
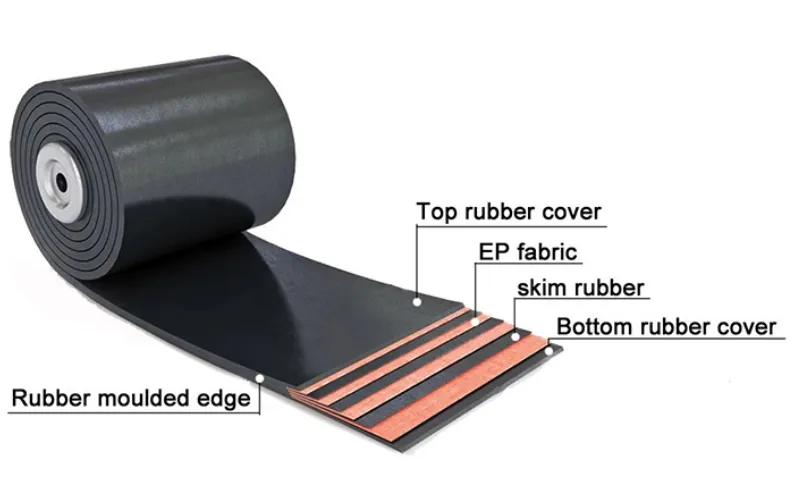
1.コンベアベルト加硫の戦略的重要性
工業用ベルトの製造においては、 コンベアベルト加硫 最終的な強度、安定性、そして性能を決定する決定的なステップです。 生ゴム―まだ弱く可塑性がある―は 硬化ゴム 優れた弾力性、引張強度、耐熱性を備えています。成形はベルトの層を組み立てるだけですが、 加硫 ゴムマトリックス内の架橋反応を通じてこれらの層に生命を与えます。
間に コンベアベルト加硫プロセス温度、圧力、そして時間は正確に連動して機能しなければなりません。 Tiantie 株式会社インダストリアルベルトの種類に応じて標準動作範囲を設定します。
- EP またはNNテキスタイルベルト: 2〜1.6 MPa、一般的には 1.4 MPaで蒸気または高温の油で加熱します。
- スチールコードベルト(ST): 6〜2.0 MPa間の完全な結合に必要な スチールコード そしてゴム。
- 耐熱・耐油ベルト: 4〜1.8 MPa空隙を防ぐために少し高めに設定します。
- 極厚ベルトまたは幅2200 mm以上のベルト: 8〜2.2 MPa均一な圧縮を保証します。
下の圧力 1.2 MPaで 剥離や気泡が発生する可能性があり、 2.5 MPaで ゴムのオーバーフローやカーカスの変形の危険があります。典型的な加硫温度は 140-160 ℃で、硬化時間 20–30 10 mmあたり分 of 総厚(これは、 Tiantie 工業工場では、ご注文に応じてベルトを製造します。実際のニーズは、コア層とカバーゴムの規格によって異なります。これらのパラメータにより、分子架橋が均一に完了し、長期安定性と耐疲労性を備えたベルトが製造されます。
現場での作業では、 コンベアベルトの加硫 も同様に重要です。適切に実行された コンベアベルトジョイント 校正された コンベアベルト加硫機 元の強度の90%以上を達成し、次のような機械的なオプションよりも優れています。 コンベアベルトの留め具 またはクイッククランプ。これにより、ベルトのスムーズな動作、振動の低減、そしてベルトの寿命の延長が実現します。
ISO 14890およびASTM D412規格に準拠した正確な コンベアベルト加硫 引張性能と寿命が最大40%向上します。つまり、成形によってベルトの形状が形成される場合、 加硫がその魂を定義するそして次のステップは、熱と化学反応がどのようにその変化を可能にするのかを正確に理解することです。

2.加硫の基本原理
当社の生産ラインでは、 コンベアベルト加硫 加硫は単なる加熱段階ではなく、ベルトに機械的強度と熱安定性を与える制御された化学変化です。硬化前の生ゴムは既に固体ですが、弾性と内部凝集力に欠けています。加硫の目的は、この材料を架橋反応によって変化させ、弱いポリマー鎖を弾力性のある三次元ネットワークに変化させ、継続的な張力と熱に耐えられるようにすることです。
1. 化学メカニズム
ゴムコンベアベルトの加硫硫黄は天然ゴム(NR)またはスチレンブタジエンゴム(SBR)の二重結合と反応します。化合物を 140-160°C硫黄環(S₈)が開環し、C–S–S–CまたはC–S–C架橋を介して別々のポリマー鎖を結合します。酸化亜鉛やステアリン酸などの活性剤はこの反応を促進し、CBS、MBTS、TMTDなどの促進剤は架橋の種類と密度を制御します。
架橋密度によってパフォーマンスが決まります。
- 低すぎる → ベルトは柔らかく、粘着性があり、熱的に不安定なままになります。
- 高すぎる → 過剰加硫となり、硬くなり、弾力性が失われます。
バランスのとれた架橋構造により コンベアベルト加硫 柔軟性と長期的な強度を両立します。
2. 熱効果
温度は架橋の活性化エネルギーを与える。120℃以下では反応は無視できる程度であるが、 140-160°C硬化速度は安定しており均一です。165℃を超えると、焦げ付きや戻りが発生する可能性があります。多層ベルトでは、内部熱電対から、表面とコアの温度差が最大に達する可能性があることが示されています。 10-20°C硬化サイクルは、コアが完全な反応に十分な時間、目標範囲を維持したときにのみ完了します。通常、 10mmあたり20~30分 総厚を制御します。この制御により、各層を通して一貫した分子結合が確保されます。

