
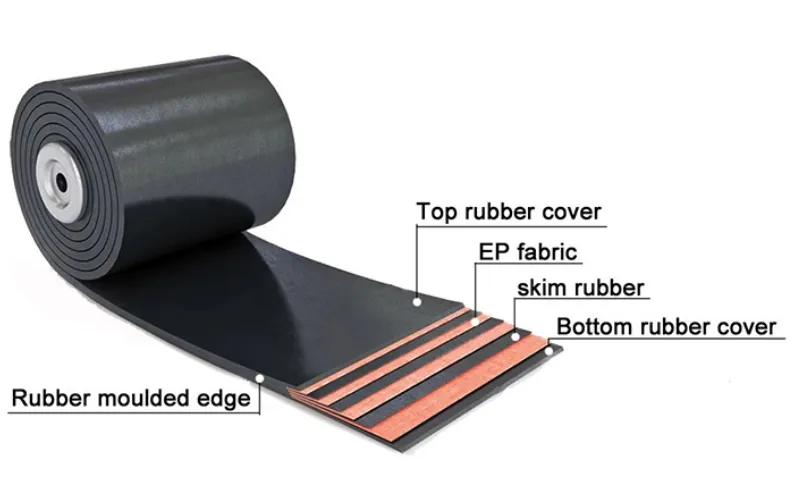
1.Pentingnya Strategis Vulkanisasi Ban Berjalan
Dalam produksi sabuk industri, vulkanisasi sabuk konveyor adalah langkah penentu yang menentukan kekuatan, stabilitas, dan kinerja akhir. Inilah momen ketika solid karet mentah—masih lemah dan plastis—berubah menjadi karet yang diawetkan dengan elastisitas, kekuatan tarik, dan ketahanan panas yang unggul. Pembentukan hanya merakit lapisan-lapisan sabuk, tetapi vulkanisasi memberi lapisan tersebut kehidupan melalui reaksi ikatan silang di dalam matriks karet.
Selama proses vulkanisasi sabuk konveyor, suhu, tekanan, dan waktu harus bekerja sama dengan presisi. Pada Tiantie Perusahaan Industri, kami menetapkan rentang operasi standar berdasarkan jenis sabuk:
- EP atau sabuk tekstil NN: 2–1.6 MPa, umumnya 1.4 MPadengan pemanasan uap atau minyak panas.
- Sabuk tali baja (ST): 6–2.0 MPa, dibutuhkan untuk ikatan lengkap antara kabel baja dan karet.
- Sabuk tahan panas atau minyak: 4–1.8 MPa, sedikit lebih tinggi untuk mencegah terjadinya rongga.
- Sabuk ekstra tebal atau lebar ≥2200 mm: 8–2.2 MPa, memastikan kompresi yang merata.
Tekanan di bawah 1.2 MPa dapat menyebabkan delaminasi atau kantong udara, sementara melebihi 2.5 MPa risiko luapan karet atau deformasi karkas. Suhu vulkanisasi tipikal adalah 140-160 ° C, dengan waktu curing 20-30 menit per 10 mm of ketebalan total(Ini adalah nilai rata-rata ban berjalan yang dibuat oleh Tiantie Pabrik industri berdasarkan pesanan. Kebutuhan aktual didasarkan pada standar karet inti dan penutup yang berbeda. Parameter ini memastikan ikatan silang molekuler selesai secara merata, menghasilkan sabuk dengan stabilitas jangka panjang dan ketahanan terhadap kelelahan.
Dalam operasi lapangan, panas vulkanisasi sabuk konveyor sama pentingnya. Sebuah eksekusi yang tepat sambungan sabuk konveyor menggunakan kalibrasi mesin vulkanisir sabuk konveyor mencapai lebih dari 90% kekuatan asli, mengungguli opsi mekanis seperti pengencang sabuk konveyor atau klem cepat. Hasilnya adalah pengoperasian yang lebih mulus, getaran lebih rendah, dan masa pakai sabuk lebih lama.
Sesuai dengan standar ISO 14890 dan ASTM D412, vulkanisasi sabuk konveyor meningkatkan kinerja tarik dan umur pakai hingga 40%. Jadi, jika pembentukan membangun bentuk sabuk, vulkanisasi mendefinisikan jiwanya—dan langkah berikutnya adalah memahami secara tepat bagaimana panas dan kimia memungkinkan transformasi itu.

2.Prinsip Dasar Vulkanisasi
Di lini produksi kami, vulkanisasi sabuk konveyor bukanlah tahap pemanasan sederhana—melainkan konversi kimia terkendali yang memberikan kekuatan mekanis dan stabilitas termal pada sabuk. Sebelum proses curing, karet mentah sudah padat tetapi kurang elastis dan kohesi internal. Tujuan vulkanisasi adalah mengubah material ini melalui ikatan silang, mengubah rantai polimer yang lemah menjadi jaringan tiga dimensi yang tangguh dan mampu menahan tegangan dan panas yang berkelanjutan.
1. Mekanisme Kimia
Dalam majalah vulkanisasi sabuk konveyor karet, sulfur bereaksi dengan ikatan rangkap karet alam (NR) atau karet stirena-butadiena (SBR). Ketika senyawa tersebut ditahan pada 140 – 160 ° CCincin sulfur (S₈) membuka dan menghubungkan rantai polimer terpisah melalui jembatan C–S–S–C atau C–S–C. Aktivator seperti seng oksida dan asam stearat mempercepat reaksi ini, sementara promotor seperti CBS, MBTS, atau TMTD mengendalikan jenis dan kepadatan ikatan silang.
Kepadatan ikatan silang menentukan kinerja:
- Terlalu rendah → sabuk tetap lunak, lengket, dan tidak stabil secara termal.
- Terlalu tinggi → vulkanisasi berlebihan, menyebabkan kekakuan dan hilangnya elastisitas.
Struktur ikatan silang yang seimbang memungkinkan vulkanisasi sabuk konveyor untuk mencapai fleksibilitas dan kekuatan jangka panjang.
2. Efek Termal
Suhu menyediakan energi aktivasi untuk ikatan silang. Di bawah 120 °C, reaksi dapat diabaikan; di dalam 140 – 160 ° C, laju pengeringan stabil dan seragam. Suhu di atas 165 °C dapat menyebabkan hangus atau kembali ke bentuk semula. Pada sabuk multilayer, termokopel internal menunjukkan bahwa perbedaan permukaan-ke-inti dapat mencapai 10 – 20 ° CSiklus penyembuhan selesai hanya jika inti mempertahankan kisaran target cukup lama untuk reaksi penuh—biasanya 20–30 menit per 10 mm ketebalan total. Kontrol ini memastikan ikatan molekul yang konsisten di setiap lapisan.

