Dica:Todos os parâmetros mencionados neste artigo provêm de um dos nossos projetos de produção reais.
1.Introduction
Se você opera um sistema de esteiras transportadoras de alta tensão, longa distância ou carga pesada, é provável que já esteja usando — ou considerando usar — um correia transportadora de aramida. É mais leve que um cinto de cordão de aço e oferece melhor resistência a rasgos, mas há uma condição: Emparelhar aramida Correia transportadora Tem que ser feito corretamente. Não importa quanta tensão a correia em si suporte — se a emenda não aguentar, a correia inteira não aguentará.
Neste guia, vamos abordar tudo o que você precisa saber: por que a lógica de emenda para correias de aramida é diferente de outros tipos de correia, como a emenda em si é projetada, como é um procedimento padrão de emenda de correia transportadora, como avaliar a qualidade da emenda após a sua conclusão e como rastrear a causa raiz quando algo der errado. Usaremos os parâmetros reais de emenda de uma produção real de uma correia de aramida com classificação de 3500 N/mm (DP3500-2000×1, 2000 mm de largura) como exemplo prático — portanto, o que você está lendo não é teoria abstrata, mas números que foram realmente colocados em prática na produção.
Fabricamos correias transportadoras de aramida. Este guia é uma referência técnica e de processo, destinada à sua própria equipe de instalação ou a um profissional de emendas.
Se você só precisa saber como emendar uma correia transportadora de aramida, pule para a seção “Procedimento de Emenda”. Se você quer entender a lógica de engenharia por trás disso, leia tudo até o final.
2. Por que as correias de aramida precisam de emendas em forma de dedo?
A fibra de aramida possui uma fraqueza inerente: baixa resistência à fadiga por compressãoDobrar ou comprimir repetidamente a fibra faz com que ela perca resistência muito mais rapidamente do que perderia sob tensão pura. É por isso que, ao projetar a carcaça de uma correia de aramida, a prioridade é manter a fibra sob tensão constante e sem compressão. Para atingir esse objetivo, as correias de aramida modernas são geralmente construídas com uma estrutura de reforço. construção de urdidura reta — Cada fio de urdidura de aramida corre em um plano reto, sem ondulações e sob tensão constante. Os fios de trama e de ligação ficam acima e abaixo desse plano para manter a urdidura em posição, mas a própria fibra de aramida nunca sofre compressão em nenhum ponto.
Essa mesma exigência — manter a trama sob tensão constante — é também o motivo pelo qual as carcaças de aramida são geralmente construídas como uma camada únicaEmpilhar várias camadas inevitavelmente introduziria compressão localizada entre elas, o que anularia todo o propósito do projeto.
Uma carcaça de camada única tem uma consequência direta: emenda em etapasA técnica de emenda escalonada, que depende do escalonamento de várias camadas de tecido umas contra as outras, não tem espaço para operar nesse tipo de estrutura. A emenda escalonada requer várias camadas de tecido, cada uma cortada em um comprimento diferente para que se escalonem em um perfil escalonado ao longo da espessura da correia — e uma correia de aramida tem apenas uma camada, sem uma segunda ou terceira camada para escalonar. Dado o design de urdidura reta de camada única que é atualmente padrão na indústria, a única geometria que pode distribuir a articulaçãoA carga sem cortar diretamente a trama de suporte de carga é a emenda de dedo — cortando cada extremidade da correia em uma fileira de dedos afilados e interligados, de modo que a área colada seja esticada e a carga seja transferida gradualmente, em vez de se concentrar em uma linha de corte reta.
Para contextualizar: a resistência à tração da aramida é de cerca de 3600 MPa e seu módulo de elasticidade de cerca de 112,000 MPa — ambos próximos aos do cabo de aço (3925 MPa e 170,000 MPa, respectivamente) — mas sua densidade é de apenas 1.44, menos de um quinto da densidade do cabo de aço, que é de 7.85. Essa combinação permite que uma correia de aramida seja forte e leve. Mas também significa baixa elongação e alto módulo, o que aumenta a precisão necessária na confecção da emenda — pequenos erros que uma correia de tecido de poliéster ou náilon poderia tolerar são amplificados sob carga em uma correia de aramida.