3. 機械的および時間的影響
圧力によってゴムの流れが促進され、閉じ込められた空気が排出され、層間の完全な密着が確保されます。標準的な動作範囲は以下のとおりです。
- EP/NNベルト: 2〜1.6 MPa
- スチールコードベルト: 6〜2.0 MPa
- 厚いベルトまたは幅広のベルト: 8〜2.2 MPa
以下 1.2 MPaで剥離や気泡が現れる。 2.5 MPaでゴムのオーバーフローやカーカスの歪みが発生します。 0.1 MPaで 増加により温度が 1~2 °C 上昇する可能性があるため、温度と圧力のバランスが重要です。
硬化時間はレオメーターの t₉₀ 架橋の 90 % が発生した瞬間の値に、完全な厚さでの完全な反応を保証するために 1.2 ~ 1.3 の係数を掛けます。
4. 接着性と性能
間に コンベアベルトの加硫溶融ゴムが繊維構造に浸透し、界面で機械的結合と化学結合を形成します。適切な加硫により、弱い層、気泡、軟質コアが除去されます。
正確な後 コンベアベルト加硫測定可能なプロパティの改善には次のものが含まれます。
- 引張強度 + 30~60 %
- 引き裂き強度+40%
- 耐摩耗性 + 20~50 %
- 疲労寿命 × 2~3
- 高温連続運転でも安定した性能
形成されるすべての化学結合は コンベアベルト加硫 ベルトがストレス下でどれだけ長く機能するかを直接的に決定します。次のステップは、これらの原理を生産に適用することです。つまり、硬化パラメータを生産工程にどのように適用するかです。 コンベアベルト製造プロセス 再現性のある工業品質を実現します。

3.コンベアベルト製造工程における加硫
コンベアベルト製造では、精密 加硫 素材の品質を永続的なパフォーマンスに変えるものです。 Tiantie 工業株式会社では、 コンベアベルト加硫 生産工程の決定的な段階として、層状のベルト構造が制御された熱と圧力によって単一の凝集システムへと変化します。すべての技術パラメータはテストによって洗練され、性能結果によって検証された後、生産ラインに投入されます。
1. プロセスの役割と定義
その コンベアベルト加硫プロセス 生ゴムを安定性、弾力性、耐摩耗性に優れた材料へと変化させる上で不可欠な化学架橋反応を担います。また、カーカス層、カバー層、補強層を一体化した均一な構造へと結合させます。
『Brooklyn Galaxy』のために、倪氏はブルックリン美術館のコレクションからXNUMX点の名品を選び、そのイメージを極めて詳細に描き込みました。これらの作品は、彼の作品とともに中国ギャラリーに展示されています。彼はXNUMX年にこの作品の制作を開始しましたが、最初の硬貨には、当館が所蔵する EP (NAIST) と NNベルト加硫により、繊維層間の完全な接着が確保されます。スチールコードベルトの場合、各ワイヤーストランドの周囲にゴムが完全に浸透し、包み込まれるため、使用中の張力による剥離を防ぎます。
2.加硫装置およびシステム
各 コンベアベルト加硫機 当社の工場では、厳密に定義された範囲内で稼働しています。
- 温度:140-160°C
- 圧力:ベルトの構造と厚さに応じて2~2.2 MPa
- 加熱方法:飽和蒸気または熱油循環
- 冷却:すぐに型から外し、その後自然空冷する
硬化サイクル終了後、直ちにプレスを解放することで過圧縮を防ぎ、徐々に空冷することでベルトを安定させ、内部応力の発生を防ぎます。マルチゾーン加熱システムにより温度と圧力が均一に分散され、全幅にわたって均一な硬化を実現します。

3. 管理された生産手順
加硫サイクルは、繰り返し可能なシーケンスに従います。
- 予熱– プラテンは目標温度範囲の 150 °C まで上昇します。
- 加圧– 圧力は徐々に加えられ、通常は 4 MPaで EP/NNおよび 1.8 MPaで スチールコードベルト用。
- 硬化– ベルトは一定の条件下に置かれ、 10mmあたり20~30分 総厚の。
- 脱型と冷却– プレスはすぐに開き、ベルトは周囲の空気の流れによって冷却され、寸法精度が維持されます。
各サイクルはベルト構造に応じて最適化され、過剰硬化のない完全な分子架橋と安定した層接着を保証します。
4. 実験室での校正とプロセスの最適化
処方が製造現場で使用される前に、広範囲にわたる実験室試験が行われます。当社の研究開発チームは、複数の コンベアベルト加硫 さまざまな温度、圧力、硬化期間での試験。
加硫曲線とレオメーターを分析することで t₉₀ それぞれの配合タイプに最適な標準硬化時間を設定し、最適化されたパラメータを生産ラインに実装することで、すべてのバッチで均一な架橋密度と接着品質を実現しています。

5. 実験室検証と品質保証
加硫後、完成したベルトは詳細な検査のために研究所に返送されます。評価項目は以下のとおりです。
- 機械的性能 — ASTM D412 および ISO 252 に準拠した引張強度、剥離強度、摩耗強度。
- 熱安定性 — 熱老化後の機械的特性の保持;
- 構造的完全性 — 断面検査により、均一な接合、気泡や剥離、エッジの歪みがないことが確認されます。
実験室での試験に加え、生産現場での最終目視検査により、表面の均一性と寸法精度が確保されます。ベルトは Tiantieのラインでは、物理的なテスト基準と視覚的な完璧さの両方を満たす必要があります。

