตุ
7.4.4 การเปรียบเทียบต้นทุนการดำเนินงาน:
- ขอบที่ตัด:ต้นทุนสินค้าคงคลังสามารถลดลงได้ 30-40%
- ขอบขึ้นรูป:แรงกดดันด้านสินค้าคงคลังและการใช้ทุนที่สูงขึ้น
8.เหตุใดสายพานแบบตัดขอบจึงมักทำงานได้ดีกว่าในระบบแรงดึงสูง
ในระบบลำเลียงแรงดันสูง สายพานลำเลียงขอบตัด โดยทั่วไปแล้ว สายพานแบบตัดขอบมักแสดงการตอบสนองเชิงโครงสร้างที่เสถียรและคาดการณ์ได้มากกว่า เนื่องจากภายใต้สภาวะแรงดึงสูง เส้นทางของแรง ความสม่ำเสมอของความเครียด และความสมมาตรของรอยต่อจะถูกขยายอย่างต่อเนื่อง และสายพานแบบตัดขอบมีข้อได้เปรียบโดยธรรมชาติในจุดโครงสร้างที่สำคัญเหล่านี้
8.1 ความชัดเจนของเส้นทางแรง
8.1.1 ขอบตัด
- เส้นทางการถ่ายเทน้ำหนักชัดเจน:
จากรอก → ชั้นผ้า → กระจายตัวอย่างสม่ำเสมอทั่วความกว้างของสายพาน - การตอบสนองทางกลของขอบนั้นสอดคล้องกับการตอบสนองของบริเวณตรงกลาง
- ไม่มีการทับซ้อนทางโครงสร้างในระดับท้องถิ่นหรือความไม่ต่อเนื่องของความแข็งแกร่ง
- การคำนวณและการคาดการณ์การกระจายความเค้นทำได้ง่ายกว่าในมุมมองทางวิศวกรรม
8.1.2 ขอบหล่อ
- โครงสร้างมีการทับซ้อนกันบริเวณขอบ
- ความแปรผันของความแข็งในระดับท้องถิ่นเกิดขึ้นระหว่างขอบและตัวสายพาน
- การโก่งตัวและการกระจุกตัวของแรงเกิดขึ้นในบริเวณขอบ
- รูปทรงขอบมีความซับซ้อนมากขึ้น ทำให้การสร้างแบบจำลองการกระจายความเค้นทำได้ยากขึ้น
8.1.3 ความแตกต่างในทางปฏิบัติภายใต้สภาวะความตึงสูง
เมื่อแรงดึงในการใช้งานเข้าใกล้ขีดจำกัดสูงสุดของระบบโครงสร้างผ้า ความแตกต่างเหล่านี้จะค่อยๆ ปรากฏชัดเจนขึ้น:
- ภายใต้แรงดึงระดับต่ำถึงปานกลาง: ความแตกต่างทางโครงสร้างมีผลกระทบจำกัด
- เมื่อความตึงเครียดเพิ่มขึ้นอย่างต่อเนื่อง ข้อดีของการกระจายความเค้นอย่างสม่ำเสมอของขอบที่ตัดก็จะยิ่งเพิ่มมากขึ้นเรื่อยๆ
- ในการใช้งานระยะยาว: บริเวณขอบของสายพานขึ้นรูปมีแนวโน้มที่จะกลายเป็นจุดเริ่มต้นของความล้าเฉพาะที่ได้ง่ายกว่า
8.2 ความสม่ำเสมอของความเครียดตามขวาง
8.2.1 พื้นหลังการทำงาน
ในระหว่างการทำงานของสายพาน จะเกิดแรงดึงตามแนวขวางทุกครั้งที่สายพานเคลื่อนผ่านรอก:
- การรับแรงแบบวนซ้ำทำให้เกิดการหดตัวและการคืนตัวในแนวขวาง
- ในระบบที่มีแรงดึงสูง ขนาดของความเครียดตามแนวขวางสามารถเพิ่มขึ้นได้อย่างมาก
8.2.2 การตอบสนองเชิงโครงสร้างของขอบตัด
- ความเครียดตามแนวขวางมีความสม่ำเสมอทั่วทั้งความกว้างของสายพาน
- บริเวณขอบและบริเวณใจกลางหดตัวและขยายตัวไปพร้อมๆ กัน
- ไม่มีบริเวณที่มีความเข้มข้นของสายพันธุ์เฉพาะที่
- ภายใต้การปั่นจักรยานเป็นเวลานาน การสะสมความเหนื่อยล้าจะมีความสม่ำเสมอมากขึ้น
8.2.3 การตอบสนองเชิงโครงสร้างของขอบขึ้นรูป
การซ้อนทับกันของโครงสร้างบริเวณขอบจำกัดการเสียรูปตามแนวขวาง
ความแตกต่างของความเครียดเกิดขึ้นที่ขอบของโครงสร้างขอบ
ภายใต้การรับแรงแบบวัฏจักรในระยะยาว บริเวณนี้มีแนวโน้มที่จะเกิดความเสียหายจากความล้าสะสมได้ง่ายกว่า
8.2.4 ข้อมูลการสังเกตทางวิศวกรรม
ภายใต้สภาวะการทำงานแบบหมุนเวียนในระยะยาว:
- ขอบตัด: ไม่พบร่องรอยความล้าที่เห็นได้ชัดบริเวณขอบ
- ขอบขึ้นรูปพบรอยแตกร้าวจากความล้าในระดับจุลภาคในบางตัวอย่างบริเวณขอบโครงสร้าง
8.3 สมมาตรการต่อเชื่อม (ความสำคัญของสมมาตรการต่อเชื่อม)
8.3.1 ความเป็นจริงทางวิศวกรรมของการต่อชิ้นส่วน
