Dalam sistem tali sawat moden yang menggunakan sintetik bangkai kain, tali sawat tepi acuan tidak semestinya lebih baik daripada tali sawat tepi potong. Dalam banyak keadaan operasi tegangan tinggi dan dunia sebenar, struktur tepi potong memberikan taburan tegasan yang lebih boleh diramal, simetri sambatan yang lebih baik, dan lebih rendah risiko penyelenggaraan jangka panjangArtikel ini menerangkan mengapa reka bentuk tepi sering menjadi titik kegagalan pertama, dan bagaimana sistem bahan, tingkah laku penjajaran, dan persekitaran operasi menentukan bila tepi acuan adalah wajib—dan bila tepi potong adalah pilihan kejuruteraan yang lebih rasional.
1.Mengapa Reka Bentuk Tepi Mempengaruhi Secara Langsung Kegagalan Tali Sawat Penghantar
Tali sawat tepi acuan dan tali sawat tepi potong—Sepanjang tahun saya menyediakan sokongan teknikal dan perundingan pemilihan, sesetengah pelanggan telah melaporkan bahawa tepi adalah yang pertama gagal.
Dari perspektif mekanik struktur, tepi merupakan kawasan di mana tegasan lateral, ketidaksejajaran dan pencerobohan kelembapan paling tertumpu. Dalam lapisan berbilang lapisan, fabrik melintang dan tetulang membujur "berakhir" di tepi, secara semula jadi mewujudkan titik kepekatan tegasan. Sebaik sahaja ketidaksejajaran berlaku, fabrik tali sawat penghantar tepi potong yang terdedah akan menjadi yang pertama menanggung beban geseran, ricih dan hakisan persekitaran; manakala tali sawat penghantar tepi acuan, dengan getahnya menutupi tepi sepenuhnya, mengasingkan faktor tegasan dan persekitaran.
Walau bagaimanapun, jenis tepi sebenarnya merupakan pilihan yang dibuat terutamanya untuk keselamatan struktur. Ia secara langsung mempengaruhi tiga perkara:
- Kualiti sambatan (betapa mudahnya tepi tertanggal, betapa mudahnya air masuk)
- Kecekapan pengeluaran (sama ada tempoh pengeluaran minimum yang lebih panjang diperlukan)
- Kos operasi jangka panjang (kegagalan pramatang vs. jangka hayat yang stabil)
Jika anda bertanya kepada saya, bagaimana untuk memilih antara tali pinggang tepi acuan dan tali pinggang tepi potong? Soalan pertama saya ialah, “Apakah senario aplikasi anda?” Ini akan membantu saya menentukan jenis tepi yang lebih sesuai untuk keperluan anda.
Oleh itu, perbezaan sebenar antara tali sawat tepi acuan dan tali sawat tepi potong jauh melangkaui apa yang anda lihat pada sebut harga.
2.Dua Jenis Tepi Tali Sawat Penghantar Yang Sebenarnya Penting
Dalam senario kejuruteraan dan perolehan dunia sebenar, saya cadangkan anda memudahkan pilihan anda. Anda hanya perlu fokus pada dua jenis tepi: tali sawat tepi acuan dan tali sawat tepi potong. Dari perspektif pembuatan semata-mata, tali sawat tepi potong tidak lebih murah daripada tali sawat tepi acuan; malah, ia biasanya lebih mahal. Ini adalah soal logik pembuatan, bukan retorik pemasaran.
2.1 Tali Sawat Penghantar Tepi Acuan — Penyelesaian Struktur Acuan Sekeping
Dari perspektif pembuatan, logik di sebalik tali sawat tepi acuan adalah sangat jelas.
Tepi-tepinya disiapkan serentak semasa pengacuan dan pemvulkanan, dengan getah menutupi bangkai fabrik secara semula jadi, sekali gus menghapuskan keperluan untuk proses pemotongan berikutnya.
Hasil langsungnya ialah:
- Struktur tepi berterusan dan laluan tegasan yang jelas
- Toleransi yang lebih tinggi untuk resapan air tepi dan delaminasi antara lapisan
- Laluan proses yang lebih pendek, tetapi dengan keperluan khusus untuk peralatan dan keadaan lebar
2.2 Tali Sawat Penghantar Tepi Potong — Proses seterusnya menentukan bentuk struktur
Selepas pemvulkanan, tali sawat tepi potong dipotong secara membujur (menggorok) untuk mendapatkan lebar siap, mendedahkan tepi fabrik.
Berikut ialah fakta kejuruteraan yang mesti dijelaskan: Tali sawat tepi potong bukanlah "proses yang lebih mudah" kerana ia melibatkan proses pemotongan berikutnya tambahan yang sangat diperlukan berbanding tepi acuan, yang memerlukan piawaian yang lebih tinggi untuk kawalan dimensi dan konsistensi tepi.
2.3 Apabila Lebar Menjadi "Keadaan Sempadan Struktur"
Dalam pengeluaran sebenar, apabila lebar produk siap memasuki julat jalur sempit (biasanya <300 mm), keadaan akan berubah secara asasnya:
- Disebabkan oleh batasan yang dikenakan oleh struktur dram pengacuan, kestabilan susun atur dan tekanan pemvulkanan,
- Tali sawat tepi acuan sukar untuk dihasilkan secara stabil dalam julat lebar ini, mengakibatkan penurunan hasil yang ketara.
Oleh itu, dalam senario ini:
Tali sawat penghantar tepi potong bukanlah "pilihan yang lebih menjimatkan", tetapi sebaliknya satu-satunya bentuk struktur yang boleh dilaksanakan secara realistik.
Atas sebab ini, dalam aplikasi jalur sempit,Perbezaan antara tepi potong dan tepi acuan bukanlah isu pemilihan, tetapi isu sempadan pembuatan.
3.Mengapa Tali Sawat Penghantar Tepi Acuan Sering Ditentukan Secara Terlalu Banyak
Secara ringkasnya, desakan terhadap tali sawat tepi acuan dalam banyak projek hari ini pada asasnya merupakan legasi sejarah, bukan keperluan kejuruteraan.
3.1 Era Fabrik Kapas — Penyelesaian Tepat untuk Masalah Lama
Pada awal abad ke-20, the bahan utama untuk tali sawat penghantar rangka itu diperbuat daripada fabrik kapas.
Ini adalah realiti kejuruteraan:
- Gentian kapas mempunyai kadar penyerapan air yang tinggi, mencapai 15–25% daripada beratnya sendiri (data bahan industri).
- Sebaik sahaja tepinya terdedah, kelembapan cepat meresap masuk.
- Hasilnya ialah lekatan antara lapisan yang berkurangan, pengelupasan tepi dan kegagalan pramatang.
Pada era itu, tali sawat tepi acuan adalah betul sepenuhnya, malah satu-satunya penyelesaian yang munasabah.
Tepi getah bukanlah "ciri premium", tetapi keperluan untuk terus hidup.
3.2 Fabrik Sintetik Mengubah Permainan
Menjelang tahun 1960-an–1970-an, Nilon/Poliester (NN/EP) mula menjadi bahan rangka arus perdana.
Berikut adalah perubahan yang sangat dipandang remeh:
- Serat sintetik biasanya mempunyai kadar penyerapan air <4%.
- Walaupun dengan tali sawat bertepi canggih, tepinya tidak lagi akan mengalami kegagalan struktur akibat penyerapan air.
Tetapi inilah masalahnya—bahannya telah berubah, tetapi piawaian dan pemahaman tidak setanding.
3.3 Dari Mana Berasalnya Spesifikasi Terlalu Banyak
Jadi hari ini anda melihat fenomena biasa:
- Keadaan operasi moden
- Rangka gentian sintetik
- Persekitaran yang tidak menghakis
Namun, tali sawat bertepi acuan masih merupakan spesifikasi "lalai",
dan tiada siapa yang benar-benar menilai semula sama ada perbezaan antara tali sawat penghantar tepi canggih dan tepi acuan masih berlaku dalam keadaan semasa.