6. 一貫性、パフォーマンス、信頼性
適切 コンベアベルト加硫 測定可能な改善が得られます。
- ゴムと補強層間の安定した接着。
- 正確な寸法で滑らかで均一な表面仕上げ。
- 引張強度、引き裂き強度、疲労寿命が向上。
- 信頼できる追跡 長期運転時の振動も軽減します。
実験室でのプロセスキャリブレーションと精密なプレス制御を組み合わせることで、様々なベルトグレードや構造において一貫した品質を維持しています。その結果、性能安定性と耐久性においてISO 14890およびDIN 22102規格を満たすか、それを上回るベルトが製造されています。
7. 製造業を超えた精度の拡張
私たちの コンベアベルト加硫 実際の用途における当社のベルトの性能は、ラインによって決まります。同じ硬化原理(制御された熱、圧力、タイミング)が、現場でのジョイント接合・修理システムの基盤となっています。
次のセクションでは、これらの工場グレードの加硫基準がどのように適応されるかに焦点を当てます。 コンベアベルトの接合と加硫元のベルトの強度に匹敵するジョイントの完全性を保証します。

4.コンベアベルトの接合と加硫
産業用搬送システムにおいて、ベルトセクションの連結は緊急措置ではなく、必要なステップです。長尺ベルトは輸送効率を高めるためロール状に製造・出荷され、設置時に連結することは通常のセットアップ工程の一部です。ベルトの品質は、 スプライス—誰が作ったか コンベアベルト加硫 or 機械的締結—ベルトの安定性、耐用年数、そして メンテナンス頻度.
から メーカーの視点ベルトが設置後に設計通りの性能を発揮するには、接合技術を理解することが不可欠です。製造工程ではベルト本体全体の品質の均一性が確保されますが、現場での最終的な性能は接合部の形成方法に大きく左右されます。
1. スプライシングの役割
スプライスはベルト構造の連続性を回復します。接合部は、応力集中や位置ずれを防ぎながら、スプライス部全体に引張荷重をスムーズに伝達する必要があります。業界では主に以下の2つの方法が採用されています。 コンベアベルトの加硫 (熱間または冷間)固定と機械的固定。どちらも同じ目的、つまりコンベアシステム全体にわたって均一な強度と走行安定性を維持するという目的を果たします。
高い作動張力や過酷な条件が求められるベルトでは、シームレス構造の加硫接合が一般的に好まれます。より軽量または短いシステムでは、機械式ファスナーが実用的かつ経済的な利点を提供する場合があります。

2. 熱加硫
熱加硫はベルト製造と同じ原理を再現しています。接合部は制御された熱と圧力によって硬化され、ゴムが架橋して連続層を形成します。一般的な工業的手法では、硬化温度は 140-160°C および圧力の範囲 1.4〜1.8 MPaベルトの種類と厚さによって異なります。
適切に加硫されたジョイントは、ベルト本来の引張強度に近づけることができ、優れた熱安定性と動的性能を実現します。この方法は、鉱業、鉄鋼生産、長距離搬送システムなどの高負荷用途で広く使用されています。

3. 冷間加硫
冷間加硫は、常温で化学接着剤による接着を実現します。加熱装置を必要としないため、現場環境や仮設にも適しています。接合強度は熱加硫に比べて低くなりますが、低張力から中張力のコンベア、メンテナンス交換、または迅速な設置が求められる状況に適しています。
接着剤を用いた方法は、表面処理、硬化時間、温度や湿度などの環境条件に大きく依存します。そのため、多くのユーザーは、長期的な主接合方法としてではなく、補助的または緊急的な用途として冷間加硫を採用しています。

4. 機械式ファスナー
機械的な締結は依然として重要な代替手段であり、 コンベアベルト加硫.
モダン コンベアベルトの留め具 ファスナーツールは、迅速な取り付けと信頼性の高いクランプ強度を実現するように設計されています。ポータブルコンベア、骨材処理、材料積載システムなどで広く使用されています。
メカニカルジョイントは化学的に結合しているのではなく、機械的にロックされています。その性能は、ファスナーの品質、ベルト張力、プーリー構成に依存します。ファスナーの定格応力限界内で使用すれば、安定して効率的なサービスを提供します。しかし、過度の負荷や熱にさらされると、ファスナーが緩んだり、局所的な摩耗が生じたりする可能性があり、高張力用途での使用が制限されます。

5. 業界標準とテスト
コンベア業界全体では、接合品質は次のような国際規格を使用して検証されるのが一般的です。 ISO 252, DIN 22102, ASTM D412.
一般的な検査パラメータは次のとおりです。
- 表面状態: 目に見える剥離、気泡、または不規則なエッジがないこと。
- アラインメント: 一貫したベルトトラッキングとジョイント部分の均一な厚さ。
- 粘着力: 指定されたベンチマークを満たす剥離強度またはせん断強度の値。
スチールコードベルトの場合、コードの結合の整合性を確認するために、磁気検査や超音波検査などの追加の非破壊検査がよく使用されます。
6. パフォーマンスと効率のバランス
それぞれの接合方法には、独自の技術的および経済的利点があります。
コンベアベルト加硫 最高レベルの機械的強度と長寿命を提供し、高負荷または連続運転に最適です。
メカニカルファスナー一方、柔軟性と頻繁なベルト交換が必要なシステムには、比類のない速度と利便性を提供します。
これらの方法の選択は、コンベアの負荷、動作環境、メンテナンス計画によって異なります。目標は常に同じです。それは、ダウンタイムを最小限に抑えながら、ベルト本来の性能を維持し、安全で安定した接続を実現することです。
7. メーカーの視点
As ベルトメーカー, Tiantie 株式会社インダストリアルは、材料の一貫性と構造精度を重視しています。現場での加硫サービスは提供・監督していませんが、当社が製造するすべてのベルトは、ユーザーが加硫、冷間接着、機械締結のいずれの方法で接合した場合でも、信頼性の高い接合性能に必要な物理的・化学的安定性を満たしていることを保証しています。
私たちの役割は、業界で承認されているあらゆる標準的な接合方法に予測通りに反応するベルトを設計することです。材質の均一性とお客様の設置に関する専門知識を組み合わせることで、各コンベヤベルトの潜在能力を安全かつ効率的に最大限に引き出すことができます。