- จุดต่อเป็นจุดที่อ่อนแอที่สุดในโครงสร้างของสายพานลำเลียงทั้งหมด
- แม้จะใช้กระบวนการที่มีคุณสมบัติครบถ้วนแล้ว ความแข็งแรงของรอยต่อโดยทั่วไปจะอยู่ที่เพียง 85–92% ของความแข็งแรงของสายพานเท่านั้น
- ในกรณีที่เกิดความเสียหายจริง ปัญหาที่เกี่ยวข้องกับการเชื่อมต่อคิดเป็นสัดส่วนมากกว่า 70%
8.3.2 ข้อดีของการตัดขอบในโครงสร้างการต่อไม้
1.สมมาตรทางเรขาคณิต
- ความหนาของขอบมีความสม่ำเสมอตามความหนาของตัวสายพาน
- พื้นผิวด้านบนและด้านล่างมีความสมมาตรอย่างสมบูรณ์
- ความสูงของขั้นบันไดมีความสม่ำเสมอ
- สามารถเพิ่มพื้นที่การยึดติดให้สูงสุดได้
2.ความสมมาตรของความเครียด
- การกระจายความเค้นในบริเวณรอยต่อมีความสมมาตร
- ไม่มีการกระจุกตัวของความเค้นเฉพาะจุดบริเวณขอบ
- ความเสี่ยงต่อการแยกชั้นต่ำที่สุด
8.3.3 ความท้าทายเชิงโครงสร้างของขอบขึ้นรูปบริเวณรอยต่อ
1.ความไม่สมมาตรทางเรขาคณิต
- การซ้อนทับกันของโครงสร้างบริเวณขอบส่งผลให้พื้นผิวด้านบนและด้านล่างไม่สอดคล้องกัน
- การตัดแบบขั้นบันไดจำเป็นต้องมีการปรับค่าชดเชยในบริเวณขอบ
- พื้นที่การยึดติดที่มีประสิทธิภาพลดลงประมาณ 5–8%
2.ความไม่สมมาตรของความเครียด
- บริเวณขอบของรอยต่อมีแนวโน้มที่จะเกิดการกระจุกตัวของความเค้นได้ง่ายกว่า
- การต่อแบบขอบมักเป็นจุดที่เกิดความเสียหายได้ง่ายกว่า
- หลังจากใช้งานเป็นเวลานาน ความเสี่ยงต่อการแยกตัวของรอยต่อขอบจะเพิ่มขึ้นอย่างมีนัยสำคัญ
9.เหตุใดสายพานขอบขึ้นรูปจึงเป็นที่นิยมในสภาพแวดล้อมที่รุนแรงและไม่เสถียร
ในสภาพแวดล้อมทางอุตสาหกรรมบางแห่ง ความเสี่ยงที่สายพานลำเลียงต้องเผชิญไม่ได้มาจากความตึงหรือประสิทธิภาพของรอยต่อ แต่มาจากความไม่สามารถควบคุมสภาพแวดล้อมนั้นเอง ในสถานการณ์เช่นนี้ คุณค่าของ... สายพานลำเลียงขอบขึ้นรูป ไม่ได้สะท้อนให้เห็นจากการมี "ผลงานที่สูงขึ้น" แต่สะท้อนให้เห็นจากความล้มเหลว โอกาสที่จะเกิดขึ้นน้อยลง.
9.1 ความอดทนต่อสิ่งแวดล้อม
ภายใต้สภาพแวดล้อมดังต่อไปนี้ สายพานลำเลียงขอบขึ้นรูป มักเป็นสิ่งที่หาอะไรมาทดแทนไม่ได้
9.1.1 การสัมผัสกับสภาพแวดล้อมที่เป็นกรดหรือด่างเข้มข้นอย่างต่อเนื่อง
1.ลักษณะสิ่งแวดล้อม:
- ค่า pH น้อยกว่า 3 หรือ มากกว่า 11
- การสัมผัสซ้ำๆ เป็นเวลานานระหว่างสารเคมีกับขอบสายพาน
- การทำความสะอาดบ่อยครั้ง ทำให้มีสารเคมีตกค้างที่ยากต่อการกำจัดออกให้หมด
2.ความเสี่ยงในทางปฏิบัติของการใช้ Cut Edge:
- ปลายชั้นผ้าถูกเปิดเผยโดยตรง
- สารเคมีสามารถแทรกซึมเข้าไปตามโครงสร้างรูพรุนของชั้นผ้าได้
- เมื่อสัมผัสกับสภาพแวดล้อมเป็นเวลานาน พื้นผิวที่ยึดติดกันจะค่อยๆ เสื่อมสภาพลง
3.ข้อดีเชิงโครงสร้างของขอบขึ้นรูป:
- ยางขอบก่อตัวเป็นโครงสร้างต่อเนื่อง
- ปลายชั้นผ้าถูกแยกออกจากสารเคมีภายนอกอย่างสมบูรณ์
- เส้นทางการซึมผ่านของเส้นเลือดฝอยถูกปิดกั้นอย่างมีประสิทธิภาพ
ในสภาพแวดล้อมเช่นนี้ การปิดผนึกขอบจึงเป็นกลไกการป้องกันหลัก
9.1.2 อุณหภูมิสูง + ความชื้นสูง + สภาวะแช่น้ำเป็นเวลานาน
1.เงื่อนไขทั่วไป:
- ระยะเวลาการแช่อย่างต่อเนื่องคิดเป็นมากกว่า 50% ของเวลาการทำงานทั้งหมด
- อุณหภูมิแวดล้อม >60 °C
- ความชื้นสัมพัทธ์ >90%
2.ความเสี่ยงที่อาจเกิดขึ้นจากการใช้งานขอบคม:
- ภายใต้สภาวะผสมที่รุนแรง
- พื้นผิวที่ใช้กาวอาจมีประสิทธิภาพลดลงในระยะยาว