Ini bukan konservatisme teknologi, tetapi sebaliknya inersia standard.
4. Apakah Tali Sawat Penghantar Tepi Acuan?
In TiantieDalam sistem pembuatannya, tali sawat tepi acuan merujuk kepada tali sawat yang struktur tepinya direka bentuk mengikut lebar siap semasa peringkat pengacuan, dan struktur getah tepi serta tali sawatnya diawet dan dibentuk secara bersepadu semasa proses pemvulkanan yang sama.
Bentuk tepi ditentukan setelah pemvulkanan selesai dan tidak bergantung pada pemotongan berikutnya untuk mendapatkan tepi akhir. Dimensi tepi, bentuk dan keadaan struktur tali sawat penghantar yang telah siap adalah keadaan terakhirnya selepas ia meninggalkan barisan pengeluaran.
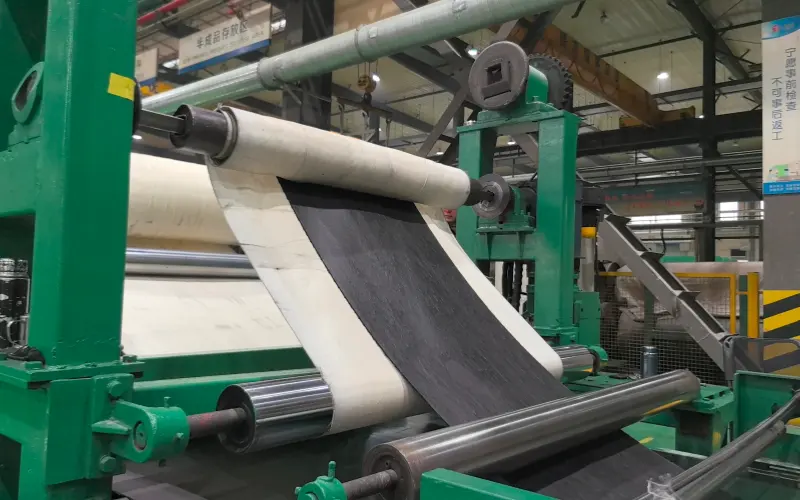
4.1 Bagaimana Tali Pinggang Tepi Acuan Dihasilkan
Teras pembuatan tali sawat penghantar tepi yang dibentuk adalah pengacuan mengikut lebar siap + penggunaan jalur pengedap tepi + pemvulkanan langsung. Laluan proses adalah jelas dan tidak termasuk langkah-langkah yang tidak perlu.
4.1.1 Proses Pembuatan:
1.Tentukan Lebar Selesai
Berdasarkan keadaan kerja pelanggan, struktur peralatan dan keadaan pemasangan, tentukan dahulu lebar siap akhir dan toleransi yang dibenarkan. Pengeluaran kemudiannya disusun mengikut lebar ini semasa peringkat pengacuan.
2.Aplikasi Jalur Pengedap Tepi Semasa Pengacuan
Semasa proses pengacuan tali sawat, jalur pengedap tepi digunakan pada kedua-dua belah badan tali sawat, memastikan struktur tepi getah yang lengkap sebelum pemvulkanan.
3.Kawalan Jalur Keluli Semasa Pemvulkanan
Semasa pemvulkanan, jalur keluli diletakkan di sepanjang lebar siap tali sawat penghantar pada kedua-dua belah pihak, rapat pada tepi tali sawat. Ini menyekat aliran sisi getah di bawah keadaan suhu dan tekanan tinggi, memastikan dimensi tepi yang stabil dan tepi yang lurus.
Proses ini tidak memerlukan lipatan getah atau bergantung pada sebarang acuan khas.
4.Pengawetan Kitaran Vulkanisasi Standard
Masa pemvulkanan dipatuhi sepenuhnya mengikut formulasi sebatian getah yang telah disahkan dan keperluan prestasi Tiantie makmal, tanpa sebarang lanjutan masa pemvulkanan tambahan disebabkan oleh struktur tali sawat penghantar tepi yang dibentuk.
4.1.2 Sempadan Proses dan Keupayaan Penghantaran:
- Tiada acuan khusus diperlukan
- Tidak memerlukan pemotongan yang lebih lebar
- Kuantiti pesanan minimum: 100 m
- Di bawah keadaan yang sama, kitaran pengeluaran biasanya lebih pendek daripada tali sawat tepi potong.
4.2 Ciri-ciri Struktur Tali Sawat Penghantar Tepi Acuan
Dari perspektif produk siap, ciri-ciri tepi tali sawat tepi yang dibentuk ditakrifkan dengan sangat jelas.
4.2.1 Morfologi Tepi
Tepinya ialah tepi menegak yang berserenjang dengan permukaan tali pinggang, tanpa peralihan bulat atau condong.
4.2.2 Ketekalan Ketebalan
Ketebalan tepi adalah konsisten dengan badan tali sawat utama. Tali sawat penghantar tepi acuan yang stabil tidak bergantung pada "penebalan tepi" untuk mencapai tujuan struktur atau perlindungan.
4.2.3 Kesinambungan Struktur
Getah tepi mengeras secara serentak dengan badan tali sawat semasa pemvulkanan, dan struktur tepi terkunci semasa peringkat pembuatan.
4.2.4 Struktur Bebas Lipat
Tiada langkah lipatan dalam proses ini, dan secara strukturnya tiada kawasan lipatan, sempadan lipatan atau kawasan tetulang setempat.
4.3 Kelebihan dan Had Lazim
4.3.1 Kelebihan:
- Dibentuk mengikut lebar siap, menghapuskan keperluan untuk pemangkasan tepi berikutnya, menghasilkan aliran pengeluaran keseluruhan yang lebih langsung.
- Tidak perlu pemotongan yang lebih lebar, menghasilkan penggunaan bahan yang tinggi dan kos yang lebih rendah berbanding tali sawat canggih.
- Kuantiti pesanan minimum yang rendah (100 m), menjadikannya lebih sesuai untuk keperluan pengisian semula dan penyelenggaraan projek.
4.3.2 Had:
- Kualiti tepi sangat bergantung pada padanan pembentukan dan ketepatan kedudukan jalur keluli.
- Ketidaksejajaran tali sawat jangka panjang masih akan menjejaskan tepi terlebih dahulu, memerlukan piawaian yang tinggi untuk penjajaran peralatan dan pengurusan di tapak.
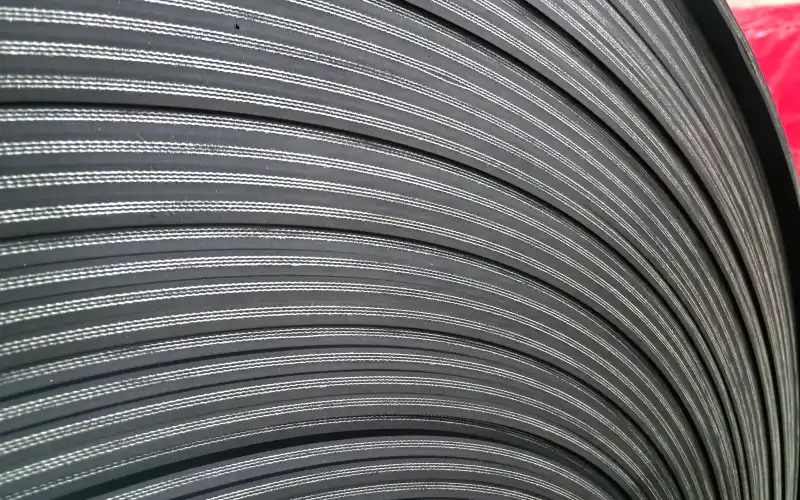
5.Apakah Tali Sawat Penghantar Tepi Potong?