5.加硫剤および材料システム
ゴム製コンベアベルトの製造においては、 加硫剤および材料システム 実際の産業環境で製品がどのように機能するかを決定します。 コンベアベルト加硫 すでに説明しましたが、ここでは、特定の機械的特性と熱的特性を実現するために、さまざまな化合物、硬化システム、および材料の組み合わせをどのように選択するかに焦点を当てます。
製造業者にとって、適切な加硫システムは硬化効率だけではなく、接着性、耐老化性、ストレス下での長期信頼性を決定します。
1. ベルト製造における加硫剤の役割
A 加硫剤 ポリマー鎖間の架橋を可能にする物質です。硫黄は柔軟性と優れた疲労寿命を提供するため、コンベアベルトの製造において最も一般的に使用されています。
しかし、すべてのベルトに同じタイプの架橋ネットワークが必要なわけではありません。ゴムの配合(ベースポリマー、強化材、添加剤)によって、最適なシステムが決まります。
機械的強度と熱安定性のバランスは、架橋の進行速度と程度を制御する促進剤、活性剤、安定剤と硫黄を組み合わせることで実現されます。
2. コンベアベルトにおける一般的な加硫システム
さまざまなコンベアベルトの種類 作業温度、化学物質への曝露、機械的負荷に応じて、異なる硬化システムを使用します。
ラバータイプ | 加硫システム | 他社とのちがい | 一般的なベルトタイプ |
NR/SBR | 硫黄加速器システム | 高い柔軟性、強力な接着力、低コスト | 汎用ベルト |
NBR | 硫黄または過酸化物系 | 耐油性・耐燃料性 | 耐油ベルト |
EPDM | 過酸化物システム | 優れた耐熱性と耐オゾン性 | 耐熱ベルト |
CR(ネオプレン) | 自己架橋または金属酸化物系 | 難燃性、抗老化 | 耐火ベルト |
これらのシステムはすべての基盤となる コンベアベルトの加硫.
たとえば、EPDM ベースの耐熱ベルトは、160 °C を超える温度で構造を維持するために過酸化物による硬化が必要ですが、油への曝露向けに設計された NBR ベルトでは、早期軟化を防ぐために改良硫黄システムが使用されます。
3. 補強層と接着層
ゴムマトリックス自体に加えて、ゴムと補強材(布またはスチールコード)との相互作用も重要です。 接着層 張力下でカーカスとカバーが一体となって動くことを保証します。
接着力を高めるために、布地にはレゾルシノール・ホルムアルデヒド・ラテックス(RFL)や金属補強には真鍮コーティングされたスチールコードなどの特殊な接着剤が使用されます。 コンベアベルト加硫これらの材料は硫黄や促進剤と化学反応を起こし、安定した界面を形成します。
適切に設計された接着システムにより、高い動的負荷や温度変動があっても、ベルトが剥離したり膨れたりすることはありません。
4. 安定剤、充填剤、添加剤
硬化ベルトの性能は、加硫システムだけでなく、加工性と耐久性に影響を与える二次成分にも左右されます。
- 抗酸化物質と抗オゾン剤 酸素や日光に長期間さらされても表面のひび割れを防ぎます。
- 強化充填剤 カーボンブラックやシリカなどの添加剤は、耐摩耗性と引裂強度を向上させます。
- 可塑剤と加工油 粘度と柔軟性を調整して、カレンダー加工と層結合を容易にします。
- 金属酸化物および遅延剤 硬化速度を微調整し、硬化中の焦げ付きを防ぐ コンベアベルト加硫プロセス.
各添加剤は加硫システムと相互作用し、加工性と最終強度の間の正確なバランスを形成します。