3. Efek Mekanik dan Waktu
Tekanan mendorong aliran karet dan mengeluarkan udara yang terperangkap, memastikan kontak sempurna antar lapisan. Rentang kerja yang umum adalah:
- Sabuk EP/NN: 2–1.6 MPa
- Sabuk tali baja: 6–2.0 MPa
- Sabuk tebal atau lebar: 8–2.2 MPa
Di bawah 1.2 MPa, delaminasi dan kantong udara muncul; di atas 2.5 MPa, terjadi luapan karet atau distorsi karkas. Setiap 0.1 MPa Peningkatan dapat meningkatkan suhu hingga 1–2 °C, jadi keseimbangan suhu-tekanan sangat penting.
Waktu pengeringan ditentukan dari rheometer t₉₀ nilai—saat ketika 90% ikatan silang terjadi—dikalikan dengan faktor 1.2–1.3 untuk memastikan reaksi lengkap pada ketebalan penuh.
4. Daya Rekat dan Performa
Selama vulkanisasi sabuk konveyorKaret cair menembus struktur kain, membentuk interlock mekanis dan ikatan kimia pada antarmuka. Vulkanisasi yang tepat menghilangkan lapisan yang lemah, gelembung, dan inti yang lunak.
Setelah tepat vulkanisasi sabuk konveyor, perbaikan properti yang terukur meliputi:
- Kekuatan tarik + 30–60%
- Tahan sobek + 40%
- Ketahanan abrasi + 20–50%
- Umur kelelahan × 2–3
- Kinerja stabil pada suhu tinggi terus menerus
Setiap ikatan kimia yang terbentuk selama vulkanisasi sabuk konveyor secara langsung menentukan berapa lama sabuk akan bekerja di bawah tekanan. Langkah selanjutnya adalah menerjemahkan prinsip-prinsip ini ke dalam produksi—bagaimana parameter curing diterapkan dalam proses pembuatan ban berjalan untuk mencapai kualitas industri yang dapat diulang.

3.Vulkanisasi dalam Proses Pembuatan Sabuk Konveyor
Dalam pembuatan ban berjalan, presisi vulkanisasi adalah apa yang mengubah kualitas material menjadi kinerja yang tahan lama. Di Tiantie Perusahaan Industri, Ltd, kami memperlakukan vulkanisasi sabuk konveyor sebagai tahap penentu produksi—di mana struktur sabuk berlapis menjadi sistem tunggal yang kohesif melalui panas dan tekanan yang terkontrol. Setiap parameter teknis disempurnakan melalui pengujian dan diverifikasi berdasarkan hasil kinerja sebelum mencapai jalur produksi.
1. Peran dan Definisi Proses
The proses vulkanisasi sabuk konveyor Menyediakan ikatan silang kimia esensial yang mengubah karet mentah menjadi material yang stabil, elastis, dan tahan aus. Ikatan silang ini juga mengikat lapisan rangka, penutup, dan penguat menjadi satu bodi yang seragam.
Untuk EP ke Sabuk NNVulkanisasi memastikan daya rekat sempurna antar lapisan tekstil. Untuk sabuk baja, vulkanisasi memungkinkan penetrasi dan enkapsulasi karet penuh di sekitar setiap helai kawat, mencegah pemisahan akibat tegangan selama penggunaan.
2. Peralatan dan Sistem Vulkanisir
Masing-masing mesin vulkanisir sabuk konveyor di pabrik kami beroperasi pada rentang yang ditentukan secara cermat:
- Suhu:140 – 160 ° C
- tekanan:2–2.2 MPa, tergantung pada struktur dan ketebalan sabuk
- Metode pemanasan:sirkulasi uap jenuh atau minyak termal
- Cooling:cetakan segera diikuti dengan pendinginan udara alami
Melepaskan tekanan segera setelah siklus pengeringan mencegah kompresi berlebih, sementara pendinginan udara bertahap menstabilkan sabuk tanpa tekanan internal. Suhu dan tekanan didistribusikan secara merata melalui sistem pemanas multi-zona untuk memastikan pengeringan yang konsisten di seluruh lebar sabuk.

3. Prosedur Produksi Terkendali
Siklus vulkanisasi mengikuti urutan yang berulang:
- Pemanasan awal– Platen naik ke kisaran target 150 °C.
- Tekanan udara– Tekanan diterapkan secara bertahap, biasanya 4 MPa untuk EP/NN dan 1.8 MPa untuk sabuk tali baja.
- Curing– Sabuk tetap berada dalam kondisi konstan selama 20–30 menit per 10 mm dari ketebalan total.
- Pembongkaran & Pendinginan– Mesin press langsung terbuka; sabuk mendingin di bawah aliran udara sekitar untuk mempertahankan presisi dimensi.
Setiap siklus dioptimalkan menurut struktur sabuk, memastikan ikatan silang molekuler penuh dan adhesi lapisan yang stabil tanpa pengerasan berlebihan.
4. Kalibrasi Laboratorium dan Optimasi Proses
Sebelum formula digunakan dalam produksi, formula tersebut menjalani pengujian laboratorium yang ekstensif. Tim R&D kami melakukan beberapa pengujian. vulkanisasi sabuk konveyor uji coba dengan berbagai suhu, tekanan, dan durasi pengeringan.
Dengan menganalisis kurva vulkanisasi dan rheometer t₉₀ Dengan nilai-nilai ini, kami menetapkan waktu curing standar yang tepat untuk setiap jenis senyawa. Parameter yang dioptimalkan ini kemudian diterapkan pada lini produksi, memastikan bahwa setiap batch mencapai kerapatan ikatan silang dan kualitas adhesi yang identik.

5. Validasi Laboratorium dan Penjaminan Mutu
Setelah vulkanisasi, sabuk yang telah selesai dikembalikan ke laboratorium untuk verifikasi detail. Kami mengevaluasi:
- Kinerja mekanis — ketahanan tarik, kupas, dan abrasi sesuai ASTM D412 dan ISO 252;
- Stabilitas termal — mempertahankan sifat mekanik setelah penuaan panas;
- Integritas struktural — dikonfirmasi melalui pemeriksaan penampang melintang untuk ikatan yang seragam, tidak adanya kantong udara, delaminasi, atau distorsi tepi.
Selain pengujian laboratorium, inspeksi visual akhir di lantai produksi memastikan keseragaman permukaan dan akurasi dimensi. Setiap sabuk yang meninggalkan TiantieGaris harus memenuhi standar uji fisik dan kesempurnaan visual.