Tali sawat tepi potong merujuk kepada struktur tali sawat di mana tepi akhir dibentuk secara langsung melalui pemotongan membujur selepas pengacuan dan pemvulkanan.
Tepi yang dipotong ialah tepi yang telah siap; bentuk, lebar dan kelurusannya semuanya ditentukan dalam satu proses pemotongan.
Struktur ini sangat biasa digunakan dalam tali sawat fabrik dan merupakan kaedah pengeluaran standard di banyak kilang.
5.1 Bagaimana Tali Sawat Penghantar Tepi Potong Dihasilkan
. proses pembuatan tali sawat penghantar tepi potong tidak rumit; kuncinya terletak pada bagaimana proses pemotongan dilaksanakan secara konsisten dan tepat.
Proses Pembuatan:
1.Pengacuan Tali Pinggang dan Pemvulkanan
Tali sawat dibentuk dan divulkan mengikut struktur reka bentuk. Getah penutup dan bangkai fabrik diawetkan secara keseluruhan semasa peringkat ini.
2.Pemotongan Mendatar (Menggores)
Selepas pemvulkanan, lebar siap dipotong menggunakan peralatan pemotongan membujur mengikut keperluan pesanan.
3.Pemeriksaan Produk Selesai
Kelurusan, toleransi lebar dan keadaan permukaan potongan tepi potong diperiksa untuk mengesahkan pematuhan dengan keperluan kualiti pelanggan.
It Sekiranya be menjelaskanIED :
Tali sawat canggih biasanya hanya sesuai untuk tali sawat fabrik.
Tali pinggang penghantar kord keluli tidak sesuai untuk struktur tepi tajam; tiada prasyarat teknologi untuk menentukan tepi melalui pemotongan membujur.
5.2 Ciri-ciri Struktur Tali Sawat Penghantar Tepi Potong
Secara strukturnya, tepi tali sawat penghantar tepi canggih mempunyai ciri-ciri yang sangat intuitif dan boleh diperhatikan.
1.. bangkai keratan rentas lapisan kelihatan jelas.
Fabrik dipotong kemas di tepinya, dan permukaan potongan terdedah secara langsung, berfungsi sebagai antara muka penamatan struktur tali pinggang.
2.Morfologi tepi ditentukan sepenuhnya oleh potongan.
Kelurusan, kerataan, dan konsistensi tepi bergantung pada ketepatan dan kestabilan operasi peralatan pemotong.
3.Permukaan potongan memberikan kebolehbacaan struktur.
Susunan dan kualiti pembentukan fabrik boleh diperhatikan secara langsung melalui keratan rentas tepi potongan.
5.3 Kelebihan dan Had Lazim
5.3.1 Kelebihan:
- Laluan proses langsung, proses pembuatan matang
- Spesifikasi lebar fleksibel; pelbagai spesifikasi produk siap boleh dipotong daripada tali pinggang induk yang sama
- Kualiti produk boleh dinilai melalui permukaan yang dipotong
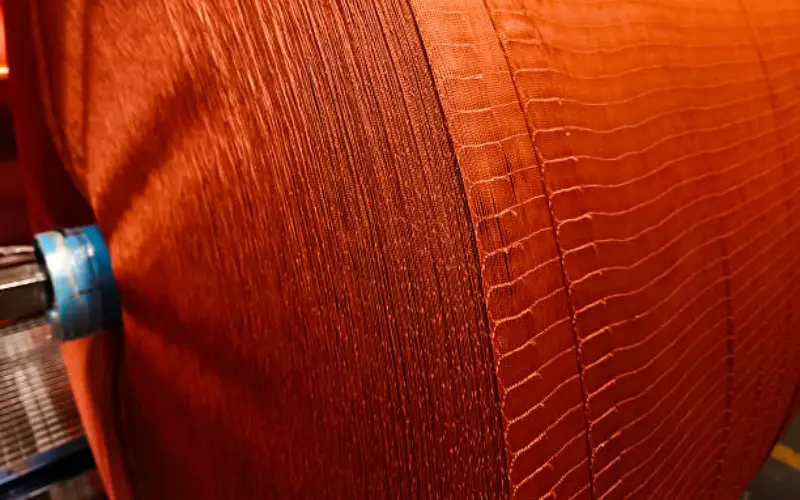
Dalam pengeluaran sebenar, jika proses pembentukan tidak dikawal dengan betul, bangkai fabrik sering menunjukkan garisan beralun atau susunan yang tidak sekata.
Dengan memerhatikan keratan rentas tepi potong, bilangan garisan beralun dalam tali sawat penghantar dapat dilihat dengan jelas, sekali gus memberikan penilaian langsung terhadap kualiti pembentukannya. Kaedah pengenalpastian kualiti ini tidak dapat dicapai pada tali sawat penghantar tepi acuan.
5.3.2 Had:
- Tepinya ialah permukaan penamatan struktur, menjadikannya lebih mudah haus awal di bawah ketidaksejajaran jangka panjang atau keadaan geseran lateral.
- Kualiti tepi sangat bergantung pada keadaan peralatan pemotongan dan tahap kawalan proses.
6.Perbezaan Struktur Utama Antara Tali Pinggang Tepi Acuan dan Tali Pinggang Tepi Potong
6.1 Perlindungan Tepi dan Pendedahan Lapisan Fabrik
6.1.1 Tepi Berbentuk
- Hujung lapisan fabrik dibungkus sepenuhnya oleh getah
- Tepi diasingkan secara fizikal daripada persekitaran luaran
- Tepi itu sendiri tidak memberikan maklumat yang boleh dilihat tentang lapisan bangkai
6.1.2 Potong Tepi
- Hujung lapisan fabrik terdedah terus pada keratan rentas potongan
- Prestasi tepi bergantung pada rintangan air dan kestabilan kimia bahan fabrik yang sedia ada.
- Permukaan potongan kelihatan jelas, membolehkan pemerhatian langsung terhadap keadaan bangkai
6.1.3 Realiti Kejuruteraan
Dalam kebanyakan aplikasi perindustrian, bangkai fabrik sintetik digunakan.
Dalam sistem bahan ini, sama ada tepinya disalut getah secara amnya tidak menghasilkan sebarang perbezaan prestasi yang boleh diukur.
6.2 Pengagihan Tegasan Merentasi Lebar Tali Sawat
6.2.1 Tepi Berbentuk
- Zon pertindihan struktur wujud di pinggir
- Zon peralihan kekakuan terbentuk antara tepi dan badan utama
- Kecerunan tegasan melintang terbentuk di kawasan peralihan struktur
- Tindak balas mekanikal tepi tidak sepenuhnya konsisten dengan kawasan tengah
6.2.2 Potong Tepi
- Dari tengah ke tepi, ketebalan dan struktur kekal konsisten
- Kekakuan keseluruhan tali pinggang adalah berterusan merentasi lebar penuh
- Taburan tegasan melintang adalah seragam
- Laluan beban jelas dan boleh diramal
6.2.3 Impak dalam Sistem Ketegangan Tinggi
Di bawah jarak jauh, operasi tegangan tinggi syarat:
- Konsistensi kekakuan bagi potong tepitali pinggang menggalakkan pengagihan tekanan seragam
- Ketakselanjaran struktur dalam tepi yang dibentuktali sawat boleh menguatkan perbezaan tekanan di kawasan sambatan
6.3 Kemasukan Air dan Kestabilan Antara Muka Jangka Panjang
6.3.1 Latar belakang sejarah
Pada era awal gentian semula jadi, penyerapan air di tepi akan secara langsung membawa kepada kegagalan antara lapisan.
6.3.2 Realiti Bahan Moden
6.3.3 Tepi Berbentuk
- Tepinya diasingkan sepenuhnya daripada persekitaran luaran
- Memberikan kelebihan struktur di bawah keadaan kelembapan tinggi atau pendedahan kimia jangka panjang
6.3.4 Potong Tepi
- Di bawah keadaan operasi biasa dengan bangkai fabrik sintetik, tepi yang terdedah tidak menyebabkan kegagalan antara lapisan
- Satu-satunya risiko timbul daripada rendaman jangka panjang yang melampau digabungkan dengan sistem pelekat yang lemah, satu senario yang sangat jarang berlaku dalam aplikasi sebenar.