3. Como é, na prática, uma emenda em dedo?
3.1 Como as dimensões dos dedos são determinadas
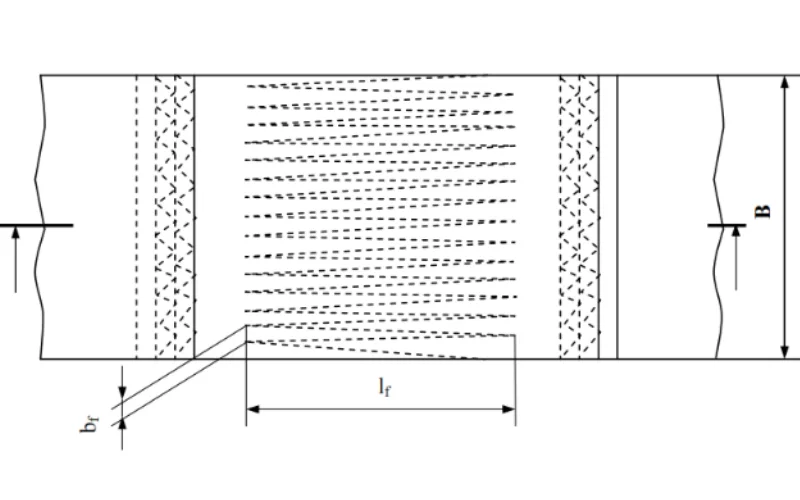
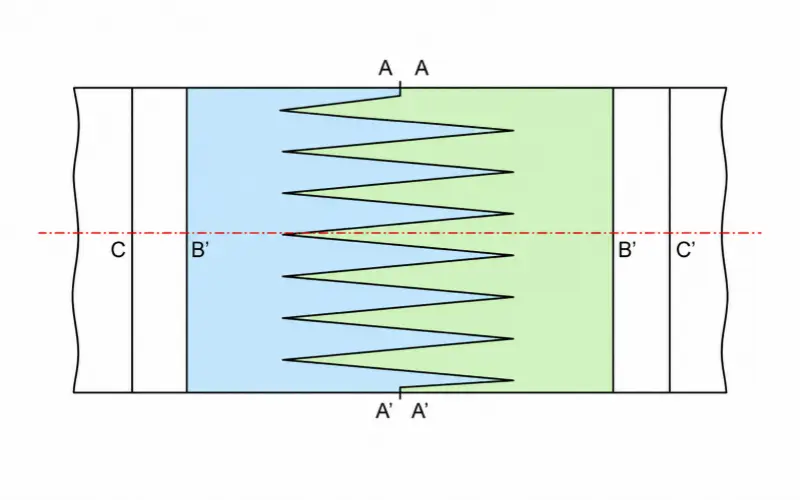
Uma emenda de dedo corta cada extremidade da correia em uma fileira de dedos longos e afilados, depois interliga as duas fileiras e as une com borracha de emenda não vulcanizada. A largura padrão da base para um dedo é 50 mm, escolhida porque a maioria das larguras de correia são fabricadas em múltiplos de 50, o que facilita a disposição dos dedos.
O comprimento dos dedos é determinado por meio de testes de tração, em duas etapas:
Passo um
— uma emenda de teste é construída primeiro, usando um tamanho de referência fixo de 100 mm de comprimento, 50 mm de largura As extremidades dos dedos são curadas normalmente por vulcanização. Após a cura, um único dedo é cortado da amostra e tracionado em uma máquina de ensaio de tração para medir a força necessária para arrancá-lo do meio das duas metades opostas (essa força de arrancamento é registrada como τg). Esta etapa mede a capacidade de adesão real daquela combinação específica de materiais — o cimento, a carcaça e o processo de colagem. O resultado esperado é que o dedo se solte em vez de quebrar — esse é o resultado normal e pretendido desta etapa, e não uma falha.
Passo dois — esse valor de força de arrancamento, combinado com a resistência nominal real da correia e a largura do dedo a ser usada na produção, é usado para calcular o comprimento real do dedo para a produção. Um dedo mais longo tem uma área de ligação maior e, portanto, requer mais força para ser arrancado, de modo que o comprimento correto do dedo pode ser calculado proporcionalmente: o comprimento no qual a força de arrancamento corresponde à força que a seção transversal do dedo deve suportar — e romper — sob a resistência nominal alvo. Somente nesse comprimento calculado a emenda atinge a intenção de projeto de o dedo romper antes de ser arrancado, e esse resultado é finalmente confirmado por meio de testes completos de fadiga dinâmica.