6. Konsistensi, Kinerja, dan Keandalan
Tepat vulkanisasi sabuk konveyor menghasilkan perbaikan yang terukur:
- Daya rekat yang stabil antara lapisan karet dan lapisan penguat;
- Permukaan akhir yang halus dan seragam dengan dimensi yang akurat;
- Peningkatan kekuatan tarik, ketahanan sobek, dan masa lelah;
- Pelacakan yang andal dan mengurangi getaran selama pengoperasian jangka panjang.
Dengan menggabungkan kalibrasi proses berbasis laboratorium dengan kontrol pengepresan yang presisi, kami mempertahankan kualitas yang konsisten di berbagai jenis dan struktur sabuk. Sabuk yang dihasilkan memenuhi atau melampaui standar ISO 14890 dan DIN 22102 untuk stabilitas kinerja dan daya tahan.
7. Memperluas Presisi di Luar Manufaktur
Konsistensi yang dicapai dalam vulkanisasi sabuk konveyor Garis-garis tersebut mendefinisikan kinerja sabuk kami dalam aplikasi dunia nyata. Prinsip-prinsip pengawetan yang sama—panas, tekanan, dan pengaturan waktu yang terkontrol—merupakan fondasi bagi sistem penyambungan dan perbaikan sambungan di lokasi kami.
Pada bagian selanjutnya, kita akan fokus pada bagaimana standar vulkanisasi tingkat pabrik ini diadaptasi untuk penyambungan dan vulkanisasi sabuk konveyor, memastikan integritas sambungan yang sesuai dengan kekuatan sabuk asli.

4.Penyambungan dan Vulkanisasi Sabuk Konveyor
Dalam sistem konveyor industri, penyambungan bagian-bagian sabuk yang terpisah merupakan langkah penting, bukan tindakan darurat. Sabuk panjang diproduksi dan dikirim dalam bentuk gulungan untuk efisiensi transportasi, dan penyambungannya selama pemasangan merupakan bagian dari proses penyiapan normal. Kualitas sambatan—apakah dibuat oleh vulkanisasi sabuk konveyor or pengikatan mekanis—menentukan stabilitas sabuk, masa pakai, dan frekuensi pemeliharaan.
Dari sudut pandang produsenMemahami teknologi penyambungan sangat penting untuk memastikan sabuk berfungsi sesuai desain setelah dipasang. Meskipun proses produksi memastikan kualitas yang konsisten di seluruh badan sabuk, kinerja akhir di lapangan sangat bergantung pada bagaimana sambungan dibuat.
1. Peran Splicing
Penyambungan mengembalikan kontinuitas struktur sabuk. Sambungan harus menyalurkan beban tarik dengan lancar ke seluruh area sambungan, menghindari konsentrasi tegangan dan ketidaksejajaran. Dua metode yang dominan dalam industri adalah vulkanisasi sabuk konveyor (panas atau dingin) dan pengikat mekanis. Keduanya memiliki tujuan yang sama: menjaga kekuatan yang seragam dan stabilitas pengoperasian di seluruh sistem konveyor.
Untuk sabuk dengan tegangan kerja tinggi atau kondisi yang menuntut, sambungan vulkanisasi umumnya lebih disukai karena strukturnya yang mulus. Untuk sistem yang lebih ringan atau lebih pendek, pengencang mekanis dapat menawarkan keuntungan praktis dan ekonomis.

2. Vulkanisasi Panas
Vulkanisasi panas mereplikasi prinsip yang sama yang digunakan dalam pembuatan sabuk. Area sambungan diawetkan melalui panas dan tekanan yang terkontrol, memungkinkan karet untuk berikatan silang dan terikat menjadi lapisan yang berkesinambungan. Praktik industri yang umum melibatkan suhu pengawetan antara 140 – 160 ° C dan tekanan dalam kisaran 1.4–1.8 MPa, tergantung pada jenis dan ketebalan sabuk.
Sambungan vulkanisasi yang tepat dapat mendekati kapasitas tarik asli sabuk, menawarkan stabilitas termal dan kinerja dinamis yang sangat baik. Metode ini banyak digunakan dalam aplikasi berat seperti pertambangan, produksi baja, dan sistem pengangkutan jarak jauh.

3. Vulkanisasi Dingin
Vulkanisasi dingin mencapai ikatan melalui perekat kimia pada suhu ruangan. Vulkanisasi dingin tidak memerlukan peralatan pemanas, sehingga praktis untuk kondisi lapangan atau instalasi sementara. Meskipun kekuatan sambungan yang dihasilkan lebih rendah daripada curing panas, metode ini cocok untuk konveyor tegangan rendah hingga sedang, penggantian untuk perawatan, atau situasi yang membutuhkan instalasi cepat.
Metode berbasis perekat sangat bergantung pada persiapan permukaan, waktu pengeringan, dan kondisi lingkungan seperti suhu dan kelembapan. Karena alasan ini, banyak pengguna menggunakan vulkanisasi dingin sebagai metode penyambungan tambahan atau darurat, alih-alih sebagai metode penyambungan utama jangka panjang.

4. Pengikat Mekanik
Pengikat mekanis tetap menjadi alternatif penting untuk vulkanisasi sabuk konveyor.
modern pengencang sabuk konveyor dan alat pengikat dirancang untuk pemasangan yang cepat dan kekuatan penjepitan yang andal. Alat ini banyak digunakan dalam konveyor portabel, penanganan agregat, dan sistem pemuatan material.
Sambungan mekanis tidak terikat secara kimia, melainkan terkunci secara mekanis. Kinerjanya bergantung pada kualitas pengikat, tegangan sabuk, dan konfigurasi puli. Jika digunakan dalam batas tegangan pengenal pengikat, sambungan ini dapat memberikan layanan yang stabil dan efisien. Namun, di bawah beban atau panas berlebih, pengikat dapat mengendur atau menyebabkan keausan lokal, yang membatasi penggunaannya dalam aplikasi tegangan tinggi.

5. Standar dan Pengujian Industri
Di seluruh industri konveyor, kualitas penyambungan biasanya diverifikasi menggunakan standar internasional seperti ISO 252, DIN 22102, dan ASTM D412.
Parameter pemeriksaan yang umum meliputi:
- Kondisi permukaan:bebas dari delaminasi yang terlihat, kantong udara, atau tepi yang tidak beraturan;
- Strategi: pelacakan sabuk yang konsisten dan ketebalan yang seragam pada sambungan;
- Kekuatan adhesi:nilai kekuatan kupas atau geser memenuhi patokan yang ditentukan.
Untuk sabuk tali baja, pengujian nondestruktif tambahan—seperti pemeriksaan magnetik atau ultrasonik—sering digunakan untuk memastikan integritas ikatan tali.
6. Menyeimbangkan Kinerja dan Efisiensi
Setiap metode penyambungan mempunyai keunggulan teknis dan ekonomis tersendiri.
Vulkanisasi ban berjalan memberikan tingkat kekuatan mekanis dan umur pakai tertinggi, menjadikannya pilihan yang disukai untuk operasi berat atau tugas berkelanjutan.
Pengikat mekanis, di sisi lain, menawarkan kecepatan dan kenyamanan yang tak tertandingi untuk sistem yang memerlukan fleksibilitas dan penggantian sabuk yang sering.
Pemilihan metode-metode ini bergantung pada beban konveyor, lingkungan operasi, dan strategi perawatannya. Tujuannya selalu sama: koneksi yang aman dan stabil yang mempertahankan kinerja sabuk asli dengan waktu henti minimal.
7. Perspektif Produsen
As produsen sabuk, Tiantie Industrial Co., Ltd berfokus pada konsistensi material dan presisi struktural. Kami tidak menyediakan atau mengawasi layanan vulkanisasi lapangan, tetapi kami memastikan bahwa setiap sabuk yang kami produksi memenuhi stabilitas fisik dan kimia yang dibutuhkan untuk kinerja sambungan yang andal—baik melalui vulkanisasi, pengikatan dingin, maupun pengikatan mekanis.
Peran kami adalah merancang sabuk yang merespons secara prediktif terhadap metode penyambungan standar apa pun yang disetujui di industri. Dengan menggabungkan keseragaman material dengan keahlian pelanggan dalam pemasangan, potensi penuh setiap sabuk konveyor dapat diwujudkan dengan aman dan efisien.