6.4 Kesan pada Geometri Penyambungan dan Simetri Sambungan
6.4.1 Faktor Teras yang Mempengaruhi Kualiti Sambatan
- Sama ada ketebalan tepi sepadan dengan badan tali pinggang
- Sama ada geometri sambatan adalah simetri
- Sama ada antara muka ikatan berterusan
6.4.2 Ciri-ciri Struktur Tepi Potong
- Ketebalan tepi adalah konsisten dengan badan tali pinggang
- Geometri sambatan secara semulajadinya simetri
- Pemotongan anak tangga adalah mudah, dengan ketinggian anak tangga yang seragam merentasi lapisan
- Kawasan ikatan boleh dibangunkan sepenuhnya
- Kekuatan sambatan secara stabil mencapai 85–90% kekuatan tali sawat (tahap industri biasa)
6.4.3 Kesan Struktur Tepi Acuan
- Pertindihan struktur wujud di pinggir
- Pampasan diperlukan untuk kawasan tepi di sambatan rantau
- Pemotongan langkah lebih kompleks, dan permukaan atas/bawah sukar untuk dikekalkan simetri sepenuhnya
- Ikatan seragam di kawasan pinggir lebih sukar dicapai
- Kekuatan sambatan biasanya berada dalam julat 75–85%
6.5 Toleransi terhadap Ketidaksejajaran Tali Pinggang dan Sentuhan Tepi
6.5.1 Premis Operasi
Sedikit sebanyak ketidaksejajaran tali sawat tidak dapat dielakkan dalam mana-mana sistem penghantar.
Sebaik sahaja ketidaksejajaran berlaku, tepi tali sawat sentiasa menjadi kawasan pertama yang bersentuhan dengan peranti panduan atau struktur sokongan.
6.5.2 Tepi Berbentuk
- Zon pertindihan struktur di tepi menjadi titik sentuhan utama
- Kepekatan tegasan setempat menjadikan delaminasi tepi lebih berkemungkinan
- Sebaik sahaja delaminasi berlaku, kerosakan mungkin merebak merentasi lebar tali sawat
- Pembaikan kerosakan tepi di tapak agak sukar
6.5.3 Potong Tepi
- Tiada pertindihan struktur di tepi, menghasilkan luas sentuhan yang lebih kecil
- Tekanan lebih tersebar; kerosakan biasanya muncul sebagai haus getah penutup
- Haus getah penutup biasanya tidak menyebabkan degradasi struktur
- Bahagian tepi lebih mudah dibaiki di tapak
6.5.4 Perbandingan Di Bawah Keadaan Operasi Sebenar
- Kecacatan kecil (<5 mm):sedikit perbezaan antara kedua-dua jenis tepi
- Ketidaksejajaran sederhana (5–15 mm):potong tepi tali pinggang menunjukkan kadar haus tepi 20–30% lebih rendah
- Ketidaksejajaran yang teruk (>15 mm):tepi yang dibentuk tali pinggang mempunyai risiko delaminasi tepi 3–5 kali lebih tinggi
7.Perbandingan Prestasi dalam Keadaan Perindustrian Sebenar
Dalam aplikasi bidang perindustrian sebenar, perbezaan prestasi antara tali sawat tepi acuan dan tali sawat penghantar tepi potong bergantung kepada ciri-ciri sistem pengendalian itu sendiri.
7.1 Sistem Penghantar Tegangan Tinggi dan Jarak Jauh
7.1.1 Ciri-ciri sistem:
- Pembinaan bangkai fabrik berkekuatan tinggi
- Jarak penghantaran biasanya > 1.5–2 km
- Tegangan operasi berhampiran had atas tali sawat fabrik
- sambatan yang tertakluk kepada beban kitaran jangka panjang dan tekanan keletihan
Dalam sistem sedemikian, kestabilan jangka panjang sambatan merupakan faktor utama yang menentukan hayat perkhidmatan.
7.1.2 Prestasi sebenar Cut Edge:
1.Keseragaman tekanan
- Ketebalan dan struktur tali pinggang adalah konsisten dari tengah ke tepi
- Pengagihan beban melintang adalah seragam
- geometri sambatan adalah simetri, dengan kepekatan tegasan yang rendah
- Prestasi keletihan jangka panjang yang stabil
2.Kebolehpercayaan sambatan
- Tiada pampasan ketebalan tepi diperlukan
- Ketepatan tinggi dan kebolehulangan pemotongan langkah
- Antara muka ikatan seragam
- Kekuatan sambatan sebenar boleh mencapai 88–92% kekuatan tali pinggang secara stabil
3.Kemudahan penyelenggaraan
- Kerosakan tepi kecil tidak menjejaskan geometri sambatan
- Getah penutup tepi boleh dipotong terus sebelum penyambungan
7.1.3 Had struktur Tepi Acuan di bawah syarat-syarat ini:
- Pertindihan struktur wujud di pinggir
- Di bawah beban kitaran tegangan tinggi, perbezaan kekakuan antara tepi dan badan tali pinggang lebih mudah dikuatkan
- Kawasan tepi sambatan lebih cenderung menjadi titik lemah akibat keletihan
- Selepas operasi jangka panjang, terdapat risiko delaminasi mikroskopik pada antara muka struktur tepi

7.2 Persekitaran Basah, Berlumpur atau Tidak Terkawal Dengan Baik
7.2.1 Ciri-ciri persekitaran:
- Kelembapan tinggi (>85% RH)
- Sentuhan yang kerap dengan air atau lumpur
- Pembersihan dan penyelenggaraan yang lewat atau tidak mencukupi
- Turun naik suhu ambien yang besar
Di bawah keadaan bangkai fabrik sintetik Nilon/Poliester, perbezaan jenis tepi menunjukkan ciri-ciri yang berbeza sepanjang tempoh operasi yang berbeza.