5. マテリアルデザインによるパフォーマンスマッチング
At Tiantie 工業用ベルトは、それぞれの用途に合わせて設計されています。例えば:
- 耐熱ベルト 耐熱性のために架橋密度が最適化された EPDM または特殊な過酸化物硬化ブレンドを使用します。
- 耐油ベルト 膨潤が少なく、高温でも安定した接着力を持つ NBR コンパウンドを使用します。
- 耐久性の高い採掘用ベルト 高い硫黄ネットワーク密度を持つ NR/SBR を組み込むことで、最大限の動的強度と引き裂き抵抗を実現します。
この設計哲学の目的は、硬化安定性を向上させるだけでなく、硬化後の一貫した接着性、耐摩耗性、疲労性能を保証することです。 コンベアベルト加硫.
6. 環境的に安全で効率的なシステムに向けて
加硫の状況は、よりクリーンで持続可能な化学に向かって進化しています。
新世代の加速器はニトロソアミンの生成を防ぎ、低温硬化システムはエネルギー消費を削減します。
過酸化物およびハイブリッド硬化技術は、高硫黄配合物の代替としてますます使用され、熱安定性が向上し、製造中の排出量が削減されています。
これらのイノベーションは、業界の世界的な 環境に優しいコンベアベルト加硫—パフォーマンスと環境への責任を組み合わせる。
7. 品質の基盤としての材料システム
すべてのコンベヤベルトの耐久性は、その材質システムから始まります。
温度や圧力などのプロセスパラメータは硬化挙動を制御しますが、強度、柔軟性、および寿命を最終的に決定するのは、ポリマー、充填剤、加硫剤の組み合わせである化合物の設計です。
この意味で、背後にある化学は コンベアベルトの加硫 単なる反応ではなく、製造精度の基礎となります。
次のセクションでは、これらの慎重に配合された材料がどのように硬化するかについて説明します。 加硫装置および制御システム生産されるコンベアベルトの1メートルごとに均一な品質を保証します。
6.加硫装置および制御システム
At Tiantie 工業株式会社、精密 コンベアベルト加硫 それを実行する機器から始まります。
硬化ベルトの 1 メートルごとに、安定した熱、圧力、タイミングを維持できる機械の能力に依存します。
ゴム化合物が完璧に配合されていても、不安定なプレスにより接着力、表面の平坦性、または層の結合が損なわれる可能性があります。
このため、加硫システムの制御と一貫性は、配合自体と同じくらい重要であると考えられます。
1. 加硫システムのコアコンポーネント
モダン コンベアベルト加硫機 同期して動作する複数の統合システムを通じて動作します。
- 加熱プレート:埋め込まれた電気加熱要素または熱油循環を使用して、プラテン表面全体の温度を均一に保ちます。
- 油圧系:調整可能な圧力をかける 2〜2.2 MPaベルトの構造によって異なります。
- 冷却部:硬化後すぐに活性化し、制御された空気または水冷によってベルトを安定させます。
- 制御盤:温度および圧力調整器、タイマー、および安全回路が収容されています。
各プラテンは精密機械加工されており、平坦性と均一な圧縮を保証します。多層生産プレスでは、独立したゾーン制御により、ベルト幅全体にわたって均一な加熱を実現します。
![]()
2. 温度と圧力の安定性
均一な加熱は、一貫した コンベアベルトの加硫.
当社の工場では、プラテンの温度均一性が維持されています。 ±3°C赤外線マッピングを通じて定期的に検証されます。
圧力はデジタル油圧センサーによってリアルタイムで監視され、局所的な圧縮不足や過剰を回避します。
安定した温度により均一な架橋が保証され、バランスのとれた圧力によりベルトの寸法安定性と接着の完全性が保証されます。

3. 制御と自動化
In コンベアベルト加硫自動化とは、単に機械を自動で稼働させる以上のことを意味します。すべてのパラメータを狭い予測可能な範囲内に保つことです。
各生産ライン Tiantie 当社の化合物の長期テストを通じて開発されたプリセット硬化プログラムに従います。
PLC は単に加熱したり加圧したりするだけでなく、硬化サイクル中に温度がどのように上昇するか、温度が安定するまでの時間、圧力がどのように変化するかを制御します。
温度、圧力、時間の 3 つの曲線が同期されたままであれば、加硫は最初から最後まで均一に保たれます。
そのため、私たちは自動化を利便性ではなく品質管理の一形態として扱っています。
これにより、バッチ間のばらつきがなくなり、ベルトの各メートルをその硬化データまで遡って追跡できるようになります。
かつては経験によって手作業で達成されていた精度が、今ではデジタルで維持されており、すべてのサイクルが同一で、すべてのベルトが一貫しています。
4. 安全性と信頼性
加硫プレス機は稼働していない Tiantie 厳密な安全対策を講じなければ。
機械は断熱されており、熱損失を防ぎ、オペレーターエリアを保護します。
各油圧回路には圧力リリーフバルブと緊急停止ラインがあります。
電気ユニットには、生産に影響する前に障害を検出するための過負荷保護機能と診断機能が含まれています。
定期的な校正は当社のメンテナンス ルーチンの一部であり、規定された生産サイクルごとにプラテン温度の精度、油圧応答、タイミング制御をチェックします。
考え方はシンプルです。安全な機械とは安定した機械であり、安定性とは一貫した動作を保証するものです。 コンベアベルトの加硫 長期にわたる生産工程にわたって。
5. 一貫性の核となる精度
私たちにとって、精度はスローガンではなく、良いベルトと完璧なベルトの違いなのです。
温度と圧力が限度内に収まると、ゴムは均一に硬化し、内部応力がなくなり、層間の接着が均一に保たれます。
つまり、すべてのベルト (EP、NN、スチールコード) は同じ構造と同じパフォーマンス プロファイルで製造されます。
この制御哲学は、 Tiantieの製造ライン。
安定した コンベアベルト加硫プロセス信頼性の高い設備と規律ある運用に支えられた当社のベルトは、世界中の鉱山、港、生産工場で予測どおりに機能することができます。
次のセクションでは、 パフォーマンス上の利点 このような制御された加硫から得られる精度、つまり、実際のコンベア システムにおける機械的強度、耐久性、長期安定性への変換について説明します。
7.加硫の利点
産業搬送において、 コンベアベルト加硫 別々の材料を 1 つの統合された構造に変換する方法にあります。
ベルトはもはやゴム層と補強材の集合体ではなく、単一の弾性複合材になります。
この化学的統一性は、いかなる機械接合でも再現できない機械的強度、耐熱性、および長期的な信頼性の基礎となります。
1. 構造の連続性と応力分布
コンベアベルトの加硫 適切に実行されると、ベルトは張力下で 1 つの連続した媒体として動作します。
応力は、機械的なファスナーのようにボルト穴や金属板に集中するのではなく、ゴムマトリックスと布カーカスを通じて均等に伝達されます。
この均一な応力場により、早期疲労、エッジの割れ、トラッキングの偏差が防止されます。
張力比の高い長距離コンベアの場合、この均一性はベルトを長期にわたって安定させる決定的な要因となります。
2. 強化された熱抵抗と動的抵抗
加硫接合は単に接着するだけではなく、制御された熱と圧力の下で化学的に架橋されます。
結果として得られる結合は、継続的な曲げ、熱の蓄積、および油、水、または研磨材への露出に耐えます。
金属部品がないため、ベルトは温度に応じて均一に膨張および収縮し、局所的な熱応力を回避します。
高温のクリンカー、セメント、石炭を扱うシステムでは、この安定性によりシャットダウン回数が減り、動作サイクルが大幅に長くなります。