Eis como isso se traduz em números reais. Para uma correia com resistência nominal de 3500 N/mm, os parâmetros de produção finais são:
Classificação de resistência da correia (N/mm) | Largura do dedo b_f (mm) | Comprimento do dedo L_f (mm) | Comprimento do reforço l_d (mm) | Comprimento da emenda l_v (mm) |
3500 | 90 | 4100 | 4400 | 4600 |
Observe que a largura do dedo de produção (90 mm) é maior que a base de referência de 50 mm — a largura do dedo em si é proporcional à classificação de resistência da correia, e tanto a largura quanto o comprimento precisam ser verificados independentemente para cada classe de resistência. Não é possível transferir parâmetros de uma classificação para outra.
3.2 Como a força se propaga ao longo do dedo
A força que uma emenda em forma de dedo suporta não é uniforme ao longo de seu comprimento — ela diminui gradualmente da base até a ponta, porque a área da seção transversal se estreita à medida que o cone se estreita, de modo que menos força pode ser transmitida na ponta. É exatamente por isso que uma emenda em forma de dedo supera uma emenda de topo reta: em vez de toda a carga de tensão se concentrar em uma única linha, ela é transferida gradualmente por todo o comprimento cônico, com cada seção transversal ao longo do caminho suportando uma parcela proporcionalmente menor.
Durante a fase de arremesso, os dedos adjacentes não ficam encostados diretamente uns nos outros — um Espaço de 2–3 mm é deixado propositalmente um espaço entre eles, e essa lacuna é preenchida com borracha de emenda em vez de ser deixada como uma linha de contato seca. Quanto mais precisamente essa lacuna for controlada, mais uniformemente a carga será distribuída entre os dedos adjacentes.
3.3 O papel da camada de reforço e das camadas de ligação
As pontas dos dedos são o ponto mais vulnerável em toda a emenda — especialmente perto de uma polia, onde a força radial ou o acúmulo de material preso podem forçar a separação dos dedos (fenômeno conhecido na indústria como "desprendimento"). Para evitar isso, um tecido de reforço de trama aberta é colado acima e abaixo da carcaça da emenda, estendendo-se além das pontas dos dedos.
Eis o caso real novamente: a camada de reforço usada na emenda DP3500 é a lona NN200-1980, pré-revestida de fábrica com 0.8 mm de cimento em uma face e 3.0 mm na outra — a face com maior revestimento fica voltada para a carcaça — com uma espessura calandrada de 4.5 mm por camada, aplicada tanto acima quanto abaixo. A resistência à tração intrínseca desse tecido de reforço não influencia o cálculo da carga da emenda — sua única função é impedir a separação das pontas dos dedos, razão pela qual uma trama aberta é escolhida especificamente para maximizar a adesão em vez da resistência da fibra.
3.4 Restauração da Borracha de Cobertura
Após a aplicação da emenda da carcaça e das camadas de reforço, a borracha de cobertura superior e inferior precisa ser totalmente restaurada para que a área da emenda corresponda ao restante da correia em termos de resistência ao desgaste, resistência ao impacto e desempenho de vedação.
4. Como uma emenda de correia de aramida difere de outros métodos de emenda de correias
A emenda tipo dedo usada em correias de aramida, a emenda escalonada usada em correias de tecido multicamadas EP/NN e a emenda usada em correias de corda de aço são três abordagens mecânicas completamente diferentes — é fácil confundi-las, por isso vale a pena separá-las claramente.
① Correias de tecido multicamadas EP/NN: a verdadeira emenda "em degrau". Essas correias possuem uma estrutura construída com várias camadas de tecido sobrepostas. Para emendá-las, cada camada é cortada em um comprimento diferente, escalonado de cima para baixo, de modo que, quando as duas extremidades da correia se encontram, a extremidade cortada de cada camada se sobrepõe à camada correspondente da outra extremidade. Em corte transversal, isso produz um perfil em escada genuíno — que é de onde vem o termo "emenda em degraus": uma seção transversal escalonada que percorre a espessura da correia. Esse método requer múltiplas camadas de tecido para funcionar.