7.2.2 Prestasi sebenar Cut Edge:
- Operasi jangka pendek (<2 tahun):tiada perbezaan prestasi yang ketara
- Operasi jangka sederhana hingga panjang (2–5 tahun):
- Haus setempat atau sedikit pengelupasan getah penutup tepi mungkin berlaku
- Struktur karkas fabrik tidak terjejas
- Mod kegagalan biasa:
- Haus getah penutup permukaan
- Boleh dibaiki di tapak
7.2.3 Prestasi sebenar Moulded Edge:
- Peringkat jangka pendek:
- Tepi kekal dimeterai dengan penampilan yang utuh
- Titik risiko jangka panjang:
- Jika kawalan ikatan pada antara muka struktur tepi tidak mencukupi
- Media lembap mungkin terkumpul di antara muka
- Sebaik sahaja delaminasi bermula, kerosakan mungkin merebak di sepanjang lebar tali pinggang
7.3 Sistem dengan Ketidaksejajaran Tali Sawat yang Kerap
7.3.1 Punca-punca biasa ketidakselarasan:
- Ketepatan pemasangan set pemalas yang tidak mencukupi
- Pengagihan bahan tidak sekata
- Ubah bentuk struktur penghantar
- Faktor persekitaran (beban angin, perbezaan suhu)
7.3.2 Prestasi struktur Cut Edge:
- Tiada pertindihan struktur di tepi
- Kawasan sentuhan kecil dengan tegasan tersebar
- Haus terutamanya tertumpu pada getah penutup
- Risiko kegagalan progresif yang rendah
- Tepi boleh dibaiki dengan ikatan sejuk atau ikatan panas
7.3.3 Prestasi struktur Tepi Acuan:
- Kawasan pertindihan struktur tepi menjadi titik sentuhan utama
- Kepekatan tekanan tempatan
- Sebaik sahaja delaminasi tepi bermula, kelajuan penyebaran adalah tinggi
- Pembaikan di tapak adalah sukar dan biasanya memerlukan penggantian tali pinggang sepenuhnya
7.3.4 Perbandingan di bawah keadaan operasi sebenar:
- Ketidaksejajaran < 3 mm: jangka hayat perkhidmatan yang serupa untuk kedua-dua jenis tepi
- Ketidaksejajaran 3–10 mm: jangka hayat tepi potong dilanjutkan sebanyak 15–25%
- Ketidaksejajaran > 10 mm: jangka hayat tepi potong dilanjutkan sebanyak 30–50%
7.4 Operasi Terhad atau Jauh Penyelenggaraan
7.4.1 Senario biasa:
- Sistem penyampaian perlombongan jarak jauh
- Sistem operasi pelabuhan berterusan
- Kemudahan atau tapak tanpa pengawasan dengan tempoh penyelenggaraan terhad
7.4.2 Kelebihan operasi Cut Edge:
- Stok standard boleh dipotong dengan cepat kepada lebar yang berbeza
- Kitaran penggantian kecemasan biasanya 2–5 hari
- Tepi boleh dibaiki sementara untuk melanjutkan masa operasi
- sambatan boleh disiapkan di tapak tanpa pampasan tepi
7.4.3 Had operasi Mould Edge:
- Kitaran pengeluaran tersuai biasanya 15–30 hari
- Penstoran awal bagi lebar biasa diperlukan, mengikat modal
- Kerosakan struktur tepi sukar ditangani di tapak
7.4.4 Perbandingan kos operasi:
- tepi potong:kos inventori boleh dikurangkan sebanyak 30–40%
- tepi yang dibentuk:tekanan inventori dan penggunaan modal yang lebih tinggi
8.Mengapa Tali Pinggang Tepi Potong Sering Berprestasi Lebih Baik dalam Sistem Ketegangan Tinggi
Dalam sistem penghantar tegangan tinggi, tali sawat penghantar tepi potong selalunya mempamerkan tindak balas struktur yang lebih stabil dan lebih boleh diramal. Ini kerana di bawah keadaan tegangan tinggi, laluan daya, ketekalan terikan dan simetri sambatan dikuatkan secara berterusan dan tali pinggang tepi potong mempunyai kelebihan yang wujud pada titik struktur kritikal ini.
8.1 Kejelasan Laluan Paksa
8.1.1 Potong Tepi
- Laluan pemindahan beban adalah jelas:
Dari takal → lapisan fabrik → diagihkan secara seragam merentasi lebar tali sawat penuh - Tindak balas mekanikal tepi adalah konsisten dengan kawasan tengah
- Tiada pertindihan struktur tempatan atau ketakselanjaran kekakuan
- Taburan tekanan lebih mudah dikira dan diramal dari sudut kejuruteraan
8.1.2 Tepi Berbentuk
- Pertindihan struktur wujud di pinggir
- Variasi kekakuan setempat terbentuk antara tepi dan badan tali pinggang
- Pesongan dan kepekatan beban berlaku di kawasan pinggir
- Geometri pinggir lebih kompleks, menjadikan pemodelan taburan tegasan lebih sukar
8.1.3 Perbezaan praktikal di bawah keadaan tegangan tinggi
Apabila tegangan operasi menghampiri had atas sistem karkas fabrik, perbezaan ini secara beransur-ansur menjadi jelas:
- Di bawah tegangan rendah hingga sederhana: perbezaan struktur mempunyai kesan yang terhad
- Apabila tegangan terus meningkat: kelebihan keseragaman tegangan bagi mata potong semakin diperkuatkan
- Semasa operasi jangka panjang: kawasan tepi tali pinggang tepi yang dibentuk lebih cenderung menjadi titik permulaan keletihan setempat
8.2 Ketekalan Regangan Melintang
8.2.1 Latar belakang operasi
Semasa operasi tali sawat, regangan melintang berlaku setiap kali tali sawat melepasi takal:
- Pemuatan kitaran menyebabkan pengecutan dan pemulihan melintang
- Dalam sistem tegangan tinggi, amplitud regangan melintang boleh dikuatkan dengan ketara
8.2.2 Tindak balas struktur Cut Edge
- Regangan melintang adalah konsisten merentasi keseluruhan lebar tali sawat
- Kawasan pinggir dan tengah mengecut dan mengembang secara serentak
- Tiada zon kepekatan terikan setempat wujud
- Di bawah kitaran jangka panjang, pengumpulan keletihan lebih seragam
8.2.3 Tindak balas struktur Tepi Acuan
Pertindihan struktur di tepi mengekang ubah bentuk melintang
Kecerunan regangan dijana di sempadan struktur tepi
Di bawah beban kitaran jangka panjang, kawasan ini lebih mudah terdedah kepada pengumpulan kerosakan lesu
8.2.4 Data pemerhatian kejuruteraan
Di bawah keadaan operasi kitaran jangka panjang:
- potong tepi: tiada tanda-tanda keletihan yang jelas diperhatikan di tepi
- tepi yang dibentuk: retakan lesu mikroskopik diperhatikan dalam beberapa sampel di sempadan struktur tepi
8.3 Simetri Sambat (Kepentingan Simetri Sambat)
8.3.1 Realiti kejuruteraan sambatan
- Sambatan adalah pautan struktur paling lemah dalam keseluruhan tali sawat penghantar
- Walaupun dengan proses yang berkelayakan sepenuhnya, kekuatan sambatan biasanya hanya mencapai 85–92% kekuatan tali sawat.
- Dalam kes kegagalan sebenar, isu berkaitan sambatan menyumbang lebih daripada 70%
8.3.2 Kelebihan Cut Edge dalam struktur sambatan
1.Simetri geometri
- Ketebalan tepi adalah konsisten dengan badan tali pinggang
- Permukaan atas dan bawah adalah simetri sepenuhnya
- Ketinggian anak tangga adalah seragam
- Kawasan ikatan boleh dimaksimumkan
2.Simetri tekanan
- Taburan tegasan di kawasan sambatan adalah simetri
- Tiada kepekatan tegasan setempat di pinggir
- Risiko delaminasi terendah
8.3.3 Cabaran struktur Tepi Acuan pada sambatan
1.Asimetri geometri
- Pertindihan struktur di tepi mengakibatkan ketidakselarasan antara permukaan atas dan bawah
- Pemotongan langkah memerlukan pelarasan pampasan di kawasan tepi
- Kawasan ikatan berkesan dikurangkan kira-kira 5–8%
2.Asimetri tekanan
- Kawasan tepi sambatan lebih terdedah kepada kepekatan tegasan
- Sambungan tepi menjadi lokasi kegagalan pilihan
- Selepas operasi jangka panjang, risiko penyingkiran sambatan tepi meningkat dengan ketara
9.Mengapa Tali Pinggang Tepi Acuan Diutamakan dalam Keadaan yang Keras dan Tidak Stabil
Dalam persekitaran perindustrian tertentu, risiko yang dihadapi oleh tali sawat bukan datang daripada prestasi tegangan atau sambatan, tetapi daripada ketidakkawalan persekitaran itu sendiri. Dalam senario ini, nilai a tali sawat tepi acuan tidak tercermin dalam "prestasi yang lebih tinggi," tetapi dalam membuat kegagalan kurang berkemungkinan berlaku.
9.1 Toleransi Alam Sekitar
Di bawah keadaan persekitaran berikut, tali sawat tepi acuan selalunya tidak dapat digantikan.