3. 操作における精度とエネルギー効率
完全に加硫されたベルトはよりスムーズに動作し、プーリーとアイドラーに沿った振動と摩擦損失が少なくなります。
これにより、エネルギー効率が向上し、ベアリングの摩耗が軽減され、ベルトのトラッキングが安定します。
また、機械ジョイントで発生する微小な滑りを最小限に抑え、駆動システムが一定のトルクと速度を維持するのに役立ちます。
運用の観点からは、うまく実行された コンベアベルト加硫 これは直接的に測定可能なエネルギー節約と機械メンテナンスの削減につながります。
4. ライフサイクルアドバンテージ
その 耐用年数の延長 を通じて達成 加硫コンベアベルト これは偶然ではなく、予測可能な化学反応と安定した形状から生じます。
シームレスな構造により、剥離や表面の摩耗に耐性があり、長年の使用でも強度プロファイルが均一に保たれます。
機械式ジョイントは一時的な使用には便利ですが、ダウンタイムのコストがかさむ環境や連続運転が重要な環境では、加硫ベルトが常に機械式ジョイントよりも優れた性能を発揮します。
本質的に、加硫は機械的な依存性を化学的完全性に置き換えるものです。
それは材料科学と生産工学が交差する点であり、当社が製造するあらゆる高性能コンベヤベルトの耐久性を決定するものです。

8.コンベアベルト加硫の限界
製造業におけるあらゆる精密なプロセスには限界があり、 コンベアベルト加硫 も例外ではありません。その強みは制御性と安定性にありますが、同時に、他の接合方法に比べて速度が遅く、柔軟性も低いという欠点もあります。これらの制限は欠陥ではなく、精度を追求したプロセスの当然の結果です。
1. 時間と生産停止時間
ゴムの架橋は急ぐことができないため、加硫には時間がかかります。各硬化サイクルは一定の温度と圧力の曲線に沿って進み、その後、構造を固定するためにゆっくりと冷却する必要があります。厚手のベルトやスチールコードベルトの場合、この工程には数時間かかることがあります。現場での使用においては、 ポータブル加硫プレス プロセスはさらに長くなります。工場のプレスとは異なり、自動昇降システムや冷却システムがないため、ベルトとプレスは分離前に自然冷却する必要があります。この長い時間により、サイクル全体は数時間長くなりますが、均一な内部応力と安定した接合が確保されます。

2. 環境感度と温度均一性
安定した環境条件は品質にとって不可欠です。埃、油、湿気は接着を阻害し、弱い層を形成する可能性があります。 Tiantie温度制御は熱電対フィードバックやプラテンマッピングに依存しません。長年蓄積された実験データに基づいています。繰り返し加硫実験を通して、当社の研究開発チームは各コンパウンドに最適な温度と時間のパラメータを定義しました。これらの実証済みの値は生産の指針となり、品質を維持します。 コンベアベルト加硫 自動フィードバック システムがなくてもプロセスの一貫性が保たれます。
3. スキルとプロセスの規律
ワークショップでは、 コンベアベルトの加硫 依然として、機械よりも人の手によるところが大きい。オペレーターは、温度上昇の速度とベルト全体に圧力が均等に分散されるかを決定する。温度上昇が速すぎると、中心部が反応する前に表面が焦げてしまう。逆に、温度上昇が遅すぎると、接着が弱いままになる。コンパウンドが正しく硬化していることを示す色や質感の変化を見極めるには、訓練された目が頼りだ。センサーではカバーできない隙間を経験が埋める。それが、優れた接合を実現する真のスキルなのだ。
4. 設備の複雑さと運用コスト
A コンベアベルト加硫機 外見はシンプルに見えますが、内部は重厚で電力を大量に消費するシステムです。加熱プレートは平坦に保たれなければならず、油圧回路は圧力を維持しなければならず、すべての制御リレーは校正が必要です。部品の一つがずれると、硬化曲線全体が変化します。メンテナンスは必須であり、プロセスの安定性を保つ上で不可欠です。このような装置の稼働には費用と時間がかかり、小型ベルトの場合、そのコストがメリットを上回ることがよくあります。そのため、軽作業用のメカニカルスプライスを依然として使用している工場もあります。