- ความเสี่ยงเกิดจาก “การสะสมในระยะยาว” ไม่ใช่ความล้มเหลวในระยะสั้น
3.การตอบสนองเชิงโครงสร้างของขอบขึ้นรูป:
- ป้องกันน้ำซึมเข้าตามขอบชั้นผ้า
- ลดโอกาสการเสื่อมสภาพของพื้นผิวสัมผัสในระยะยาวที่เกิดจากการแช่น้ำเป็นเวลานาน
ต้องเน้นย้ำว่า:
ความเสี่ยงดังกล่าวจะมีนัยสำคัญทางวิศวกรรมเฉพาะในสภาวะสุดขั้วและต่อเนื่องในระยะยาวเท่านั้น ไม่ใช่ในสภาพแวดล้อมที่เปียกชื้นทั่วไป
9.2 ความทนทานของขอบ
ในบางระบบ ขอบไม่ได้อยู่ในสภาวะ "สัมผัสเป็นครั้งคราว" แต่เกี่ยวข้องกับการเสียดสีและการกระแทกอย่างต่อเนื่อง
1.สถานการณ์ทั่วไปที่ขอบขึ้นรูปมีข้อได้เปรียบ:
- อุปกรณ์นำทางที่ออกแบบมาไม่ดี
- ช่องว่างระหว่างแผ่นปิดฐานผนังที่แคบเกินไป
- ความกว้างของสายพานลำเลียงมีจำกัด ทำให้มีพื้นที่สำหรับการเคลื่อนที่บริเวณขอบไม่เพียงพอ
2.กลไกการป้องกันโครงสร้าง:
- ชั้นยางเสริมที่ขอบช่วยลดแรงกระแทก
- การสึกหรอจะเกิดขึ้นในชั้นยางก่อนเป็นอันดับแรก
- ชั้นผ้าไม่ได้มีส่วนเกี่ยวข้องโดยตรงกับแรงเสียดทาน
ภายใต้เงื่อนไขการจัดแนวที่ดีแต่มีการสัมผัสขอบบ่อยครั้ง อายุการใช้งานของขอบสึกหรอของ ขอบขึ้นรูป สามารถขยายได้ 30–50%
3.ข้อกำหนดเบื้องต้นที่ต้องระบุให้ชัดเจน:
- ข้อดีนี้ใช้ได้เฉพาะกับระบบที่มีการจัดเรียงอย่างเหมาะสมเท่านั้น
- เมื่อเกิดการเบี่ยงเบนอย่างมีนัยสำคัญ
- การทับซ้อนทางโครงสร้างบริเวณขอบกลับกลายเป็นจุดที่มีความเสี่ยงสูง
9.3 การจัดการโหมดความล้มเหลว
สิ่งที่ทำให้คุณค่าของขอบทั้งสองประเภทแตกต่างกันอย่างแท้จริงนั้น ไม่ใช่ "ว่าจะเกิดความล้มเหลวหรือไม่" แต่... ความล้มเหลวเกิดขึ้นได้อย่างไร และสามารถควบคุมได้อย่างไร.
1.ลักษณะความเสียหายของขอบตัด:
- รูปแบบหลัก: ยางหุ้มขอบ
- ความคืบหน้าของความล้มเหลว: ค่อยเป็นค่อยไปและคาดการณ์ได้
- ผลกระทบต่อโครงสร้าง: ความเสียหายด้านความสวยงาม ชั้นผ้ายังคงสภาพเดิม
- วิธีการซ่อม: สามารถซ่อม ณ สถานที่ได้ อายุการใช้งานสามารถยืดออกไปได้
2.ลักษณะความเสียหายของขอบขึ้นรูป:
- รูปแบบหลัก: การแยกชั้นที่บริเวณรอยต่อโครงสร้างขอบ
- การลุกลามของความล้มเหลว: เมื่อเริ่มต้นแล้ว การแพร่กระจายจะเกิดขึ้นอย่างรวดเร็ว
- ผลกระทบต่อโครงสร้าง: ความเสียหายทางโครงสร้างบริเวณขอบ
- วิธีการซ่อม: โดยปกติแล้วต้องเปลี่ยนสายพานทั้งชุด
3.การตีความในระดับวิศวกรรม:
- ขอบที่ตัด:ความล้มเหลวสามารถจัดการได้ ซ่อมแซมได้ และค่อยเป็นค่อยไป
- ขอบขึ้นรูป:ทนทานกว่าภายใต้สภาวะการใช้งานปกติ แต่เมื่อเกิดความเสียหายแล้ว ค่าใช้จ่ายจะสูงกว่า
10.ต้นทุนรวมในการเป็นเจ้าของ: นอกเหนือจากราคาเริ่มต้น
ในการตัดสินใจทางวิศวกรรมในทางปฏิบัติ การเลือกระหว่าง สายพานลำเลียงขอบขึ้นรูป และ สายพานลำเลียงขอบตัด เป็นหลัก TCO (ต้นทุนการเป็นเจ้าของ) เป็นประเด็นที่สำคัญกว่าการเปรียบเทียบราคาต่อหน่วยธรรมดาๆ
แม้ว่าปริมาณการสั่งซื้อขั้นต่ำสำหรับขอบทั้งสองประเภทจะเท่ากันที่ 100 เมตร แต่ต้นทุนในระยะยาวจะค่อยๆ แตกต่างกันไปตามประสิทธิภาพการจัดส่ง โครงสร้างสินค้าคงคลัง วิธีการบำรุงรักษา และความเสี่ยงจากการหยุดทำงาน
10.1 ประสิทธิภาพการผลิตและระยะเวลานำส่ง
ก่อนอื่น จำเป็นต้องชี้แจงข้อเท็จจริงที่มักเข้าใจผิดกัน:
สำหรับ Tiantieปริมาณการผลิตจริง ปริมาณการสั่งซื้อขั้นต่ำสำหรับทั้งสองอย่าง ขอบตัด และ ขอบขึ้นรูป คือ 100 ม.