5.Agen Vulkanisir dan Sistem Material
Dalam produksi ban berjalan karet, agen vulkanisasi dan sistem material menentukan bagaimana kinerja produk di lingkungan industri yang sebenarnya. Sementara prinsip kimia vulkanisasi sabuk konveyor Telah dijelaskan sebelumnya, fokus di sini adalah pada bagaimana senyawa yang berbeda, sistem pengawetan, dan kombinasi material dipilih untuk mencapai sifat mekanis dan termal tertentu.
Bagi produsen, sistem vulkanisasi yang tepat tidak hanya tentang efisiensi pengeringan—tetapi juga menentukan daya rekat, ketahanan terhadap penuaan, dan keandalan jangka panjang di bawah tekanan.
1. Peran Agen Vulkanisir dalam Pembuatan Sabuk
A agen vulkanisasi adalah zat yang memungkinkan terjadinya ikatan silang antar rantai polimer. Sulfur tetap menjadi pilihan paling umum dalam produksi ban berjalan karena memberikan fleksibilitas dan masa pakai lelah yang sangat baik.
Namun, tidak semua sabuk membutuhkan jenis jaringan ikatan silang yang sama. Formulasi karet—polimer dasarnya, penguat, dan aditifnya—menentukan sistem mana yang paling efektif.
Keseimbangan antara kekuatan mekanis dan stabilitas termal dicapai dengan menggabungkan sulfur dengan akselerator, aktivator, dan stabilisator yang mengendalikan seberapa cepat dan sejauh mana ikatan silang berlangsung.
2. Sistem Vulkanisasi Umum pada Ban Berjalan
Berbagai jenis ban berjalan menggunakan sistem penyembuhan yang berbeda, tergantung pada suhu kerja, paparan bahan kimia, dan beban mekanis.
Jenis Karet | Sistem Vulkanisasi | Fitur utama | Jenis Sabuk Khas |
NR / SBR | Sistem akselerator sulfur | Fleksibilitas tinggi, ikatan kuat, biaya rendah | Sabuk serbaguna |
NBR | Sistem sulfur atau peroksida | Tahan minyak dan bahan bakar | Sabuk anti minyak |
EPDM | Sistem peroksida | Ketahanan panas dan ozon yang sangat baik | Sabuk tahan panas |
CR (Neoprena) | Sistem ikatan silang sendiri atau oksida logam | Tahan api, anti penuaan | Sabuk tahan api |
Sistem ini merupakan fondasi dari semua vulkanisasi sabuk konveyor.
Misalnya, sabuk tahan panas berbasis EPDM memerlukan pengeringan peroksida untuk mempertahankan struktur di atas 160 °C, sementara sabuk NBR yang dirancang untuk paparan minyak menggunakan sistem sulfur yang dimodifikasi untuk mencegah pelunakan dini.
3. Lapisan Penguatan dan Perekat
Selain matriks karet itu sendiri, interaksi antara karet dan penguat (kain atau tali baja) sangatlah penting. lapisan adhesi memastikan bahwa rangka dan penutup bergerak sebagai satu kesatuan di bawah tekanan.
Untuk meningkatkan daya rekat, digunakan bahan pengikat khusus—seperti resorsinol–formaldehida–lateks (RFL) untuk kain, atau kawat baja berlapis kuningan untuk penguat logam. vulkanisasi sabuk konveyor, bahan-bahan ini bereaksi secara kimia dengan sulfur dan akselerator untuk menciptakan antarmuka yang stabil.
Sistem perekat yang dirancang dengan baik memastikan sabuk tidak terkelupas atau melepuh, bahkan di bawah beban dinamis tinggi atau fluktuasi suhu.
4. Stabilisator, Pengisi, dan Aditif
Kinerja sabuk yang diawetkan tidak hanya bergantung pada sistem vulkanisasi tetapi juga pada bahan sekunder yang memengaruhi pemrosesan dan daya tahan.
- Antioksidan dan anti-ozonan mencegah retak permukaan selama paparan jangka panjang terhadap oksigen atau sinar matahari.
- Pengisi penguat seperti karbon hitam atau silika meningkatkan ketahanan aus dan kekuatan sobek.
- Plasticizer dan minyak pengolahan Sesuaikan viskositas dan fleksibilitas untuk pengalenderan dan pengikatan lapisan yang lebih mudah.
- Oksida logam dan retarder menyempurnakan kecepatan pengeringan dan mencegah hangus selama proses vulkanisasi sabuk konveyor.
Setiap aditif berinteraksi dengan sistem vulkanisasi, membentuk keseimbangan yang tepat antara kemampuan proses dan kekuatan akhir.