5. 硬化後の構造剛性
ベルトは一度加硫すると、一つの固体になります。最初からやり直さずに切断したり短くしたりすることは容易ではありません。モジュール式や仮設のコンベアでは、これが制約となり、柔軟性が失われます。しかし、高張力や高温のシステムでは、この剛性こそがベルトの歪みを防ぐ鍵となります。当社の生産ラインでは、これをトレードオフと考えています。一度加硫したベルトは、何年もの間、一度もラインから外れることなく、その役割を果たし続けることが求められます。
加硫におけるあらゆる制約は、その信頼性、つまり精度という同じ源から生じます。この工程には忍耐、制御、そして一貫性が求められ、その結果、真に耐久性の高いコンベヤベルトを形作る機械的完全性が実現されます。
9.コンベアベルト加硫の品質検査と実験室検証
の強さ 加硫コンベアベルト それは報道によって決まるのではなく、テストによって証明されるのです。
どのベルト工場においても、検査は理論と現実を結びつける重要な要素です。加硫は理論上は完璧な曲線を描くことができますが、一貫した検証によってのみ、すべての加硫済みベルトが機械的な性能要件を満たしていることが保証されます。
1.加硫後検査
ベルトが加硫プレスから解放されると、すぐに検査が始まります。最初のステップは目視ですが、一瞥するだけでは不十分です。エンジニアは、閉じ込められた気泡、エッジの歪み、光沢のムラなど、内部圧力や熱分布が均一でなかったことを示す兆候を探します。
次に、全幅にわたって厚さと平坦度を検査します。わずかな偏差でも、動作中にトラッキングの問題や局所的な応力が生じる可能性があります。この早期検査により、設置後に初めて明らかになるような欠陥を未然に防ぐことができます。

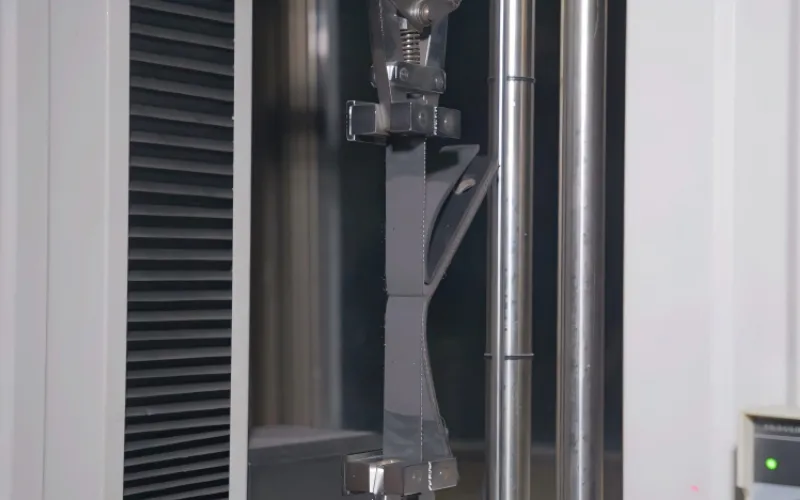
2. 機械試験および接着試験
機械的な完全性が成功を決定づける コンベアベルト加硫各バッチからサンプルを採取し、引張強度、破断伸び、層間接着力を測定し、実際の硬化条件を反映させるため、試験片は実験室の金型ではなく、実際のベルトから直接採取します。
剥離強度試験は、圧力下で層がどれだけ効果的に接着されているかを明らかにします。接着力が基準値を下回った場合、通常は温度バランスの乱れや表面の汚染が原因と考えられます。目標は、数値を満たすことではなく、化学結合が完全な架橋密度に達したことを確認することです。
3. 実験室での検証とプロセスの改良
実験室での作業は、承認よりも予防に重点を置いています。
すべてのゴム化合物は、複数の温度と時間の組み合わせでテストされ、その硬化特性がマッピングされます。
過剰硬化せずに架橋が安定する反応プラトーを分析することで、エンジニアは生産時に使用する最適な加硫ウィンドウを決定します。
加速老化試験および摩耗試験により、材料が長期間にわたって熱と摩擦にさらされた後にどのように挙動するかを検証します。
実験室のデータが工場の結果と一致する場合、加硫プロセスは安定しているとみなすことができます。

4. 一貫性とトレーサビリティ
各ベルトロールには、加硫パラメータ(温度、圧力、時間、テスト結果)の完全な記録が保持されます。
これらのログにより、バッチ、配合、またはプレス設定にまで遡って問題を追跡することが可能になります。
トレーサビリティは官僚主義ではなく、最も実用的な形のプロセス制御です。
すべてのベルトが数か月または数年後に設計どおりに機能する場合、最初に収集された硬化データが正しかったことを意味します。
結局のところ、検査とテストはベルトを強くするものではなく、製造中にすでに構築された強度を確認するものである。 コンベアベルトの加硫 現実的で、再現可能で、信頼性があります。
これがゴムの生産と実際に機能するコンベアベルトの生産の違いです。
10.品質検査とその意味、そして改善方法
ラボの見学は必要ありません。必要なのは明確な説明です。各チェック項目は以下の通りです。 コンベアベルト加硫 サービスにおいてそれがなぜ重要なのか、そして結果が期待通りにならなかった場合にどうすればよいのかを説明します。
1.目視および寸法検査→走行安定性
気泡、釉薬のムラ、エッジの波打ち具合を確認し、幅全体にわたって厚さと平坦度を測定します。お客様にとって重要な点として、閉じ込められた空気や厚さの不均一は、トラッキング不良、振動、そしてエッジの早期摩耗につながります。現場で問題が発生した場合:エッジをトリミングして直角にし、制御された研磨で高さのある部分を再加工します。局所的なブリスターの場合は、ポケットを開けてバフ研磨し、溶剤で洗浄し、熱加硫パッチ(ベルトクラスに適合する約150℃)を貼付するか、ダウンタイムが短い場合は冷間接着パッチを貼付します。