สิ่งที่สร้างความแตกต่างอย่างแท้จริงไม่ใช่ปริมาณสั่งซื้อขั้นต่ำ (MOQ) แต่เป็นวิธีการจัดการการผลิตและความยืดหยุ่นด้านความกว้างของสินค้า
10.1.1 ลักษณะการผลิตและการส่งมอบของ Cut Edge
- ขั้นตอนการผลิต:การวัลคาไนซ์แบบมาตรฐาน → ตัดตามความต้องการ → การจัดส่ง
- การใช้ประโยชน์จากสินค้าคงคลัง:
ม้วนแม่แบบความกว้างมาตรฐาน (เช่น 1200 มม.) สามารถตัดเป็นความกว้างสำเร็จรูปได้หลายขนาด - เวลานำ:
2-5 วัน หากมีสินค้าในสต็อก - ปริมาณการสั่งซื้อขั้นต่ำ:
100 เมตร - ความยืดหยุ่นด้านความกว้าง:
สามารถตัดชิ้นงานที่มีความกว้างแตกต่างกันได้ตามความต้องการ โดยสามารถควบคุมความแม่นยำได้ภายใน ±5 มม.
10.1.2 ลักษณะการผลิตและการจัดส่งของขอบขึ้นรูป
- ขั้นตอนการผลิต:ขึ้นรูปให้ได้ความกว้างตามต้องการ → การวัลคาไนซ์ → การจัดส่ง
- โครงสร้างการผลิต:
แม้ว่าปริมาณการสั่งซื้อขั้นต่ำจะอยู่ที่ 100 เมตรเช่นกัน แต่ความกว้างแต่ละแบบจำเป็นต้องมีการวางแผนการผลิตแยกต่างหาก - เวลานำ:
โดยทั่วไปใช้เวลา 15-30 วัน ขึ้นอยู่กับตารางการผลิตในปัจจุบันและความพร้อมของแม่พิมพ์ - ความยืดหยุ่นด้านความกว้าง:
ความกว้างถูกกำหนดไว้ก่อนการผลิตและไม่สามารถปรับเปลี่ยนได้ในภายหลังด้วยการตัด
10.1.3 ความแตกต่างของประสิทธิภาพโดยทั่วไป (ข้อกำหนดความกว้าง 300 มม.)
- ขอบที่ตัด:
สามารถจัดส่งได้อย่างรวดเร็วโดยการตัดโดยตรงจากวัสดุมาตรฐานขนาด 1200 มม. - ขอบขึ้นรูป:
แม้ว่าจะต้องการเพียง 100 เมตร แต่ก็ต้องจัดเตรียมกระบวนการขึ้นรูปและวัลคาไนซ์แยกต่างหากสำหรับความกว้าง 300 มิลลิเมตร - ผลกระทบต่อต้นทุนด้านเวลา:
ในโครงการจริง วงจรการส่งมอบโดยเฉลี่ยคือ ขอบขึ้นรูปยังคงนานกว่าประมาณ 15-20 วัน ขอบตัด.
10.1.4 ความแตกต่างในการจัดการสินค้าคงคลัง
- กลยุทธ์ล้ำสมัย:
จัดเก็บสินค้าที่มีความกว้างมาตรฐานจำนวนเล็กน้อย เพื่อรองรับความต้องการที่หลากหลาย - กลยุทธ์ขอบขึ้นรูป:
จัดเก็บสินค้าคงคลังแยกต่างหากสำหรับแต่ละความกว้างที่ใช้กันทั่วไป - ต้นทุนสินค้าคงคลังที่เกิดขึ้น:
เงินทุนถูกผูกไว้ใน ขอบขึ้นรูปโดยทั่วไปแล้วสินค้าคงคลังจะยังคงสูงกว่าระดับปัจจุบัน 40-60%
10.2 ความแตกต่างของค่าใช้จ่ายในการบำรุงรักษาและซ่อมแซม
การจัดการความเสียหายบริเวณขอบเป็นปัจจัยสำคัญที่ส่งผลต่อต้นทุนในระยะยาว
10.2.1 ขอบตัด
- รูปแบบความเสียหายทั่วไป:ยางหุ้มขอบสึกหรอ
- วิธีการซ่อมแซม ณ สถานที่:
- แผ่นปิดแผลแบบเย็น: ใช้เวลาประมาณ 30 นาที ราคาต่ำกว่า 50 ดอลลาร์สหรัฐ
- ซ่อมร้อน: ประมาณ 2 ชั่วโมง, ค่าใช้จ่ายต่ำกว่า 200 ดอลลาร์สหรัฐ
- ผลการซ่อมแซม:
อายุการใช้งานสามารถยืดออกไปได้ 3-12 เดือน - เวลาหยุดทำงาน:
5-2 ชั่วโมง
10.2.2 ขอบหล่อ
- รูปแบบความเสียหายทั่วไป:การแยกชั้นที่บริเวณรอยต่อโครงสร้างขอบ
- ความเป็นไปได้ในการซ่อมแซม ณ สถานที่:
- การแยกชั้นเล็กน้อย: อาจลองซ่อมแซมโดยการติดกาวได้ อัตราความสำเร็จต่ำกว่า 50%
- การแยกชั้นที่เห็นได้ชัด: โดยปกติแล้วไม่สามารถซ่อมแซมได้ในสถานที่
- ผลลัพธ์ทั่วไป:
จำเป็นต้องเปลี่ยนสายพานทั้งหมด - เวลาหยุดทำงาน:
4–8 ชั่วโมง (เปลี่ยน + ต่อสาย)
10.3 ผลกระทบของช่วงเวลาการต่อเชื่อมและต้นทุน
10.3.1 ขอบตัด
- ช่วงเวลาการต่อเชื่อม:4-5 ปี
- ค่าใช้จ่ายในการต่อเชื่อม:ค่าใช้จ่ายต่อกิจกรรมอยู่ที่ 2,000–5,000 ดอลลาร์สหรัฐ
10.3.2 ขอบหล่อ
- ช่วงเวลาการต่อเชื่อม:ฮิต-3years
- ค่าใช้จ่ายในการต่อเชื่อม:ค่าใช้จ่ายต่อกิจกรรมอยู่ที่ 2,500–6,000 ดอลลาร์สหรัฐ
10.3.3 การเปรียบเทียบค่าใช้จ่ายในการบำรุงรักษาประจำปี (ระบบ 1000 ตร.ม.):
- ขอบที่ตัด:800–1,200 เหรียญสหรัฐ/ปี
- ขอบขึ้นรูป:1,200–2,000 เหรียญสหรัฐ/ปี
→ โดยทั่วไปจะสูงกว่า 20–40%
10.4 เมื่อต้นทุนเริ่มต้นที่สูงขึ้นคุ้มค่ากับผลตอบแทนจากการลงทุน
แม้จะมีปริมาณการสั่งซื้อขั้นต่ำ (MOQ) เท่ากัน ต้นทุนการจัดซื้อเริ่มต้นของ ขอบขึ้นรูป โดยทั่วไปจะสูงกว่าของ ขอบตัดการลงทุนดังกล่าวจะคุ้มค่าหรือไม่นั้น ขึ้นอยู่กับว่ามันให้ผลตอบแทนระยะยาวที่วัดผลได้หรือไม่
10.4.1 สถานการณ์ที่การลงทุนในขอบขึ้นรูปคุ้มค่า
1.การสัมผัสกับกรดและด่างเข้มข้นอย่างต่อเนื่อง
- ต้นทุนเริ่มต้นเพิ่มขึ้น: 15–25%
- ประหยัดค่าใช้จ่าย: การแยกตัวของชั้นระหว่างวัสดุที่เกิดจากการกัดกร่อนทางเคมี
- ประหยัดได้ประมาณ 30–50%
- ระยะเวลาคืนทุน: 12–18 เดือน
2.ความชื้นสูง + สภาวะแช่น้ำเป็นเวลานาน
- ต้นทุนเริ่มต้นเพิ่มขึ้น: 15–25%
- ประหยัดค่าใช้จ่าย: การเสื่อมสภาพในระยะยาวของอินเทอร์เฟซขอบ
- ระยะเวลาคืนทุน: ขึ้นอยู่กับอายุการใช้งานและความถี่ในการบำรุงรักษา
3.ระบบระยะไกลหรือระบบที่มีความน่าเชื่อถือสูง
- ต้นทุนเริ่มต้นเพิ่มขึ้น: 15–25%
- ต้นทุนที่หลีกเลี่ยงได้: การสูญเสียจากการหยุดทำงานโดยไม่ได้วางแผนไว้
- ความเสียหายจากการหยุดทำงานเพียงครั้งเดียว: 5,000–50,000 ดอลลาร์สหรัฐ
- ระยะเวลาคืนทุน: โดยทั่วไป 6–24 เดือน
10.4.2 สถานการณ์ที่ผลตอบแทนจากการลงทุน (ROI) ของเทคโนโลยี Cut Edge นั้นคุ้มค่า
1.เงื่อนไขการใช้งานมาตรฐาน ระบบโครงสร้างผ้าใยสังเคราะห์
- ประหยัดค่าใช้จ่ายเบื้องต้น: 15–30%
- ระยะเวลานำส่งที่สั้นช่วยลดต้นทุนการรอคอยเนื่องจากเหตุขัดข้อง
- ประหยัดต้นทุนรวมในการเป็นเจ้าของ (TCO) ใน 5 ปี: 20–35%
2.ข้อกำหนดความกว้างหลายแบบ หรือความต้องการผลิตจำนวนน้อย
- ประหยัดต้นทุนการจัดซื้อเบื้องต้น: 15–30%
- ประหยัดต้นทุนสินค้าคงคลัง: 40–60%
- ช่วยหลีกเลี่ยงการสต็อกสินค้ามากเกินไปได้อย่างมีประสิทธิภาพ
3.ระบบที่มีสภาวะการจัดเรียงที่ไม่เสถียร
- ความเสียหายที่ขอบสามารถควบคุมและซ่อมแซมได้
- ต้นทุนการบำรุงรักษาในระยะยาวลดลง
- การประหยัดต้นทุนรวมในการเป็นเจ้าของ (TCO):% 25-40
10.5 สูตรการตัดสินใจ
ต้นทุนรวมในการเป็นเจ้าของ = ต้นทุนการจัดซื้อเบื้องต้น + (ค่าบำรุงรักษาประจำปี × อายุการใช้งาน) + (การสูญเสียจากการหยุดทำงาน × ความถี่ในการหยุดทำงาน) + ค่าใช้จ่ายในการเก็บรักษาสินค้าคงคลัง
11. กรณีพิเศษ: เมื่อไม่สามารถเลือกประเภทขอบได้