5. Pencocokan Performa Melalui Desain Material
At Tiantie Industri, setiap formulasi sabuk dirancang untuk menyesuaikan dengan kondisi kerja tertentu. Misalnya:
- Sabuk tahan panas mengandalkan EPDM atau campuran khusus yang diawetkan peroksida dengan kepadatan ikatan silang yang dioptimalkan untuk ketahanan termal.
- Sabuk anti minyak menggunakan senyawa NBR dengan pembengkakan yang berkurang dan ikatan yang stabil pada suhu tinggi.
- Sabuk penambangan tugas berat menggabungkan NR/SBR dengan kepadatan jaringan sulfur tinggi untuk memberikan kekuatan dinamis maksimum dan ketahanan sobek.
Tujuan dari filosofi desain ini tidak hanya untuk meningkatkan stabilitas curing tetapi juga untuk menjamin adhesi yang konsisten, ketahanan abrasi, dan kinerja kelelahan setelahnya vulkanisasi sabuk konveyor.
6. Menuju Sistem yang Lebih Aman dan Efisien bagi Lingkungan
Lanskap vulkanisasi berkembang menuju kimia yang lebih bersih dan berkelanjutan.
Akselerator generasi baru menghindari pembentukan nitrosamin, sementara sistem pengeringan suhu rendah mengurangi konsumsi energi.
Teknologi pengawetan peroksida dan hibrida semakin banyak digunakan untuk menggantikan formulasi sulfur tinggi, meningkatkan stabilitas termal dan mengurangi emisi selama proses produksi.
Inovasi-inovasi ini sejalan dengan pergeseran industri global menuju vulkanisasi sabuk konveyor ramah lingkungan—menggabungkan kinerja dengan tanggung jawab lingkungan.
7. Sistem Material sebagai Fondasi Kualitas
Ketahanan setiap ban berjalan dimulai dengan sistem materialnya.
Sementara parameter proses seperti suhu dan tekanan mengendalikan perilaku pengeringan, desain senyawa—kombinasi polimer, pengisi, dan agen vulkanisir—pada akhirnya menentukan kekuatan, fleksibilitas, dan masa pakai.
Dalam hal ini, kimia di balik vulkanisasi sabuk konveyor bukan sekedar reaksi; tetapi merupakan fondasi presisi manufaktur.
Bagian selanjutnya akan membahas bagaimana bahan-bahan yang diformulasikan dengan hati-hati ini disembuhkan melalui peralatan vulkanisasi dan sistem kontrol, memastikan kualitas yang seragam di setiap meter sabuk konveyor yang diproduksi.
6.Peralatan Vulkanisir dan Sistem Kontrol
At Tiantie Perusahaan Industri, Presisi di vulkanisasi sabuk konveyor dimulai dengan peralatan yang melaksanakannya.
Setiap meter sabuk yang diawetkan bergantung pada kemampuan mesin untuk mempertahankan panas, tekanan, dan waktu yang stabil.
Bahkan ketika kompon karet diformulasikan dengan sempurna, tekanan yang tidak stabil dapat mengganggu daya rekat, kerataan permukaan, atau ikatan lapisan.
Karena alasan ini, pengendalian dan konsistensi sistem vulkanisasi dianggap sama pentingnya dengan formulasi itu sendiri.
1. Komponen Inti Sistem Vulkanisasi
Modern mesin vulkanisir sabuk konveyor beroperasi melalui beberapa sistem terintegrasi yang bekerja secara sinkron:
- Pelat pemanas:menggunakan elemen pemanas listrik tertanam atau sirkulasi minyak termal untuk mempertahankan suhu seragam di seluruh permukaan pelat.
- Sistem hidrolik:menerapkan tekanan yang dapat disesuaikan antara 2–2.2 MPa, tergantung pada struktur sabuk.
- Bagian pendinginan:aktif segera setelah pengeringan untuk menstabilkan sabuk dengan pendinginan udara atau air yang terkendali.
- Kabinet kontrol:menampung pengatur suhu dan tekanan, pengatur waktu, dan sirkuit pengaman.
Setiap pelat diproses dengan presisi untuk memastikan kerataan dan kompresi yang merata. Pada mesin pres produksi multi-lapis, kontrol zona independen memungkinkan pemanasan yang konsisten di seluruh lebar sabuk.
![]()
2. Stabilitas Suhu dan Tekanan
Pemanasan yang seragam adalah dasar dari konsistensi vulkanisasi sabuk konveyor.
Di pabrik kami, keseragaman suhu pelat dipertahankan dalam ± 3 ° C, diverifikasi secara berkala melalui pemetaan inframerah.
Tekanan dipantau secara real-time melalui sensor hidrolik digital, menghindari kompresi lokal yang kurang atau berlebih.
Suhu yang stabil memastikan ikatan silang yang homogen, sementara tekanan yang seimbang menjamin stabilitas dimensi sabuk dan integritas adhesi.

3. Kontrol dan Otomasi
In vulkanisasi sabuk konveyor, otomatisasi berarti lebih dari sekadar membiarkan mesin berjalan sendiri—ini tentang menjaga setiap parameter dalam rentang yang sempit dan dapat diprediksi.
Setiap lini produksi di Tiantie mengikuti program penyembuhan yang telah ditetapkan yang dikembangkan melalui pengujian jangka panjang terhadap senyawa kami.
PLC tidak sekadar memanaskan atau menekan; ia mengatur bagaimana suhu naik, berapa lama suhu tetap stabil, dan bagaimana tekanan berubah selama siklus pengeringan.
Ketika ketiga kurva tersebut—suhu, tekanan, dan waktu—tetap sinkron, vulkanisasi tetap seragam dari awal hingga akhir.
Itulah sebabnya kami memperlakukan otomatisasi sebagai bentuk pengendalian mutu, bukan kenyamanan.
Ini membantu menghilangkan variasi antar kelompok dan memungkinkan kami melacak setiap meter sabuk kembali ke data pengeringannya.
Presisi, yang dulu dicapai secara manual berdasarkan pengalaman, kini dipertahankan secara digital—setiap siklus identik, setiap sabuk konsisten.
4. Keamanan dan Keandalan
Tidak ada operasi pengepresan vulkanisir di Tiantie tanpa tindakan pengamanan yang ketat.
Mesin-mesin tersebut diisolasi secara termal untuk mencegah hilangnya panas dan melindungi area operator.
Setiap sirkuit hidrolik memiliki katup pelepas tekanan dan saluran penghenti darurat.
Unit kelistrikan mencakup proteksi kelebihan beban dan fungsi diagnostik untuk mendeteksi kesalahan sebelum memengaruhi produksi.
Kalibrasi rutin adalah bagian dari rutinitas pemeliharaan kami—kami memeriksa keakuratan suhu pelat, respons hidrolik, dan kontrol waktu setelah setiap siklus produksi yang ditentukan.
Idenya sederhana: mesin yang aman adalah mesin yang stabil, dan stabilitas adalah yang menjamin konsistensi vulkanisasi sabuk konveyor dalam jangka panjang produksi.
5. Presisi sebagai Inti Konsistensi
Bagi kami, presisi bukanlah slogan—melainkan perbedaan antara sabuk yang bagus dan sabuk yang sempurna.
Bila suhu dan tekanan tetap dalam batas tertentu, karet akan mengeras secara merata, tekanan internal hilang, dan daya rekat antar lapisan tetap seragam.
Artinya setiap sabuk—EP, NN, atau tali baja—memiliki struktur dan profil kinerja yang sama.
Filosofi kontrol ini mendefinisikan TiantieLini produksi '.
A mantap proses vulkanisasi sabuk konveyor, didukung oleh peralatan yang andal dan pengoperasian yang disiplin, inilah yang memungkinkan sabuk kami bekerja secara terprediksi di pertambangan, pelabuhan, dan pabrik produksi di seluruh dunia.
Bagian selanjutnya akan membahas keunggulan kinerja berasal dari vulkanisasi terkendali—bagaimana ketepatan dalam proses penyembuhan diterjemahkan menjadi kekuatan mekanis, daya tahan, dan stabilitas jangka panjang dalam sistem konveyor di dunia nyata.
7.Keuntungan Vulkanisasi
Dalam pengangkutan industri, keuntungan nyata dari vulkanisasi sabuk konveyor terletak pada bagaimana ia mengubah bahan-bahan terpisah menjadi satu struktur terintegrasi.
Sabuk tidak lagi menjadi kumpulan lapisan karet dan penguat—melainkan menjadi komposit tunggal yang elastis.
Kesatuan kimia tersebut merupakan fondasi kekuatan mekanis, ketahanan terhadap panas, dan keandalan jangka panjang yang tidak dapat dihasilkan oleh sambungan mekanis mana pun.
1. Kontinuitas Struktural dan Distribusi Tegangan
Ketika vulkanisasi sabuk konveyor Jika dijalankan dengan benar, sabuk akan berperilaku seperti satu media kontinu di bawah tekanan.
Tekanan disalurkan secara merata melalui matriks karet dan rangka kain, alih-alih terpusat pada lubang baut atau pelat logam seperti pada pengencang mekanis.
Medan tegangan yang merata ini mencegah kelelahan dini, retak tepi, dan penyimpangan pelacakan.
Untuk konveyor jarak jauh dengan rasio tegangan tinggi, keseragaman ini merupakan faktor penentu yang menjaga sabuk tetap stabil seiring berjalannya waktu.
2. Peningkatan Ketahanan Termal dan Dinamis
Sambungan vulkanisir tidak sekadar direkatkan—sambungan tersebut diikat secara kimia di bawah tekanan dan panas yang terkendali.
Ikatan yang dihasilkan menoleransi pelenturan terus-menerus, penumpukan panas, dan paparan minyak, air, atau bahan abrasif.
Karena tidak ada bagian logam, sabuk memuai dan menyusut secara seragam terhadap suhu, menghindari tekanan termal lokal.
Dalam sistem yang menangani klinker panas, semen, atau batu bara, stabilitas ini berarti lebih sedikit penghentian dan siklus operasi yang jauh lebih lama.