9.1.1 Pendedahan Berterusan kepada Persekitaran Berasid atau Alkali yang Kuat
1.Ciri-ciri persekitaran:
- pH < 3 atau pH > 11
- Sentuhan media kimia berulang kali jangka panjang dengan tepi tali pinggang
- Pembersihan yang kerap, dengan sisa kimia yang sukar ditanggalkan sepenuhnya
2.Risiko praktikal bagi Cut Edge:
- Hujung lapis fabrik terdedah secara langsung
- Media kimia boleh menembusi sepanjang struktur kapilari lapisan fabrik
- Di bawah pendedahan jangka panjang, antara muka pelekat secara beransur-ansur merosot
3.Kelebihan struktur Tepi Acuan:
- Getah tepi membentuk struktur yang berterusan
- Hujung lapis fabrik diasingkan sepenuhnya daripada media kimia luaran
- Laluan penembusan kapilari disekat secara berkesan
Dalam persekitaran sedemikian, pengedap tepi itu sendiri merupakan mekanisme perlindungan teras.
9.1.2 Suhu Tinggi + Kelembapan Tinggi + Keadaan Rendaman Jangka Panjang
1.Keadaan biasa:
- Masa rendaman berterusan menyumbang >50% daripada masa operasi
- Suhu ambien >60 °C
- Kelembapan relatif >90%
2.Potensi risiko Cut Edge:
- Di bawah keadaan gabungan yang ekstrem
- Antara muka pelekat mungkin mengalami penurunan prestasi jangka panjang
- Risiko datang daripada "pengumpulan jangka panjang," bukan kegagalan jangka pendek
3.Tindak balas struktur Tepi Acuan:
- mencegah kemasukan air di sepanjang hujung lapisan fabrik
- Mengurangkan kebarangkalian degradasi antara muka jangka panjang yang disebabkan oleh rendaman yang berpanjangan
Perlu ditekankan bahawa:
Risiko sedemikian hanya mempunyai kepentingan kejuruteraan di bawah keadaan gabungan jangka panjang yang ekstrem, bukan dalam persekitaran basah biasa.
9.2 Ketahanan Tepi
Dalam sesetengah sistem, tepi tidak berada dalam "sentuhan sekali-sekala", tetapi sentiasa terlibat dalam geseran dan hentaman.
1.Senario tipikal di mana Moulded Edge mempunyai kelebihan:
- Peranti panduan yang direka bentuk dengan buruk
- Jarak skirtboard yang terlalu kecil
- Lebar penghantar terhad, menyebabkan ruang pergerakan tepi tidak mencukupi
2.Mekanisme perlindungan struktur:
- Lapisan getah tambahan di tepi memberikan kusyen
- Haus berlaku dahulu pada lapisan getah
- Lapisan fabrik tidak terlibat secara langsung dalam geseran
Di bawah premis penjajaran yang baik tetapi sentuhan tepi yang kerap, hayat haus tepi tepi yang dibentuk boleh dilanjutkan sebanyak 30–50%.
3.Prasyarat yang mesti dinyatakan dengan jelas:
- Kelebihan ini hanya terpakai kepada sistem yang sejajar dengan baik
- Sebaik sahaja berlakunya salah jajaran yang ketara
- Pertindihan struktur di pinggir sebaliknya menjadi titik berisiko tinggi
9.3 Pengurusan Mod Kegagalan
Apa yang benar-benar membezakan nilai kedua-dua jenis tepi bukanlah "sama ada kegagalan berlaku," tetapi bagaimana kegagalan berlaku dan sejauh mana ia boleh dikawal.
1.Mod kegagalan Cut Edge:
- Bentuk utama: haus getah penutup tepi
- Perkembangan kegagalan: secara beransur-ansur dan boleh diramal
- Akibat struktur: kerosakan kosmetik, lapisan fabrik kekal utuh
- Kaedah pembaikan: pembaikan di tapak mungkin, hayat perkhidmatan boleh dilanjutkan
2.Mod kegagalan Tepi Acuan:
- Bentuk utama: delaminasi pada antara muka struktur tepi
- Perkembangan kegagalan: sebaik sahaja dimulakan, penyebaran adalah pantas
- Akibat struktur: kerosakan struktur di tepi
- Kaedah pembaikan: biasanya memerlukan penggantian tali pinggang penuh
3.Tafsiran peringkat kejuruteraan:
- Potong tepi:kegagalan boleh diurus, dibaiki dan progresif
- Tepi yang dibentuk:lebih tahan lama di bawah keadaan operasi biasa, tetapi sebaik sahaja kegagalan berlaku, kosnya lebih tinggi
10.Jumlah Kos Pemilikan: Melebihi Harga Permulaan
Dalam pembuatan keputusan kejuruteraan praktikal, pilihan antara tali sawat tepi acuan dan tali sawat penghantar tepi potong pada asasnya adalah a TCO (Jumlah Kos Pemilikan) isu dan bukannya perbandingan harga seunit yang mudah.
Walaupun kuantiti pesanan minimum untuk kedua-dua jenis tepi adalah sama pada 100 m, kos jangka panjang masih akan berbeza secara beransur-ansur dari segi kecekapan penghantaran, struktur inventori, kaedah penyelenggaraan dan risiko masa henti.
10.1 Kecekapan Pengeluaran dan Masa Pendahuluan
Pertama sekali, perlu dijelaskan satu fakta yang sering disalahertikan:
khususnya Tiantiepengeluaran sebenar, kuantiti pesanan minimum untuk kedua-duanya potong tepi dan tepi yang dibentuk ialah 100 m.
Apa yang benar-benar mencipta perbezaan bukanlah MOQ, tetapi kaedah organisasi pengeluaran dan fleksibiliti lebar.
10.1.1 Ciri-ciri Pengeluaran dan Penghantaran Tepi Potong
- Proses pengeluaran:pemvulkanan standard → dipotong mengikut permintaan → penghantaran
- Penggunaan inventori:
Gulungan induk lebar standard (cth. 1200 mm) boleh dipotong kepada pelbagai lebar siap - Menyebabkan masa:
2–5 hari apabila inventori tersedia - Kuantiti pesanan minimum:
100m - Fleksibiliti lebar:
Lebar yang berbeza boleh dipotong mengikut permintaan, dengan ketepatan yang boleh dikawal dalam lingkungan ±5 mm
10.1.2 Ciri-ciri Pengeluaran dan Penghantaran Tepi Acuan
- Proses pengeluaran:membentuk kepada lebar siap → pemvulkanan → penghantaran
- Organisasi pengeluaran:
Walaupun kuantiti pesanan minimum juga 100 m, setiap lebar memerlukan penjadualan pengeluaran yang berasingan. - Menyebabkan masa:
Biasanya 15–30 hari, bergantung pada penjadualan pengeluaran semasa dan ketersediaan acuan - Fleksibiliti lebar:
Lebar ditetapkan sebelum pengeluaran dan tidak boleh dilaraskan kemudian dengan memotong
10.1.3 Perbezaan Kecekapan Lazim (Keperluan Lebar 300 mm)
- tepi potong:
Boleh dihantar dengan cepat dengan memotong terus daripada stok standard 1200 mm - tepi yang dibentuk:
Walaupun hanya 100 m diperlukan, pembentukan dan pemvulkanan berasingan mesti diatur untuk lebar 300 mm. - Kesan terhadap kos masa:
Dalam projek sebenar, purata kitaran penghantaran bagi tepi yang dibentukmasih lebih kurang 15–20 hari lebih lama daripada potong tepi.
10.1.4 Perbezaan Pengurusan Inventori
- Strategi canggih:
Stokkan sedikit lebar standard untuk menampung pelbagai keperluan - Strategi tepi acuan:
Inventori stok secara berasingan untuk setiap lebar yang biasa digunakan - Kos inventori yang terhasil:
Modal terikat dalam tepi yang dibentukinventori biasanya masih 40–60% lebih tinggi.
10.2 Perbezaan Kos Penyelenggaraan dan Pembaikan
Pengendalian kerosakan tepi merupakan garis pemisah utama dalam kos jangka panjang.