② Correias de cordão de açoTrata-se de uma emenda por sobreposição escalonada, e não uma emenda em degrau. A carcaça de uma correia de cabos de aço não é um tecido em camadas — trata-se de um plano único de cabos de aço paralelos dispostos lado a lado. Os cabos não podem ser cortados em degraus na direção da espessura, como acontece com as camadas de tecido. Em vez disso, a borracha é removida de cada extremidade do cabo e os cabos de ambas as extremidades da correia são sobrepostos — mas o ponto inicial da sobreposição de cada cabo é deliberadamente escalonado em relação aos seus vizinhos, de modo que, em qualquer seção transversal ao longo da emenda, apenas alguns cabos estejam em sua zona de transição, enquanto o restante permanece totalmente contínuo. Vista de cima, essa disposição escalonada apresenta um padrão visual um tanto "escalonado", mas, mecanicamente, não tem nada a ver com a verdadeira emenda em degraus que atravessa a espessura, utilizada em correias de transmissão. cintos EP — o termo correto é um emenda de sobreposição de cabo escalonado.
③ Cintos de aramidaComo é de camada única, nenhum dos métodos se aplica — apenas uma emenda com os dedos funciona. A carcaça de uma correia de aramida é uma estrutura de camada única com urdidura reta — ela não possui as múltiplas camadas necessárias para uma emenda em degrau nem a disposição de cordas lado a lado de uma correia de corda de aço. A única maneira de distribuir a carga na junção sem cortar a urdidura é cortar toda a carcaça de camada única em dedos entrelaçados e colá-los como uma folha contínua. Essa é a diferença fundamental entre uma emenda de dedo de correia de aramida e os outros dois métodos.
Os dados dos testes comprovam a confiabilidade dessa abordagem. No teste padrão de fadiga dinâmica da Universidade de Hannover — uma correia sem fim emendada, submetida a um teste em que a tensão aumenta de 10% a 100% da carga de fadiga em um ciclo de 50 segundos, com a exigência de 10,000 ciclos sem falhas — as emendas de correias com corda de aço normalmente atingem uma eficiência de emenda dinâmica de cerca de 50%. As emendas de correias com tecido de alta resistência, sob as mesmas condições de teste, historicamente apresentaram um retorno de pouco mais de 30%.
As emendas de correias de aramida construídas com base nessa lógica de emenda por dedos apresentaram resultados semelhantes: três amostras testadas atingiram 30% de resistência à fadiga dinâmica, comparável à de correias de tecido trançado similares. Em um teste separado de flexão reversa — a correia passou por quatro polias, com a tensão inicial em 12.5% da resistência à ruptura e aumentando 5% a cada 125,000 ciclos até a falha — as emendas suportaram de 27% a 32% da resistência total à ruptura da correia antes de falharem, e a medição da resistência à tração após o teste mostrou uma redução de menos de 5% na resistência da carcaça.
Isso confirma que a carcaça de aramida de trama reta não perde vida útil à fadiga devido ao processo de emenda e ciclos de alta carga — historicamente, uma das questões em aberto sobre se as correias de aramida poderiam suportar um serviço de longo prazo, e essa questão agora é respondida pelos dados.
5. Fixadores mecânicos: Compatibilidade muito limitada com correias de aramida
Fixadores mecânicos são um método comum de reparo temporário em alguns tipos de correias, mas, especificamente em correias de aramida, existem algumas limitações reais que vale a pena mencionar:
Fixadores de chapa de aço são tecnicamente possíveis, mas seu uso prático é bastante limitado. As correias de aramida são frequentemente fabricadas para corresponder à resistência das correias de corda de aço, o que significa que a correia final geralmente é mais espessa do que uma correia de corda de aço comparável. A menos que os parafusos do fixador sejam longos o suficiente para corresponder a essa espessura, a instalação adequada e uma fixação segura tornam-se difíceis.
De modo geral, os fixadores mecânicos não são uma solução padrão para correias de aramida — são mais uma opção teórica com pouca aplicação prática. Para aplicações de alta tensão, emenda vulcanizada a quente Continua sendo o único método que se mostra eficaz de forma confiável.
6. Procedimento de Emenda Vulcanizada a Quente do Núcleo para Correia Transportadora de Aramida
A seguir, apresentamos o processo padrão para este método de emenda, como referência técnica para sua equipe de instalação ou seu prestador de serviços de emenda contratado. Cada etapa inclui as principais ações, parâmetros e pontos de atenção.
Etapa 1: Preparação do local e dos materiais
A área de trabalho deve estar limpa, seca e protegida da luz solar direta, sem vento ou poeira no ar durante a operação — o vento afeta o tempo de evaporação do cimento e a poeira que entra na linha de colagem compromete a adesão. A temperatura ambiente não deve cair abaixo de 15 °C, pois temperaturas baixas retardam a cura do cimento e enfraquecem a resistência da ligação; condições de alta umidade também devem ser evitadas sempre que possível, e a área de trabalho deve ser protegida caso haja previsão de chuva ou neve.