3. Presisi dan Efisiensi Energi dalam Operasional
Sabuk yang sepenuhnya divulkanisir berjalan lebih halus, menghasilkan lebih sedikit getaran dan kehilangan gesekan di sepanjang katrol dan penggerak.
Ini meningkatkan efisiensi energi, mengurangi keausan bantalan, dan menstabilkan pelacakan sabuk.
Ini juga meminimalkan selip mikro yang terjadi pada sambungan mekanis, membantu sistem penggerak mempertahankan torsi dan kecepatan yang konsisten.
Dari sudut pandang operasional, jika dijalankan dengan baik vulkanisasi sabuk konveyor secara langsung berarti penghematan energi yang terukur dan pengurangan perawatan mekanis.
4. Keuntungan Siklus Hidup
The perpanjangan masa pakai dicapai melalui sabuk konveyor vulkanisir bukanlah suatu kebetulan—melainkan hasil dari kimia yang dapat diprediksi dan geometri yang stabil.
Struktur yang mulus menahan delaminasi dan keausan permukaan, menjaga profil kekuatannya tetap seragam selama bertahun-tahun pengoperasian.
Sementara sambungan mekanis dapat nyaman untuk penggunaan sementara, sabuk vulkanisir secara konsisten mengunggulinya di lingkungan di mana waktu henti mahal atau operasi berkelanjutan sangat penting.
Vulkanisasi, pada hakikatnya, menggantikan ketergantungan mekanis dengan integritas kimia.
Inilah titik pertemuan antara ilmu material dan rekayasa produksi—dan inilah yang menentukan ketahanan setiap ban berjalan berkinerja tinggi yang kami produksi.

8.Keterbatasan Vulkanisasi Ban Berjalan
Setiap proses yang tepat dalam manufaktur memiliki batasan, dan vulkanisasi sabuk konveyor tidak terkecuali. Kekuatannya terletak pada kontrol dan stabilitas, namun fitur-fitur yang sama membuatnya lebih lambat dan kurang adaptif dibandingkan metode penyambungan lainnya. Keterbatasan ini bukanlah kekurangan—melainkan hasil alami dari proses yang dirancang untuk akurasi.
1. Waktu dan Waktu Henti Produksi
Vulkanisasi membutuhkan waktu karena ikatan silang karet tidak dapat dilakukan secara terburu-buru. Setiap siklus pengeringan mengikuti kurva suhu dan tekanan yang tetap, kemudian memerlukan pendinginan lambat untuk mengunci struktur pada tempatnya. Untuk sabuk tebal atau sabuk baja, proses ini dapat memakan waktu beberapa jam. Dalam aplikasi lapangan, mesin press vulkanisir portabel Prosesnya pun menjadi lebih lama. Tidak seperti mesin pres pabrik, mesin pres ini tidak memiliki sistem pengangkatan atau pendinginan otomatis, sehingga sabuk dan mesin pres harus mendingin secara alami sebelum dipisahkan. Periode yang lebih lama ini menambah jam kerja pada keseluruhan siklus, tetapi memastikan tekanan internal yang merata dan ikatan yang stabil.

2. Sensitivitas Lingkungan dan Keseragaman Suhu
Kondisi lingkungan yang stabil sangat penting untuk kualitas. Debu, minyak, atau kelembapan dapat dengan mudah mengganggu ikatan dan menciptakan lapisan yang lemah. Tiantie, pengendalian suhu tidak bergantung pada umpan balik termokopel atau pemetaan platen. Sebaliknya, kami mengandalkan data laboratorium yang terakumulasi selama bertahun-tahun. Melalui eksperimen vulkanisasi yang berulang, tim R&D kami menentukan parameter suhu-waktu yang ideal untuk setiap senyawa. Nilai-nilai yang telah terbukti ini memandu produksi, menjaga vulkanisasi sabuk konveyor proses konsisten bahkan tanpa sistem umpan balik otomatis.
3. Disiplin Keterampilan dan Proses
Di bengkel, vulkanisasi sabuk konveyor Proses ini masih lebih bergantung pada manusia daripada mesin. Operator menentukan seberapa cepat suhu harus naik dan seberapa merata tekanan di seluruh sabuk. Jika panas naik terlalu cepat, permukaan akan hangus sebelum inti bereaksi. Jika terlalu lambat, ikatan tetap lemah. Kami mengandalkan mata terlatih untuk mendeteksi perubahan warna dan tekstur yang menunjukkan bahwa kompon telah mengering dengan benar. Pengalaman mengisi celah yang tak tercakup oleh sensor—itulah keahlian sesungguhnya di balik sambungan yang baik.
4. Kompleksitas Peralatan dan Biaya Operasional
A mesin vulkanisir sabuk konveyor Dari luar tampak sederhana, tetapi di dalamnya merupakan sistem yang berat dan boros daya. Pelat pemanas harus tetap rata, sirkuit hidrolik harus menahan tekanan, dan setiap relai kontrol perlu dikalibrasi. Ketika satu komponen bergeser, seluruh kurva curing berubah. Perawatan bukanlah pilihan—melainkan yang menjaga proses tetap stabil. Menjalankan peralatan semacam itu membutuhkan biaya dan waktu, dan untuk sabuk yang lebih kecil, biaya tersebut seringkali lebih besar daripada manfaatnya. Itulah sebabnya beberapa bengkel masih menggunakan sambungan mekanis untuk pekerjaan ringan.