ในการใช้งานสายพานลำเลียงโครงผ้าส่วนใหญ่ สายพานลำเลียงขอบตัด และ สายพานลำเลียงขอบขึ้นรูป สามารถเลือกได้โดยพิจารณาจากความสมดุลระหว่างสภาวะการทำงานต่างๆ
อย่างไรก็ตาม ในสถานการณ์จำนวนน้อยที่ถูกจำกัดอย่างมากด้วยกฎระเบียบ ระบบวัสดุ หรือเงื่อนไขการใช้งาน ประเภทของขอบไม่ใช่ทางเลือก แต่ถูกกำหนดโดยตรงจากข้อกำหนดทางเทคนิค
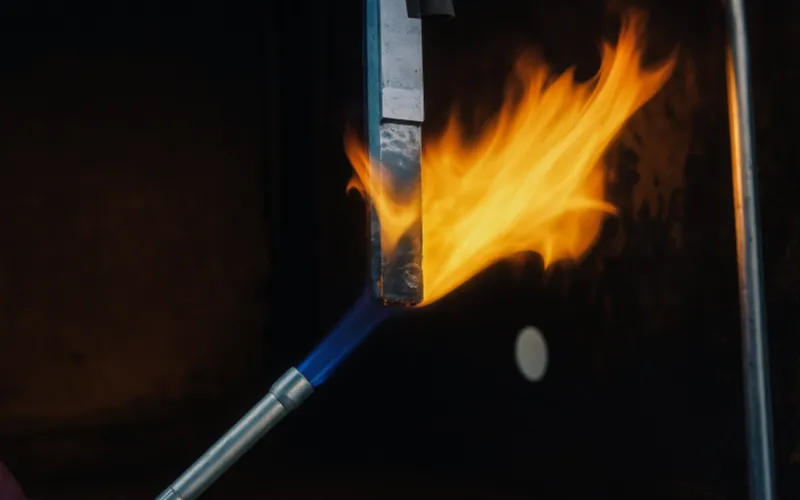
11.1 สายพานทนไฟ
ภายใน สายพานลำเลียงทนไฟ สำหรับระบบต่างๆ โครงสร้างขอบ (edge structure) เป็นส่วนหนึ่งของข้อกำหนดด้านการปฏิบัติตามกฎระเบียบ มากกว่าจะเป็นตัวเลือกในการเพิ่มประสิทธิภาพการทำงาน
11.1.1 พื้นฐานด้านเทคนิคและมาตรฐาน
ในระบบมาตรฐานที่แสดงโดย 22103 DIN (การจำแนกประเภทความทนไฟ) มีข้อกำหนดเชิงโครงสร้างที่ชัดเจน:
ยางหุ้มต้องห่อหุ้มชั้นผ้าอย่างต่อเนื่อง และไม่อนุญาตให้มีส่วนของผ้าที่โผล่ออกมาบริเวณขอบสายพาน
11.1.2 เหตุผลทางวิศวกรรม
เมื่อชั้นผ้าถูกเปิดออกบริเวณขอบ ภายใต้สภาวะที่มีเปลวไฟ อุณหภูมิสูง หรือการแผ่รังสีความร้อน ชั้นผ้าเหล่านั้นอาจกลายเป็นช่องทางให้เปลวไฟลุกลามและถ่ายเทความร้อน ซึ่งจะบั่นทอนความสมบูรณ์ของระบบป้องกันไฟของสายพานโดยตรง
11.1.3 ข้อสรุปประเภทขอบ
- สำหรับงานสายพานลำเลียงที่ทนไฟ:
→ ต้องใช้ขอบขึ้นรูป - ขอบตัดไม่ตรงตามข้อกำหนดด้านโครงสร้างเรื่องการครอบคลุมขอบอย่างต่อเนื่องตามที่ระบบกันไฟกำหนดไว้
11.1.4 สภาพแวดล้อมการใช้งานทั่วไป
- พื้นที่ใต้ดินหรือพื้นที่กึ่งปิด
- อุโมงค์และ สายพานลำเลียงใต้ดิน โครงการ
- ระบบลำเลียงวัสดุที่มีความเสี่ยงสูงต่อการเกิดอัคคีภัย
ในสถานการณ์เหล่านี้ สาระสำคัญของความได้เปรียบคือ... การเลือกประเภท is การปฏิบัติตามข้อกำหนดโครงสร้างทนไฟ.
11.2 สารเคลือบผิวที่ทนต่อน้ำมันและสารเคมี
เมื่อใช้สารเคลือบผิวที่ทนต่อน้ำมันหรือสารเคมี โครงสร้างขอบจะมีผลโดยตรงต่อความเสถียรในระยะยาวของส่วนเชื่อมต่อ
11.2.1 คุณลักษณะทางวัสดุของสารประกอบเคลือบผิวชนิดพิเศษ
- สูตรที่มีฟิลเลอร์สูง
- มีปริมาณคาร์บอนแบล็กและสารเพิ่มความยืดหยุ่นสูง
- เมื่อเปรียบเทียบกับวัสดุปิดผิวทั่วไป ความแข็งแรงในการยึดติดกับชั้นผ้าโดยทั่วไปจะต่ำกว่า 10-20%
11.2.2 ความเสี่ยงทางวิศวกรรมของขอบตัด
- ปลายชั้นผ้าถูกเปิดเผยโดยตรง
- สารเคมีสามารถแทรกซึมเข้าไปในบริเวณรอยต่อตามโครงสร้างรูพรุนของเนื้อผ้าได้
- ภายใต้การสัมผัสกับสภาพแวดล้อมอย่างต่อเนื่อง การเสื่อมสภาพของพื้นผิวจะเร่งตัวขึ้นอย่างมาก
11.2.3 บทบาทเชิงโครงสร้างของขอบขึ้นรูป
- ก่อให้เกิดการห่อหุ้มยางอย่างต่อเนื่องที่ขอบ
- แยกปลายเส้นใยผ้าออกจากสารเคมี
- ช่วยปิดกั้นเส้นทางการซึมผ่านของเส้นเลือดฝอยได้อย่างมีประสิทธิภาพ
11.2.4 ตรรกะการคัดเลือกทางวิศวกรรม
- สภาพแวดล้อมที่เป็นกรดหรือด่างเข้มข้น(ค่า pH น้อยกว่า 4 หรือมากกว่า 11, สัมผัสต่อเนื่อง):
→ ขอบขึ้นรูปเป็นทางเลือกโครงสร้างที่จำเป็น - สภาพแวดล้อมที่ทนต่อน้ำมัน:
- การติดต่อแบบไม่ต่อเนื่อง: ขอบตัดยอมรับได้
- ติดต่ออย่างต่อเนื่อง: ขอบขึ้นรูปเป็นที่ต้องการ