Materiais necessários: cimento para emendas (misturado com solvente para borracha 120# e composto para núcleo na proporção de 5:1, ou um cimento proprietário pré-misturado — a validade é normalmente de cerca de 6 meses, armazenado em local fresco, seco, sombreado e longe de fontes de ignição), um solvente de limpeza (solvente para borracha 120# ou um limpador de emendas específico) e material de desmoldagem (tecido não tecido ou papel de desmoldagem de alta temperatura, colocado entre a emenda e a placa da prensa de vulcanização).
Etapa 2: Marcação da linha central e determinação do comprimento total da emenda
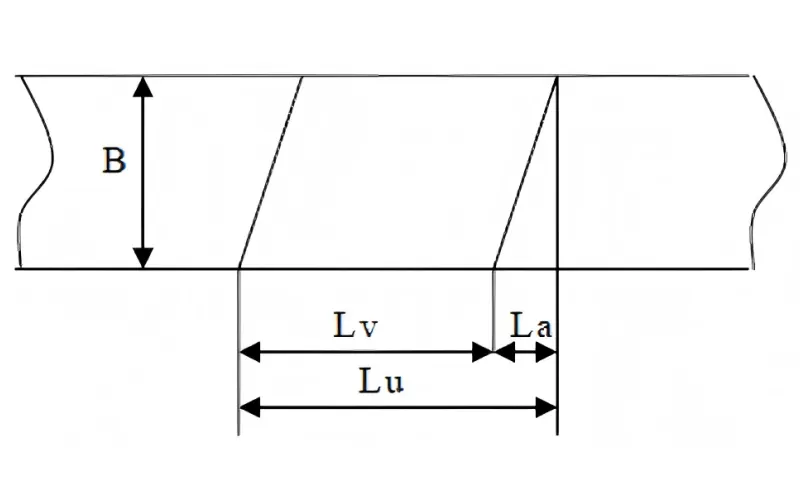
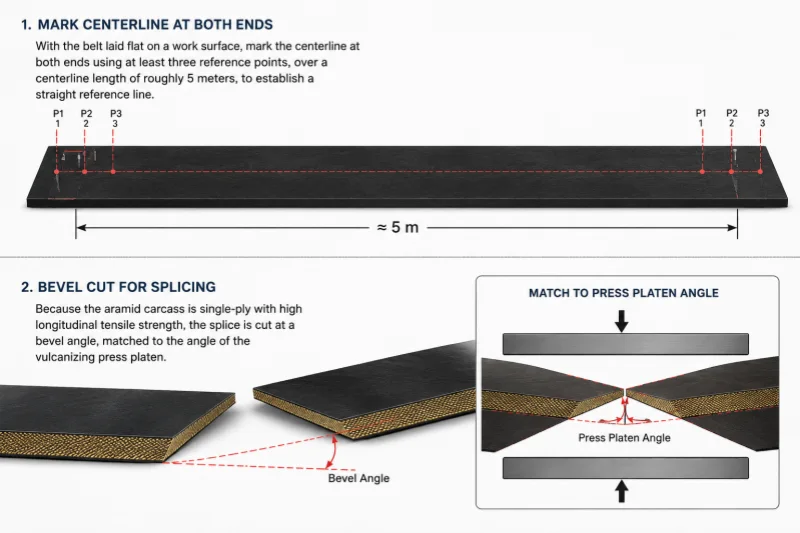
Com a correia estendida sobre uma superfície plana, marque a linha central em ambas as extremidades usando pelo menos três pontos de referência, ao longo de um comprimento de linha central de aproximadamente 5 metros, para estabelecer uma linha de referência reta. Como a carcaça de aramida é de camada única com alta resistência à tração longitudinal, a emenda é cortada em um ângulo chanfrado, correspondente ao ângulo da placa da prensa de vulcanização.
O comprimento total da emenda é calculado como o comprimento da emenda l_v (definido pela resistência nominal da correia — 4600 mm para uma correia de 3500 N/mm) mais a tolerância de chanfro (0.3 × largura da correia B). Para uma correia de 2000 mm de largura, isso corresponde a 0.3 × 2000 = 600 mm, resultando em um comprimento total útil da emenda de 5200 mm. A largura de vedação de cada extremidade é de aproximadamente 150 mm (cerca de 100 mm de deslocamento da ponta do dedo até a base, mais um chanfro de 50 mm).