5. Kekakuan Struktural Setelah Pengeringan
Setelah sabuk divulkanisasi, ia menjadi satu kesatuan padat. Tidak ada cara mudah untuk memotong atau memendekkannya tanpa memulai dari awal. Untuk konveyor modular atau sementara, hal itu menjadi batasan; Anda kehilangan fleksibilitas. Namun, dalam sistem tegangan tinggi atau suhu tinggi, kekakuan inilah yang melindungi sabuk dari distorsi. Di lini produksi kami, kami menganggapnya sebagai sebuah pertukaran—setelah sabuk divulkanisasi, ia dirancang untuk tetap di tempatnya, menjalankan fungsinya selama bertahun-tahun tanpa satu pun pergerakan keluar jalur.
Setiap kendala dalam vulkanisasi bersumber dari sumber yang sama dengan keandalannya: presisi. Proses ini menuntut kesabaran, kendali, dan konsistensi, dan sebagai hasilnya, proses ini menghasilkan integritas mekanis yang mendefinisikan ban berjalan yang benar-benar tahan lama.
9.Inspeksi Kualitas dan Verifikasi Laboratorium Vulkanisasi Sabuk Konveyor
Kekuatan a sabuk konveyor vulkanisir tidak diputuskan oleh pers—itu dibuktikan melalui pengujian.
Di pabrik sabuk mana pun, inspeksilah yang menghubungkan teori dengan kenyataan. Vulkanisasi dapat mengikuti kurva sempurna di atas kertas, tetapi hanya verifikasi yang konsisten yang memastikan bahwa setiap sabuk yang diawetkan memenuhi janji mekanisnya.
1. Pemeriksaan Pasca Vulkanisasi
Setelah sabuk dilepaskan dari mesin vulkanisir, inspeksi segera dimulai. Langkah pertama bersifat visual, tetapi lebih dari sekadar pandangan sekilas. Teknisi mencari gelembung yang terperangkap, distorsi tepi, atau kilap yang tidak merata—tanda-tanda bahwa tekanan internal atau distribusi panas tidak merata.
Ketebalan dan kerataan kemudian diperiksa di seluruh lebarnya. Penyimpangan sekecil apa pun dapat menyebabkan masalah pelacakan atau tekanan lokal selama pengoperasian. Pemeriksaan awal ini menyaring cacat yang mungkin baru muncul setelah pemasangan.

2. Pengujian Mekanik dan Adhesi
Integritas mekanis menentukan keberhasilan vulkanisasi sabuk konveyorSetiap batch diuji kekuatan tariknya, perpanjangan putus, dan daya rekat antar lapisan. Strip uji diambil langsung dari sabuk produksi, bukan cetakan laboratorium, untuk mencerminkan kondisi pengeringan yang sebenarnya.
Pengujian kekuatan kupas menunjukkan seberapa efektif lapisan-lapisan tersebut terikat di bawah tekanan. Jika nilai adhesi turun di bawah standar, masalahnya biasanya disebabkan oleh ketidakseimbangan suhu atau permukaan yang terkontaminasi. Tujuannya bukan untuk mencapai angka tertentu, melainkan untuk memastikan bahwa ikatan kimia telah mencapai kepadatan ikatan silang yang optimal.
3. Verifikasi Laboratorium dan Penyempurnaan Proses
Pekerjaan laboratorium berfokus pada pencegahan daripada persetujuan.
Setiap kompon karet diuji pada beberapa kombinasi suhu dan waktu untuk memetakan karakteristik pengeringannya.
Dengan menganalisis dataran reaksi—di mana ikatan silang stabil tanpa pengerasan berlebihan—insinyur menentukan jendela vulkanisasi optimal yang digunakan dalam produksi.
Uji penuaan dan abrasi yang dipercepat memverifikasi bagaimana material berperilaku setelah paparan panas dan gesekan jangka panjang.
Bila data lab sesuai dengan hasil pabrik, proses vulkanisasi dapat dianggap stabil.

4. Konsistensi dan Ketertelusuran
Setiap gulungan sabuk membawa catatan lengkap parameter vulkanisasinya—suhu, tekanan, waktu, dan hasil pengujian.
Log ini memungkinkan untuk melacak setiap masalah kembali ke pengaturan batch, formulasi, atau pencetakan.
Ketertelusuran bukanlah birokrasi; melainkan pengendalian proses dalam bentuk yang paling praktis.
Jika setiap sabuk berfungsi sebagaimana mestinya beberapa bulan atau tahun kemudian, itu artinya data penyembuhan yang dikumpulkan di awal sudah benar.
Pada akhirnya, inspeksi dan pengujian tidak membuat sabuk lebih kuat—mereka mengonfirmasi bahwa kekuatan yang sudah dibangun selama vulkanisasi sabuk konveyor adalah nyata, dapat diulang, dan dapat diandalkan.
Itulah perbedaan antara memproduksi karet dan memproduksi ban berjalan yang berfungsi.
10.Inspeksi Kualitas & Apa Artinya bagi Anda — Plus Cara Memperbaikinya
Anda tidak perlu tur ke lab kami; Anda butuh kejelasan. Berikut ini adalah isi setiap pemeriksaan setelahnya vulkanisasi sabuk konveyor memberi tahu Anda, mengapa hal ini penting dalam layanan, dan apa yang harus dilakukan jika hasilnya tidak memuaskan.
1.Pemeriksaan Visual & Dimensi → Stabilitas Lari
Kami mencari gelembung, perbedaan glasir, kelengkungan tepi, dan mengukur ketebalan/kerataan di seluruh lebarnya. Artinya bagi Anda: udara yang terperangkap atau ketebalan yang tidak rata dapat menyebabkan kesalahan jalur, getaran, dan keausan tepi yang cepat. Jika muncul masalah di lokasi: rapikan dan luruskan kembali tepinya; perbaiki profil bagian yang tinggi dengan pengamplasan terkontrol; untuk lepuh lokal, buka kantong, gosok, bersihkan dengan pelarut, dan aplikasikan tambalan vulkanisasi panas (≈150 °C, kelas sabuk yang sesuai) atau tambalan ikatan dingin jika waktu henti terbatas.