พื้นฐานของการตัดสินนี้คือ ความเข้มข้นและระยะเวลาของการสัมผัสสารเคมีไม่ใช่ "ความแข็งแกร่ง" โดยธรรมชาติของขอบประเภทหนึ่งเหนืออีกประเภทหนึ่ง
11.3 สายพานหุ้มวัสดุเกรดอาหารและสีอ่อน
ในการใช้งานประเภทนี้ การเลือกประเภทขอบจะขึ้นอยู่กับข้อกำหนดการใช้งานและความคาดหวังของลูกค้ามากกว่าข้อจำกัดทางโครงสร้าง
11.3.1 ลักษณะความต้องการเชิงปฏิบัติ
- ยางหุ้มสีขาวหรือสีอ่อน
- มีความต้องการสูงในด้านความสะอาดและความสม่ำเสมอทางด้านรูปลักษณ์
- สภาพขอบมีผลโดยตรงต่อผลลัพธ์การยอมรับ
11.3.2 ผลกระทบในทางปฏิบัติของขอบตัด
- สีของปลายชั้นผ้าที่โผล่ออกมานั้นตัดกันอย่างชัดเจนกับยางหุ้มด้านนอก
- ซึ่งมักไม่เป็นที่ยอมรับในอุตสาหกรรมอาหาร ยา และอุตสาหกรรมที่คล้ายคลึงกัน
11.3.3 ตัวเลือกทางวิศวกรรมทั่วไป
- ขอบขึ้นรูปเพื่อให้มั่นใจได้ถึงความสอดคล้องทางด้านภาพระหว่างขอบและพื้นผิวของสายพาน
11.3.4 ประเด็นที่ต้องชี้แจงให้ชัดเจน
นี่เป็นข้อกำหนดที่เกิดจากคุณสมบัติเฉพาะและสุนทรียภาพ ไม่ใช่เพราะเหตุผลอื่น ขอบตัด ไม่สามารถใช้งานได้ในเชิงโครงสร้างหรือเชิงกลไก
หากลูกค้าตกลงยอมรับความแตกต่างทางด้านภาพโดยชัดแจ้ง ขอบตัด ยังคงใช้ได้ในทางเทคนิค
12.รอบชิงชนะเลิศ Takeaway
ระหว่าง สายพานลำเลียงขอบขึ้นรูป และ สายพานลำเลียงขอบตัดความสัมพันธ์นี้ไม่เคยเป็นความสัมพันธ์แบบ “สเปคสูงกว่า vs. สเปคต่ำกว่า” แต่เป็นความสัมพันธ์แบบ... ไม่ว่าการเลือกนั้นจะถูกบังคับให้เลือกเนื่องจากเงื่อนไขหรือไม่ก็ตาม.
ในระบบสายพานลำเลียงผ้าใยสังเคราะห์สมัยใหม่ ขอบตัด ครอบคลุมสภาวะการใช้งานจริงส่วนใหญ่ และไม่มีข้อเสียใดๆ ในแง่ของอายุการใช้งาน การบำรุงรักษา ระยะเวลารอคอย หรือต้นทุนรวม
ขอบขึ้นรูป การนำไปใช้ในลักษณะดังกล่าวมีความเหมาะสมเฉพาะในสถานการณ์จำกัดบางประการเท่านั้น โดยเฉพาะอย่างยิ่งในกรณีที่มาตรฐาน สภาพแวดล้อมทางเคมี หรือต้นทุนที่เกี่ยวข้องกับความเสี่ยง ผลักดันให้ต้องนำไปใช้ในทิศทางนั้นอย่างชัดเจน
หากในระหว่างขั้นตอนการคัดเลือก คุณพบว่าตัวเองต้องอธิบายซ้ำๆ หลายครั้ง “เหตุใดจึงต้องใช้ขอบขึ้นรูป”
คำตอบมักจะชัดเจนอยู่แล้ว
เมื่อเหตุผลไม่หนักแน่นเพียงพอ ขอบที่ตัดแล้วคือตัวเลือกที่ถูกต้อง.
13.คำถามที่พบบ่อย
1. ปัญหาการบิดเบี้ยวของชั้นผ้าทั้งหมดเกิดขึ้นในขั้นตอนการขึ้นรูปหรือไม่?
ไม่จำเป็น.
ในปัจจุบัน ความไม่เรียบของพื้นผิวส่วนใหญ่ที่พบในตลาด เกิดขึ้นในขั้นตอนการขึ้นรูป แต่มีเพียงส่วนน้อยเท่านั้นที่เกิดจากขั้นตอนการรีดเรียบ
เมื่อ ทีผู้ผลิตระดับโลก หากใช้ยางรีดคุณภาพต่ำ อาจเกิดการยึดเกาะระหว่างลูกกลิ้งรีดกับเนื้อยางในระหว่างการรีด ส่งผลให้บางบริเวณมีความหนาของยางรีดมากกว่าปกติอย่างเห็นได้ชัด
เมื่อชั้นยางที่ไม่สม่ำเสมอนี้ถูกเคลือบเข้ากับโครงผ้าและเข้าสู่ขั้นตอนการวัลคาไนซ์ ความแตกต่างในการไหลและการหดตัวในแต่ละบริเวณจะทำให้เกิดการหยักของชั้นผ้าในระหว่างกระบวนการวัลคาไนซ์ในที่สุด
2. เหตุใดคุณภาพของขอบสายพานลำเลียงจึงแตกต่างกันมากระหว่างโรงงานต่างๆ แม้แต่สายพานลำเลียงที่มีขอบตัด?