Etapa 3: Desbaste da borracha de cobertura
Com a correia sobre a mesa de trabalho ou a placa da prensa, com a face voltada para cima, faça um corte em bisel de 45° ao longo da linha de vedação (tendo cuidado para não danificar o tecido da carcaça) e, em seguida, desbaste a borracha da cobertura superior a partir da linha de vedação, ao longo do comprimento da correia — o comprimento da tira é igual ao comprimento de um dedo mais 150 mm (4100 + 150 = 4250 mm para a classificação de 3500). Vire a correia e desbaste a cobertura inferior da mesma maneira, deslocando o ponto inicial em 100 mm em relação ao ponto inicial da cobertura superior, com o mesmo comprimento de tira.
Após desbastar ambos os lados, lixe a área exposta e as bordas de vedação com uma esmerilhadeira angular (preferencialmente com uma escova de aço), deixando cerca de 1 mm de borracha do núcleo sem danificar o tecido da carcaça. Alise a borracha de cobertura na linha de vedação por mais 30 mm, aproximadamente, para uma transição mais suave. Repita o mesmo processo na outra extremidade da correia.

Passo 4: Marcar e cortar os dedos
Marque o padrão dos dedos na superfície polida da carcaça usando uma régua ou um gabarito. Comece pela linha central e preste atenção à direção de funcionamento da correia — na extremidade dianteira (na direção do deslocamento), os dois dedos mais externos devem ficar alinhados com as bordas da correia, e o padrão dos dedos na extremidade oposta deve coincidir exatamente com eles. Trabalhando a partir da linha central, a largura dos dedos em ambos os lados deve ser superior a 0.5 vezes a largura padrão do dedo (para um padrão de 90 mm, nenhum dos lados deve ser inferior a 45 mm). O comprimento total da emenda corresponde ao valor calculado na Etapa 2. Corte os dedos ao longo das linhas marcadas.
Etapa 5: Cimentação, colocação da armadura e montagem dos dedos
Coloque o material desmoldante na placa da prensa, posicione a correia com as linhas centrais alinhadas e fixe-a, mantendo os dois dedos mais externos da extremidade dianteira posicionados na borda externa.
Limpe as faces dos dedos e as bordas de vedação de ambas as extremidades da emenda com solvente para remover poeira e resíduos de lixamento e, em seguida, aplique o cimento quando estiver seco. dois casacos, com a primeira demão completamente seca antes da aplicação da segunda, e a instalação começando quando a segunda demão estiver aproximadamente 80% seca.
Corte a borracha de cobertura (deixando uma sobra de cerca de 50 mm além da largura da correia em cada lado, alinhada ao ângulo da emenda) e coloque o tecido de reforço por cima (30 a 50 mm mais estreito que a correia em cada lado, recuado de 20 a 30 mm de cada borda de vedação), enrolando-o para remover o ar preso. Coloque essa base de cobertura e reforço colada na placa da prensa e verifique se as superfícies de vedação estão uniformemente revestidas com borracha, estendendo-se cerca de 50 mm além da largura da correia.
Aplique cimento na camada de reforço e, após secar, encaixe os dedos em sequência, mantendo uma Espaço de 2–3 mm entre os dedos adjacentes, preencha com borracha. Assim que a fileira estiver totalmente encaixada, aplique outra camada de cimento e, após secar, coloque uma segunda camada de reforço por cima, novamente rolando para remover o ar. Adicione borracha de borda em ambos os lados para igualar a espessura da carcaça, aplique e pressione a borracha de cobertura e apare ambas as bordas rente ao corpo da correia. Finalize colocando material desmoldante sobre a emenda, instalando as barreiras de extremidade e fixando com tirantes.
Etapa 6: Vulcanização a quente
Pressurize as placas para 0.8 MPa enquanto o aquecimento começa. Assim que a temperatura atingir 100 ° C, alivie a pressão e reaplique-a 1.5±0.2MPaInicie o cronômetro de cura assim que a temperatura atingir aproximadamente 145 ° Ce aguarde um tempo de cura de 65 minutos.