2.Kekuatan Kupas (Adhesi Antar Lapisan) → Integritas Sambungan
Uji pengelupasan menunjukkan apakah lapisan terikat selama vulkanisasi sabuk konveyorNilai rendah memprediksikan pengangkatan sambungan, pemisahan lapisan, dan kegagalan kejut. Perbaikan lapangan: untuk pengangkatan kecil, hentikan, keringkan area, poles ulang, aplikasikan primer/perekat, dan klem hingga benar-benar kering; untuk daya rekat rendah yang meluas, lepaskan sambungan dan buat ulang—vulkanisasi panas pada suhu 140–160 °C, tekanan diatur oleh jenis sabuk (EP/NN ≈1.4 MPa; kabel baja ≈1.8 MPa), dengan mesin pres portabel yang dibiarkan pendinginan alami sebelum rilis.
3.Tarik/Perpanjangan → Pengendalian Beban dan Regangan
Tegangan tarik dan perpanjangan putus memastikan jaringan karet telah diawetkan dengan benar. Jika sabuk merayap atau meregang tidak merata, di bagian hilir Anda akan melihat penyesuaian pengambilan dan tegangan sambungan yang sering terjadi. Jalur perbaikan: periksa penggerak/tegangan terlebih dahulu; jika sabuk itu sendiri berkinerja buruk, sambung ulang dengan waktu pengawetan per ketebalan yang terverifikasi (tipikal 20–30 menit/10 mm) atau ganti bagian yang menunjukkan perpanjangan abnormal.

4.Kekerasan & Abrasi → Masa Pakai
Nilai kekerasan dan abrasi DIN yang seragam memprediksi berapa lama lapisan penutup akan bertahan di bawah material halus atau klinker. Jika lapisan penutup terbakar dengan cepat, pastikan Anda menggunakan kompon yang tepat (kelas panas/oli) dan tinjau desain saluran dan tekanan skirt. Perbaikan: goresan lokal akan terasa panas; keausan yang luas memerlukan optimalisasi lagging/skirt dan, jika perlu, kompon penutup yang ditingkatkan pada pesanan berikutnya.

5.Penuaan Panas/Set → Ketahanan Suhu
Uji penuaan akan menunjukkan apakah senyawa tersebut tetap kuat setelah terpapar. Jika sabuk Anda mengeras atau retak di dekat pemanas, gunakan sistem suhu tinggi (misalnya, EPDM/peroksida) sebagai pengganti berikutnya. Solusi sementara: kurangi panas yang terbawa balik, tingkatkan ventilasi, atau pasang pelindung panas. tidak tegangan berlebih untuk “memaksa” pelacakan—ini mempercepat retaknya penutup.

6.Kegagalan Umum → Solusi Cepat dan Praktis
- Inti lunak (undercure):mengganti sambungan; jalankan sementara dengan beban dan kecepatan yang dikurangi saja.
- Permukaan rapuh (overcure):giling hingga menjadi karet yang keras dan tempelkan pada bagian yang panas; buat kembali sambungan pada bagian ujung bawah jendela pengeringan.
- Alur/undakan tepi:rapikan kembali dan segel tepinya; periksa keselarasan pelat sebelum penyambungan berikutnya.
- Lepasnya tali baja:Jangan melakukan perbaikan dingin; potong dan sambung panas sesuai spesifikasi penuh.
- Kontinuitas darurat:menggunakan rating pengikat sabuk konveyor sebagai jembatan sementara, lalu jadwalkan penyambungan panas.
7.Apa yang Anda Dapatkan
Inspeksi menghasilkan keputusan: terus jalankan, tambal sekarang, atau sambung ulang. Kami menggunakan data untuk mencegah kesalahan berulang dan memberi Anda jalur yang jelas—penahanan langsung di lapangan, dan koreksi parameter untuk kesalahan berikutnya. vulkanisasi sabuk konveyor siklus.
11.Teknologi Penyambungan Alternatif dan Cepat untuk Sabuk Konveyor
Tidak semua konveyor membutuhkan sambungan vulkanisasi panas penuh. Ketika waktu, lingkungan, atau logistik membuat sambungan tradisional vulkanisasi sabuk konveyor Metode penyambungan alternatif yang tidak praktis menjaga produksi tetap berjalan tanpa waktu henti yang besar. Setiap opsi memiliki perannya masing-masing—kecepatan versus daya tahan, fleksibilitas versus kekekalan.
1.Pengencang Mekanik
Pengencang mekanis tetap menjadi cara tercepat untuk menyambung kembali sabuk di lapangan. Pengencang ini dapat dipasang dalam hitungan menit, hanya membutuhkan peralatan dasar, dan memungkinkan sabuk beroperasi hampir seketika. Pengencang modern terbuat dari baja tahan karat atau galvanis dan dibentuk untuk meminimalkan kebisingan dan benturan pada puli. Keunggulannya terletak pada daya tahannya: bahkan sistem premium pun mencapai sekitar 70–80% kekuatan sambungan vulkanisir. Pengencang ini ideal untuk sabuk pendek, konveyor bergerak, atau ketika pemulihan cepat sangat penting. Selalu pastikan bahwa alat pengikat sabuk konveyor sesuai dengan ketebalan sabuk dan kelas ketegangan.
2.Vulkanisasi Dingin
Vulkanisasi dingin menggunakan ikatan kimia, alih-alih panas. Perekat reaktif mengering pada suhu sekitar, membentuk sambungan fleksibel dan kedap air. Proses ini lebih lambat daripada pengikatan mekanis, tetapi tidak memerlukan sumber daya atau tekanan berat, sehingga cocok untuk lokasi terbatas atau terpencil. Pembersihan permukaan dan pencampuran perekat yang tepat sangat penting. Untuk hasil terbaik, pertahankan tekanan sambungan selama jam pertama pengeringan dan hindari pembebanan setidaknya selama 8-12 jam. Teknik ini dapat mengembalikan sekitar 85-90% kekuatan asli sabuk jika dilakukan dengan benar.
3.Solusi Hibrida dan Sementara
Beberapa operasi menggunakan sistem hibrida—pengikat mekanis yang dikombinasikan dengan penyegel perekat—untuk memperpanjang masa pakai hingga pemeliharaan terjadwal. Untuk perbaikan darurat, sabuk konveyor vulkanisir Dengan kit portabel atau tambalan kimia, Anda dapat menjembatani robekan atau lubang kecil tanpa perlu melepas sabuk dari sistem. Ini adalah solusi sementara, bukan pengganti sambungan panas yang tepat, tetapi tetap menjaga material tetap mengalir saat mencegah kerusakan lebih lanjut.
Setiap metode penyambungan cepat ada untuk mengulur waktu, bukan untuk menggantikan kualitas. Kuncinya adalah mengetahui kapan harus menggunakannya: perbaikan cepat memulihkan waktu aktif; vulkanisasi sabuk konveyor mengembalikan keandalan.

