2.剥離強度(層間接着力)→接合部の完全性
剥離試験は、剥離中に層が接着されているかどうかを示します。 コンベアベルトの加硫値が低い場合、接合部の浮き、プライの剥離、および衝撃による不具合が予測されます。現場での修正:軽微な浮きの場合は、作業を中止し、その部分を乾燥させ、再度研磨し、プライマー/接着剤を塗布し、完全に硬化するまでクランプします。広範囲にわたる接着力の低下の場合は、接合部を取り外し、140~160℃で加熱加硫を行い、ベルトの種類に応じて圧力を設定します(EP/NN ≈1.4 MPa、スチールコード ≈1.8 MPa)。ポータブルプレスは、 自然冷却 リリース前
3.引張/伸長 → 荷重支持と伸び制御
引張強度と破断伸びを測定することで、ゴムネットワークが正しく硬化しているかどうかを確認できます。ベルトがクリープしたり、不均一に伸びたりすると、下流で巻き取り調整が頻繁に発生し、接合部にストレスがかかります。経路を修正するには、まず駆動力と張力をチェックします。ベルト自体の性能が不十分な場合は、厚さごとに検証された硬化時間(通常、10mmあたり20~30分)で接合し直すか、異常な伸びが見られる部分を交換してください。

4.硬度と摩耗 → 摩耗寿命
均一な硬度とDIN摩耗値は、粉粒体やクリンカー下でのカバーの耐用年数を予測します。カバーの焼けが早い場合は、適切なコンパウンド(耐熱性/油性)を使用していることを確認し、シュート設計とスカート圧力を見直してください。補修:局所的な削れにはホットパッチを当て、広範囲の摩耗にはラギング/スカートの最適化が必要であり、必要であれば次回注文時にカバーコンパウンドのアップグレードが必要です。

5.熱老化/硬化 → 温度耐性
経年劣化試験は、コンパウンドが暴露後も強度を維持できるかどうかを示します。ベルトがヒーターの近くで硬くなったりひび割れたりした場合は、次回の交換時には高温耐性システム(例:EPDM/過酸化物)を使用してください。当面の対策としては、キャリーバック熱を減らす、換気を改善する、またはヒートシールドを設置することが挙げられます。 トラッキングを「強制」するために過度に張力をかけると、カバーのひび割れが加速します。

6.典型的な失敗 → 迅速かつ実用的な解決策
- ソフトコア(未硬化):ジョイントを交換し、負荷と速度を下げて一時的に運転します。
- 脆い表面(過硬化):ゴムを研磨して健全な状態にし、ホットパッチを当てます。硬化ウィンドウの下端で再度接合します。
- エッジ溝/段差:エッジを再度トリミングしてシールし、次の接合の前にプラテンの位置合わせを確認します。
- スチールコードの剥離:冷間修理は行わず、切り取って完全な仕様に合わせてホットスプライスします。
- 緊急時の継続性:定格を使用する コンベアベルトファスナー 一時的なブリッジとして使用し、ホットスプライスをスケジュールします。
7.あなたは何を手に入れますか?
検査の結果は、稼働を継続するか、すぐにパッチを当てるか、再接続するかといった判断につながります。私たちはデータを活用して、再発防止と明確な道筋を示します。現場での即時封じ込めと、次回の稼働に向けたパラメータ修正です。 コンベアベルト加硫 サイクル。
11.コンベアベルトの代替高速接合技術
すべてのコンベアに熱加硫接合が必要なわけではありません。時間、環境、物流上の理由により、従来の接合では対応できない場合もあります。 コンベアベルト加硫 非現実的な代替接合方法により、大きなダウンタイムを伴わずに生産を継続できます。それぞれの選択肢には、速度と耐久性、柔軟性と永続性といった役割があります。
1.メカニカルファスナー
メカニカルファスナーは、現場でベルトを再接続する最も速い方法です。数分で取り付けることができ、基本的な工具で済み、ベルトはほぼすぐに走行できます。最新のファスナーはステンレス鋼または亜鉛メッキ鋼で作られており、騒音とプーリーへの影響を最小限に抑える形状になっています。ただし、その代償として耐久性が損なわれます。高級システムであっても、加硫接合部の強度の約70~80%しか発揮しません。短いベルト、移動式コンベア、または迅速な復旧が不可欠な場合に最適です。選択したファスナーが以下の点に十分注意して使用してください。 コンベアベルトファスナーツール ベルトの厚さと張力クラスに適合します。
2.冷間加硫
冷間加硫は、熱ではなく化学結合を利用します。反応性接着剤は室温で硬化し、柔軟で防水性のある接合部を形成します。機械的な締結よりも時間はかかりますが、電源や強力なプレスを必要としないため、限られたスペースや遠隔地での使用に適しています。適切な表面洗浄と接着剤の混合が不可欠です。最良の結果を得るには、硬化開始から1時間は接合部への圧力を維持し、少なくとも8~12時間は荷重をかけないようにしてください。この技術は、正しく実施すればベルト本来の強度の約85~90%を回復します。
3.ハイブリッドおよび一時的なソリューション
一部の事業では、機械式ファスナーと接着シーリングを組み合わせたハイブリッドシステムを採用し、定期メンテナンスまでの耐用年数を延ばしています。緊急修理の場合は、 加硫コンベアベルト 携帯キットや化学パッチを使用すれば、ベルトをシステムから取り外すことなく、短い裂け目や穴を埋めることができます。これらは一時的なもので、適切なホットスプライスの代替品ではありませんが、材料の流れを維持しながら作業を進めることができます。 さらなる損害を防ぐ.
それぞれの高速スプライシング方法は、品質を犠牲にするのではなく、時間を稼ぐためのものです。重要なのは、いつ使うべきかを知ることです。応急処置は稼働時間を回復させますが、適切な処置は コンベアベルト加硫 信頼性を回復します。

