Passo 7: Resfriamento e Acabamento
Libere a pressão somente depois que a emenda esfriar abaixo de 70 ° CEm seguida, abra a prensa. Apare e lixe qualquer excesso de borracha nas linhas de vedação e nas bordas, alinhando-as perfeitamente, e verifique se a linha central e ambas as bordas estão retas usando uma linha de referência esticada. Corrija qualquer desvio encontrado e conclua o processo com um registro completo da operação.
7. Principais fatores que determinam a resistência da emenda
A resistência de uma emenda finalizada depende das seguintes variáveis:
Verificar se o comprimento dos dedos corresponde à classificação de resistência da correia. — Cada classe de força requer seu próprio comprimento de dedo verificado; os parâmetros não podem ser transferidos entre as classificações.
Se as camadas de ligação foram construídas corretamente. — As camadas de cimento entre a carcaça, a armadura e a borracha de cobertura são o que transformam um padrão de encaixe mecânico em uma estrutura contínua capaz de suportar carga. Uma camada omitida, uma camada aplicada com excesso de umidade ou contaminação na superfície de colagem enfraquecem diretamente a emenda.
Se as condições de cura forem totalmente atendidas — A temperatura, a pressão e o tempo precisam atingir seus objetivos simultaneamente; falhar em qualquer um deles faz com que a emenda pareça finalizada, mas permaneça incompleta.
Se a qualidade do trabalho se mantém consistente — Etapas manuais como o espaçamento entre os dedos e a profundidade do polimento, se desiguais, criam pontos fracos locais na emenda, e um ponto fraco local geralmente falha mais cedo do que uma junta que foi construída de forma uniforme e conservadora.
8. Correia transportadora de aramida comum Problemas de emenda e suas causas principais
Abertura de emenda — geralmente indica cobertura insuficiente de cimento, vulcanização incompleta (verificar em relação aos parâmetros da Etapa 6) ou contaminação não totalmente removida durante a limpeza da Etapa 5.
Fissuras nas bordas — geralmente associado à borracha de borda que não foi construída para corresponder à espessura da carcaça, ou a problemas de alinhamento da correia a longo prazo que concentram a tensão em um lado.
Bolhas de ar — resultado da remoção insuficiente de ar durante a compactação, ou de camadas de cimento que não estavam completamente secas antes da aplicação da camada seguinte.
Desalinhamento — remonta à Etapa 2, seja por uma linha central imprecisa ou por padrões de dedos nas duas extremidades que não correspondem totalmente.
Falha prematura da emenda — geralmente não é uma única causa, mas uma combinação: comprimento dos dedos inadequado à tensão real da correia, parâmetros de cura conservadores e projeto da polia ou do tensionador que impõem mais estresse cíclico na emenda do que ela foi projetada para suportar.
9. Lista de ferramentas e equipamentos para emenda vulcanizada a quente de correias de aramida
| Não. | item | Unidade | Qtde |
|---|
| 1 | Placas de fixação | par | 2 |
| 2 | Fita métrica de aço de 5 m | pc | 1 |
| 3 | Régua angular | pc | 1 |
| 3 | Chapa de aço comum de 2 a 3 mm (dimensionada para corresponder à correia original; espessura da chapa definida de 1 a 1.5 mm menor que a correia original, por largura/comprimento da correia) | pc | 1 |
| 4 | Lápis de marcação de cera branca | pc | 1 |
| 5 | Marcador de linha de giz | pc | 1 |
| 6 | Marcador | pc | 2 |
| 7 | Faca de serviço público | pc | 4 |
| 8 | Blades | caixa | 3 |
| 9 | Chave de fenda | pc | 1 |
| 10 | Tesoura | pc | 1 |
| 11 | Cortador de fios/cabos | pc | 2 |
| 12 | Esmerilhadeira angular com escova de aço | unidade | 1 |
| 13 | Máquina de desbaste (desbaste manual também é aceitável) | unidade | 1 |
| 14 | Martelo de borracha (5 lb) | pc | 1 |
| 15 | Espátula/faca de vidraceiro | pc | 4 |
| 16 | Secador de cabelo / pistola de ar quente | pc | 1 |
| 17 | Régua longa com borda reta | pc | 1 |
| 18 | Brush | pc | 2 |
| 13 | Bacia de plástico | pc | 2 |
| 14 | Cabeça de escova de arame (para esmerilhadeira angular) | pc | 2 |
| 15 | Ferramenta de polimento/desbaste | pc | 2 |
| 16 | Termômetro de mercúrio, 0–200°C | pc | 10 |
| 17 | Pano de algodão branco ou toalha sem fiapos | m / pc | 1 ou 4 |
| 18 | Capacete de segurança | pc | 4 |