10.2.1 Potong Tepi
- Bentuk kerosakan biasa:haus getah penutup tepi
- Kaedah pembaikan di tapak:
- Jalur ikatan sejuk: ~30 minit, kos <$50
- Pembaikan panas: ~2 jam, kos <$200
- Kesan pembaikan:
Jangka hayat boleh dilanjutkan selama 3–12 bulan - Waktu Henti:
Jam 5-2
10.2.2 Tepi Berbentuk
- Bentuk kerosakan biasa:delaminasi pada antara muka struktur tepi
- Kemungkinan pembaikan di tapak:
- Delaminasi kecil: pembaikan ikatan mungkin dicuba, kadar kejayaan <50%
- Delaminasi yang jelas: biasanya tidak boleh dibaiki di tapak
- Keputusan biasa:
Penggantian tali pinggang penuh diperlukan - Waktu Henti:
4–8 jam (penggantian + sambung)
10.3 Kesan Selang Sambatan dan Kos
10.3.1 Potong Tepi
- Selang sambatan:4-5 tahun
- Kos sambatan:$2,000–5,000 setiap acara
10.3.2 Tepi Berbentuk
- Selang sambatan:3-4years
- Kos sambatan:$2,500–6,000 setiap acara
10.3.3 Perbandingan kos penyelenggaraan tahunan (sistem 1000 m):
- tepi potong:$800–1,200 / tahun
- tepi yang dibentuk:$1,200–2,000 / tahun
→ biasanya 20–40% lebih tinggi
10.4 Apabila Kos Permulaan yang Lebih Tinggi Mewajarkan ROI
Walaupun dengan MOQ yang sama, kos perolehan awal tepi yang dibentuk biasanya lebih tinggi daripada yang potong tepiSama ada ia wajar bergantung pada sama ada ia memberikan pulangan jangka panjang yang boleh diukur.
10.4.1 Senario Di Mana ROI Moulded Edge Dijustifikasikan
1.Pendedahan berterusan kepada asid dan alkali kuat
- Peningkatan kos awal: 15–25%
- Kos yang dielakkan: penyingkiran antara lapisan yang disebabkan oleh kakisan kimia
- Potensi penjimatan: 30–50%
- Tempoh ROI: 12–18 bulan
2.Kelembapan tinggi + keadaan rendaman jangka panjang
- Peningkatan kos awal: 15–25%
- Kos yang dielakkan: degradasi jangka panjang antara muka tepi
- Tempoh ROI: bergantung pada jangka hayat operasi dan kekerapan penyelenggaraan
3.Sistem jarak jauh atau kebolehpercayaan tinggi
- Peningkatan kos awal: 15–25%
- Kos yang dielakkan: kerugian masa henti yang tidak dirancang
- Kerugian masa henti tunggal: $5,000–50,000
- Tempoh ROI: biasanya 6–24 bulan
10.4.2 Senario Di Mana ROI Cut Edge Dijustifikasikan
1.Keadaan operasi standard, sistem bangkai fabrik sintetik
- Penjimatan kos awal: 15–30%
- Masa pendahuluan yang singkat mengurangkan kos menunggu masa henti
- Penjimatan TCO 5 tahun: 20–35%
2.Spesifikasi lebar berganda atau permintaan kelompok kecil
- Penjimatan kos perolehan awal: 15–30%
- Penjimatan kos inventori: 40–60%
- Berkesan mengelakkan stok berlebihan
3.Sistem dengan keadaan penjajaran yang tidak stabil
- Kerosakan tepi boleh dikawal dan dibaiki
- Kos penyelenggaraan jangka panjang yang lebih rendah
- Penjimatan TCO:25-40%
10.5 Formula Keputusan
TCO = Kos Perolehan Permulaan + (Kos Penyelenggaraan Tahunan × Jangka Hayat Perkhidmatan) + (Kehilangan Masa Henti × Kekerapan Masa Henti) + Kos Penyimpanan Inventori
11. Kes Khas: Apabila Jenis Tepi Bukan Pilihan
Dalam kebanyakan aplikasi tali sawat penghantar bangkai fabrik, tali sawat penghantar tepi potong dan tali sawat tepi acuan boleh dipilih melalui pertukaran keadaan operasi.
Walau bagaimanapun, dalam sebilangan kecil senario yang sangat dikekang oleh peraturan, sistem bahan atau keadaan penggunaan, jenis tepi bukanlah pilihan tetapi ditentukan secara langsung oleh keperluan teknikal.
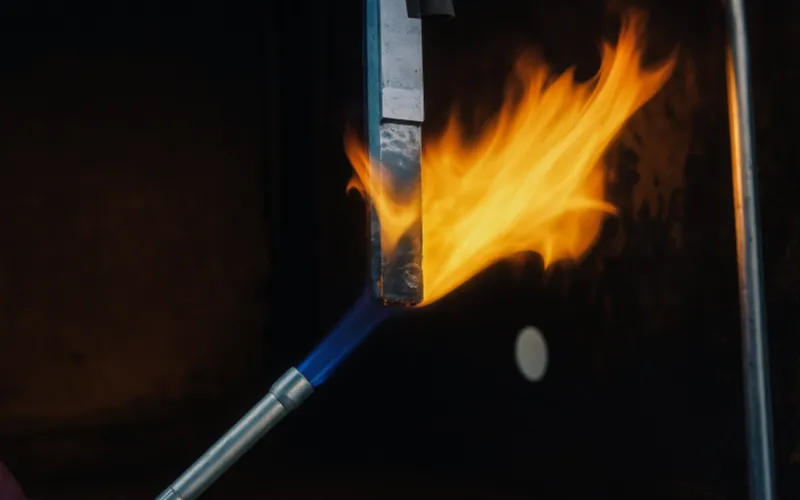
11.1 Tali Pinggang Tahan Api
Dalam tali sawat tahan api sistem, struktur pinggir adalah sebahagian daripada keperluan pematuhan dan bukannya pilihan pengoptimuman prestasi.
11.1.1 Latar belakang teknikal dan piawaian
Dalam sistem piawaian yang diwakili oleh DIN 22103 (klasifikasi rintangan api), terdapat prasyarat struktur yang jelas:
Getah penutup mesti sentiasa membungkus lapisan fabrik, dan laluan fabrik yang terdedah di tepi tali pinggang tidak dibenarkan.
11.1.2 Rasional kejuruteraan
Sebaik sahaja lapisan fabrik terdedah di tepi, di bawah api, suhu tinggi atau keadaan sinaran terma, ia boleh menjadi saluran untuk penyebaran api dan pemindahan haba, yang secara langsung menjejaskan integriti sistem tahan api tali pinggang.
11.1.3 Kesimpulan jenis tepi
- Untuk aplikasi tali sawat penghantar tahan api:
→ tepi yang dibentuk mesti digunakan - potong tepitidak memenuhi keperluan struktur liputan tepi berterusan yang diwajibkan oleh sistem tahan api.
11.1.4 Persekitaran aplikasi biasa
Dalam senario ini, intipati kelebihan pemilihan jenis is pematuhan dengan prasyarat struktur tahan api.
11.2 Sebatian Penutup Tahan Minyak dan Tahan Kimia
Apabila sebatian penutup tahan minyak atau tahan kimia digunakan, struktur tepi secara langsung mempengaruhi kestabilan jangka panjang antara muka ikatan.
11.2.1 Ciri-ciri bahan sebatian penutup khas
- Formulasi pengisi tinggi
- Kandungan karbon hitam dan pemplastik yang tinggi
- Berbanding dengan sebatian penutup tujuan umum, kekuatan ikatan pada lapisan fabrik biasanya 10–20% lebih rendah
11.2.2 Risiko kejuruteraan bagi Cut Edge
- Hujung lapis fabrik terdedah secara langsung
- Media kimia boleh memasuki antara muka ikatan di sepanjang struktur kapilari fabrik
- Di bawah pendedahan berterusan, degradasi antara muka memecut dengan ketara
11.2.3 Peranan struktur Tepi Acuan
- Membentuk enkapsulasi getah berterusan di tepi
- Mengasingkan hujung lapis fabrik daripada media kimia
- Berkesan menyekat laluan penembusan kapilari
11.2.4 Logik pemilihan kejuruteraan
- Persekitaran asid atau alkali kuat(pH < 4 atau > 11, pendedahan berterusan):
→ tepi acuan adalah pilihan struktur wajib - Persekitaran tahan minyak:
- Sentuhan sekejap-sekejap: potong tepiboleh diterima
- Hubungan berterusan: tepi yang dibentuklebih disukai
Asas bagi penghakiman ini adalah intensiti dan tempoh pendedahan kimia, bukan "kekuatan" yang wujud bagi satu jenis tepi berbanding yang lain.