เนื่องจากคุณภาพของ ขอบตัด สายพานขึ้นอยู่กับหลายปัจจัยเป็นอย่างมาก ความสม่ำเสมอในการผลิตต้นน้ำไม่ใช่ที่ขั้นตอนการตัดโดยตรง
ปัจจัยที่สร้างความแตกต่างอย่างแท้จริง ได้แก่:
- ความคงตัวของแรงดึงผ้าในระหว่างการขึ้นรูป
- ความสม่ำเสมอของการยึดติดระหว่างยางหุ้มและโครง
- พฤติกรรมของขอบยางได้รับการควบคุมระหว่างกระบวนการวัลคาไนซ์หรือไม่ (เช่น การไหลของยางด้านข้าง)
การตัดขอบเพียงแค่เผยให้เห็นผลลัพธ์ทางโครงสร้างเท่านั้น ไม่ได้ "สร้างปัญหา" แต่อย่างใด
สิ่งที่คุณเห็นอยู่นี้ คือความแตกต่างของขีดความสามารถในการผลิตที่ถูกขยายให้เห็นชัดเจนมากขึ้นเมื่อมองจากหน้าตัดที่ตัดแล้ว
3. ภายใต้สถานการณ์ใดบ้างที่โครงการจะเปลี่ยนจากขอบขึ้นรูปเป็นขอบตัดในภายหลัง?
สถานการณ์เช่นนี้เกิดขึ้นไม่บ่อยนัก ในระบบที่มีข้อกำหนดที่ชัดเจนและตารางเวลาโครงการที่มั่นคง แทบจะไม่เกิดขึ้นเลย
อย่างไรก็ตาม ในสถานการณ์ที่ไม่คาดคิดหรือเหตุฉุกเฉินบางส่วน การปรับเปลี่ยนดังกล่าวอาจยังคงเกิดขึ้นได้ ลักษณะทั่วไปได้แก่:
- ระบบสายพานลำเลียงขัดข้องกะทันหัน จำเป็นต้องเร่งดำเนินการแก้ไขให้กลับมาใช้งานได้โดยเร็ว
- แบบร่างเดิมระบุขอบขึ้นรูป แต่ระยะเวลาในการจัดส่งไม่ตรงกับช่วงเวลาที่กำหนดไว้ในสถานที่ก่อสร้าง
- การประเมินทางเทคนิคชั่วคราวได้ยืนยันว่า:
- ไม่มีข้อกำหนดบังคับเรื่องความทนไฟ
- ไม่มีการสัมผัสกับกรดหรือด่างเข้มข้นอย่างต่อเนื่อง
- ใช้โครงสร้างผ้าสังเคราะห์
ในกรณีพิเศษเหล่านี้ จุดสนใจของทีมวิศวกรรมจะเปลี่ยนจาก
“วิธีการแก้ปัญหาที่เหมาะสมที่สุดภายใต้ข้อกำหนด” ถึง:
“วิธีฟื้นฟูการทำงานของระบบให้เร็วที่สุดเท่าที่จะเป็นไปได้ ภายใต้ความเสี่ยงที่ควบคุมได้”
ในบริบทนี้, ขอบตัด ไม่ถือว่าเป็น "สิ่งทดแทน"
แต่เป็นการตัดสินใจทางวิศวกรรมชั่วคราวที่ต้องพิจารณาความสมดุลระหว่างเวลา ความเสี่ยง และความพร้อมใช้งาน
ต้องเน้นย้ำว่า:
นี่ไม่ใช่กระบวนการคัดเลือกมาตรฐาน และไม่ควรนำมาใช้เป็นกลยุทธ์เริ่มต้นในระหว่างขั้นตอนการออกแบบ
4. จะประเมินความน่าเชื่อถือในการผลิตได้อย่างรวดเร็วโดยไม่ต้องทำการทดสอบแบบทำลายได้อย่างไร?
วิธีการที่ได้ผลดีแต่หลายคนมักมองข้ามคือ การสังเกตการหมุนของสายพานลำเลียงในสภาวะที่ผ่อนคลายตามธรรมชาติ
เน้นสามประเด็นหลัก:
- มีภาวะการกระเพื่อมตามขวางที่ผิดปกติหรือไม่
- มีบริเวณ "อ่อน" หรือ "แข็ง" เฉพาะที่ในแถบนั้นหรือไม่
- สภาพของสายพานมีความสม่ำเสมอในตำแหน่งต่างๆ ภายในม้วนเดียวกันหรือไม่
สายพานลำเลียงที่มีการควบคุมการผลิตที่เสถียร ควรแสดงสภาพที่สม่ำเสมอโดยรวม โดยไม่มีการเสียรูปทรงเป็นจังหวะ แม้ว่าจะไม่มีการดึงให้ตึงก็ตาม
5. เหตุใดวิศวกรผู้มีประสบการณ์จึงมักนิยมใช้ขอบตัดมากกว่าขอบขึ้นรูป?
เหตุผลนั้นง่ายมาก:
ขอบที่ถูกตัดจะทำให้เห็นปัญหาโครงสร้างได้เร็วกว่า แทนที่จะ "ปิดผนึก" ปัญหาเหล่านั้น
จากมุมมองทางวิศวกรรม:
- การตัดตามขวางช่วยให้สามารถสังเกตการจัดเรียงชั้นของผ้าได้โดยตรง
- รูปทรงของรอยต่อมีความสมมาตรมากขึ้น
- ลักษณะความเสียหายที่ขอบนั้นคาดเดาได้ง่ายกว่าและซ่อมแซมได้ง่ายกว่า
สำหรับผู้รับผิดชอบการดำเนินงานและการบำรุงรักษาระบบในระยะยาว
“ตรวจสอบได้ ซ่อมแซมได้ และควบคุมได้” มักจะสำคัญกว่า “ดูหนาขึ้นหรือแข็งแรงขึ้น”