| 19 | Plataforma de trabalho em chapa de aço soldada de 3 mm (comprimento/largura por local; altura = espessura da viga inferior + placa de água + placa de aquecimento inferior) | unidade | 2 |
| 20 | Prensa de vulcanização à prova de explosão (subterrânea) ou prensa padrão (acima do solo) — a quantidade depende do comprimento da emenda e da especificação. Cada prensa requer: 10 barras transversais em perfil I, 10 tirantes, 1 mangueira de água, 1 bomba hidráulica, 2 chaves, 1 cabo de alimentação principal, 2 cabos de alimentação secundários para as placas de aquecimento, 1 caixa de controle de energia, placas de aquecimento superior/inferior, placa de pressão de água e mangueira da bomba elétrica compatível com os requisitos do equipamento. | conjunto | 1 |
| 21 | Talha de corrente manual/elétrica e grampos | par | 2 |
| 22 | Solvente para borracha nº 120 / limpador de emendas específico | L | 5 |
| 23 | Composto de borracha para emendas | conjunto | conforme necessário |
| 24 | Cimento de emenda | conjunto | conforme necessário |
| 25 | Papel antiaderente ou tecido de PTFE (Teflon) para separar as placas de aquecimento da correia durante a vulcanização. | m | conforme necessário |
| 26 | Tábuas de madeira, suportes e pregos para construção de plataformas | / | conforme necessário |
| 27 | Abastecimento de energia e água | / | suficiente para o funcionamento do equipamento |
10.Conclusion
Em uma correia transportadora de aramida, a emenda nunca é um detalhe insignificante — é o ponto crucial onde o projeto da carcaça, o processo de colagem e a qualidade da instalação se unem, e geralmente é o que determina a vida útil da correia. Se você precisa de parâmetros de emenda compatíveis com uma especificação de correia específica, envie-nos a largura da correia, a classificação de resistência, a espessura da cobertura e os parâmetros do transportador, e podemos ajudar a confirmar as dimensões corretas dos dedos e os parâmetros de vulcanização como referência.
11.Perguntas frequentes
Qual o melhor método de emenda para uma correia transportadora de aramida?
Emenda por dedo vulcanizada a quente. A carcaça de trama reta e camada única de uma correia de aramida impede a operação de emenda por etapas — que depende do escalonamento de múltiplas camadas de tecido. A emenda por dedo é atualmente o método que distribui a carga da junta sem cortar a fibra de sustentação.
É possível utilizar fixadores mecânicos em correias transportadoras de aramida?
Em teoria, como medida emergencial temporária — mas o uso prático é muito limitado. Os fixadores de plástico não são suficientemente resistentes e tendem a rachar, e os fixadores de chapa de aço são limitados pela espessura geralmente maior da cinta de aramida, dificultando a instalação, a menos que o comprimento do parafuso seja adequadamente compatível. Uma emenda vulcanizada a quente continua sendo a opção mais confiável para uso em alta tensão.
Qual a resistência máxima que uma emenda de fita de aramida pode ter?
Depende se o comprimento da emenda corresponde à resistência nominal da correia, se as camadas de ligação são construídas corretamente e se os parâmetros de cura são totalmente executados. Uma emenda de emenda feita corretamente pode atingir mais de 30% de eficiência em fadiga dinâmica, de acordo com os testes padrão da Universidade de Hannover — comparável a correias de tecido plano de alta resistência.
Por que uma emenda de correia de aramida falha? Na maioria dos casos, a causa está relacionada à cobertura insuficiente de cimento, vulcanização incompleta, contaminação deixada na linha de colagem durante a laminação ou dimensões dos dedos que não correspondem à resistência nominal real da correia.
Qual a diferença entre uma emenda com fita de aramida e uma emenda com fita de aço ou EP?
As correias de tecido multicamadas EP utilizam uma emenda escalonada verdadeira, onde as camadas de tecido escalonadas formam uma seção transversal escalonada. As correias com corda de aço utilizam uma emenda sobreposta escalonada, onde as posições de sobreposição da corda são deslocadas em vez de sobrepostas em degraus. As correias de aramida, com sua carcaça de camada única, não podem utilizar nenhum dos dois métodos — apenas a emenda em dedo funciona.