11.3 Tali Sarung Gred Makanan dan Berwarna Cerah
Dalam kategori aplikasi ini, pemilihan jenis tepi lebih didorong oleh spesifikasi penggunaan dan jangkaan pelanggan berbanding had struktur.
11.3.1 Ciri-ciri keperluan praktikal
- Getah penutup berwarna putih atau cerah
- Keperluan yang tinggi untuk kebersihan dan konsistensi visual
- Keadaan pinggir secara langsung mempengaruhi keputusan penerimaan
11.3.2 Impak praktikal Cut Edge
- Warna hujung lapisan fabrik yang terdedah jelas berbeza dengan getah penutup
- Sering tidak boleh diterima dalam industri makanan, farmaseutikal dan industri yang serupa
11.3.3 Pilihan kejuruteraan biasa
- tepi yang dibentuk, untuk memastikan konsistensi visual antara tepi dan permukaan tali sawat
11.3.4 Satu perkara yang perlu dijelaskan
Ini adalah keperluan yang didorong oleh spesifikasi dan estetika, bukan kerana potong tepi tidak boleh digunakan secara struktural atau mekanikal.
Jika pelanggan secara eksplisit menerima perbezaan visual, potong tepi kekal sah dari segi teknikal.
12.Final Takeaway
antara tali sawat tepi acuan dan tali sawat penghantar tepi potong, hubungan itu tidak pernah menjadi "spesifikasi lebih tinggi vs. lebih rendah," tetapi sebaliknya sama ada pilihan itu dipaksa oleh syarat.
Dalam sistem tali sawat fabrik sintetik moden, potong tepi merangkumi sebahagian besar keadaan operasi sebenar dan tidak mempunyai kelemahan yang wujud dari segi hayat perkhidmatan, penyelenggaraan, masa tunggu atau jumlah kos.
tepi yang dibentuk hanya dibenarkan dalam beberapa senario terhad di mana piawaian, persekitaran kimia atau kos berkaitan risiko secara eksplisit mendorong aplikasi ke arah itu.
Jika, semasa pemilihan, anda mendapati diri anda berulang kali perlu menjelaskan "mengapa tepi acuan mesti digunakan,"
jawapannya biasanya sudah jelas.
Apabila justifikasi tidak cukup kuat, tepi potong adalah pilihan yang tepat.
13.Soalan Lazim
1. Adakah semua masalah kealunan lapisan fabrik berpunca semasa peringkat pembentukan?
Tidak semestinya.
Pada masa ini, sebahagian besar ketidakstabilan yang dilihat di pasaran memang berlaku semasa peringkat pembentukan, tetapi sebahagian kecil kes berasal dari peringkat penanggalan.
Bila pengeluar Jika menggunakan getah kalendar berkualiti rendah, lekatan antara gulungan kalendar dan sebatian getah boleh berlaku semasa kalendar. Ini akan menyebabkan kawasan setempat di mana ketebalan getah kalendar jauh lebih besar daripada biasa.
Apabila lapisan getah yang tidak sekata ini kemudiannya dilaminasi dengan bangkai fabrik dan memasuki peringkat pemvulkanan, perbezaan dalam aliran tempatan dan pengecutan akhirnya menyebabkan lapisan fabrik beralun terbentuk semasa pemvulkanan.
2. Mengapakah kualiti tepi berbeza-beza antara kilang yang berbeza, walaupun untuk tali sawat tepi potong?
Kerana kualiti potong tepi tali pinggang sangat bergantung kepada konsistensi pembuatan huluan, bukan pada operasi pemotongan itu sendiri.
Faktor-faktor yang benar-benar mewujudkan perbezaan tersebut termasuk:
- Kestabilan ketegangan fabrik semasa pembentukan
- Keseragaman ikatan antara getah penutup dan bangkai
- Sama ada kelakuan tepi dikawal semasa pemvulkanan (cth. aliran getah sisi)
Pemotongan tepi hanya mendedahkan hasil struktur—ia tidak "menimbulkan masalah".
Apa yang anda lihat pada asasnya ialah perbezaan keupayaan pembuatan yang diperbesarkan pada keratan rentas potongan.
3. Dalam keadaan apakah projek akan bertukar daripada tepi acuan kepada tepi potong pada peringkat kemudian?
Situasi ini sememangnya luar biasa. Dalam sistem yang mempunyai spesifikasi yang jelas dan jadual projek yang stabil, ia hampir tidak pernah berlaku.
Walau bagaimanapun, dalam sebilangan kecil senario yang tidak dirancang atau kecemasan, pelarasan sedemikian mungkin masih berlaku. Ciri-ciri tipikal termasuk:
- Kegagalan sistem penghantar secara tiba-tiba yang memerlukan pemulihan operasi yang cepat
- Reka bentuk asal yang menyatakan tepi acuan, tetapi masa penghantaran tidak dapat menandingi tetingkap tapak
- Penilaian teknikal sementara mengesahkan bahawa:
- Tiada keperluan rintangan api mandatori
- Tiada pendedahan berterusan kepada asid atau alkali kuat
- Karkas fabrik sintetik digunakan
Dalam kes-kes luar biasa ini, tumpuan pasukan kejuruteraan beralih daripada
"penyelesaian optimum di bawah spesifikasi" kepada:
"Cara memulihkan operasi sistem secepat mungkin dalam risiko yang boleh dikawal."
Dalam konteks ini, potong tepi tidak dianggap sebagai "pengganti",
tetapi sebagai keputusan kejuruteraan sementara yang mengimbangi masa, risiko dan ketersediaan.
Perlu ditekankan bahawa:
ini bukan laluan pemilihan standard dan tidak boleh dianggap sebagai strategi lalai semasa fasa reka bentuk.
4. Bagaimanakah kebolehpercayaan pembuatan boleh dinilai dengan cepat tanpa ujian pemusnah?
Satu kaedah yang sangat praktikal tetapi sering diabaikan adalah dengan memerhatikan gulungan tali sawat dalam keadaan relaks secara semula jadi.
Fokus kepada tiga aspek:
- Sama ada terdapat undulasi melintang yang tidak normal
- Sama ada terdapat zon "lembut" atau "keras" setempat dalam tali pinggang
- Sama ada keadaan tali sawat adalah konsisten merentasi kedudukan berbeza dalam gulungan yang sama
Tali sawat dengan kawalan pembuatan yang stabil harus menunjukkan keadaan seragam keseluruhan tanpa ubah bentuk berirama, walaupun tanpa tegangan yang dikenakan.
5. Mengapakah jurutera berpengalaman sering lebih suka tepi potong berbanding tepi acuan?
Sebabnya mudah sahaja:
tepi potong mendedahkan isu struktur lebih awal dan bukannya "menutupnya".
Dari perspektif kejuruteraan:
- Keratan rentas potongan membolehkan pemerhatian langsung susunan lapisan fabrik
- Geometri sambatan lebih simetri
- Mod kerosakan tepi lebih mudah diramal dan boleh dibaiki
Bagi mereka yang bertanggungjawab untuk operasi dan penyelenggaraan sistem jangka panjang,
"boleh diperiksa, dibaiki dan dikawal" selalunya lebih penting daripada "kelihatan lebih tebal atau lebih teguh."