Esta guía le muestra cómo calcular, ajustar y validar la tensión de una banda transportadora desde el diseño hasta la puesta en marcha. Compara las normas ISO 5048, CEMA y DIN 22101, aclara la relación T₁/T₂/T₀ y explica cuándo cada método es la herramienta adecuada. Obtendrá fórmulas prácticas, ejemplos prácticos, ecuaciones compatibles con HTML y comprobaciones prácticas como la relación de flecha, las lecturas de las celdas de carga y las estrategias de tensado. El contenido se basa en normas y prácticas de taller: sin exageraciones, solo lo que funciona. Encontrará recomendaciones concisas, preguntas frecuentes sobre resolución de problemas y plantillas que mantienen los sistemas eficientes, fiables y seguros.
1. Por qué la tensión de la banda transportadora determina todo el rendimiento
En todo el sistema transportador de banda, la tensión de la banda transportadora es una variable clave que conecta el “rendimiento de diseño” y el “rendimiento operativo real”.
Las propiedades de la propia banda transportadora, como la resistencia a la tracción, el módulo, la eficiencia del empalme y la resistencia a la abrasión y al calor del caucho de recubrimiento, determinan su capacidad de carga última; también determinan la tensión máxima que la banda transportadora de caucho puede soportar. La función de la tensión de la banda transportadora es garantizar que estos parámetros de diseño se implementen correctamente en la operación de campo.
- A nivel de diseño, la tensión controla la fricción entre la cinta transportadora y el rodillo impulsor, garantizando así una transmisión efectiva de la fuerza motriz.
- A nivel operativo, la tensión mantiene una relación de hundimiento razonable en la sección de retorno, evitando que la correa se deslice o se hunda.
- En el nivel de mantenimiento, los cambios en la tensión reflejan la estabilidad de la condición del equipo, como los cambios en la resistencia del tensor, el alargamiento del empalme y el desvanecimiento del dispositivo tensor.
Si la tensión de la cinta transportadora es demasiado baja, la cinta transportadora se deslizará, salirse de la pista, e incluso reducir la eficiencia del transporte. En casos graves, puede incluso causar atascos entre los cinta transportadora de goma y poleas tensoras o poleas motrices.
Si la tensión es demasiado alta, provocará fatiga de las fibras del núcleo de la correa. daño por sobrecarga a los rodamientos de rodillos y prematuramente crujido de las articulacioneslo que al final resultó en una situación en la que todos pierden.
De esta manera, las DIN 22101, CEMA e ISO 5048 Todos consideran la tensión como una variable de control del sistema: no determina la resistencia de la cinta transportadora, pero sí determina si esta puede funcionar de manera estable y segura dentro de su rango de resistencia.
As ISO 5048, establece lo siguiente:
“El control adecuado de la tensión efectiva es la base para calcular la potencia y la fiabilidad de los transportadores de banda”.

2. Comprensión de la tensión de la banda transportadora: qué significa realmente
La tensión de la cinta transportadora es una cantidad física que se puede cuantificar, calcular y ajustar.
Como ingeniero que fabrica y pone en funcionamiento sistemas de cintas transportadoras, me concentro en tres parámetros fundamentales durante la operación:
- Tensión del lado tenso (T₁):La tensión máxima en la salida del rodillo impulsor, utilizada para superar la resistencia total del sistema;
- Tensión del lado flojo (T₂):La tensión mínima en la entrada del rodillo impulsor, utilizada para evitar el deslizamiento;
- Tensión inicial (T₀):La precarga de la cinta transportadora cuando está parada, garantizando una fricción suficiente cuando el sistema arranca.
En cualquier norma (DIN 22101, CEMA o ISO 5048), el propósito principal del cálculo de la tensión sigue siendo el mismo: mantener T₂ dentro de un rango seguro para evitar el deslizamiento, al tiempo que se garantiza que T₁ no exceda la tensión máxima permitida de la correa.
Puedes pensar en la tensión como el “equilibrador mecánico” del sistema:
Asegura un equilibrio dinámico entre la fricción en el extremo de accionamiento, la gravedad del material transportado y la resistencia de los rodillos.
Una vez que se altera este equilibrio, las consecuencias se hacen muy evidentes:desalineación del cinturón, deslizamiento, fatiga de las articulaciones, sobrecalentamiento del rodillo tensor y aumento del consumo de energía.
Es por esto que, en los cálculos de tensión, siempre calculamos primero T₂ ≥ Ftotal / (e(μ·α) – 1).
Sólo cuando se cumple esta condición la cinta transportadora puede funcionar de manera estable y utilizar plenamente su resistencia de diseño.
3. Variables clave que influyen en la tensión de la banda transportadora
Durante la puesta en marcha de un sistema transportador, numerosos factores influyen en la tensión de la cinta transportadora.
Estas variables incluyen parámetros estructurales, condiciones de operación y las propiedades físicas de los materiales transportados.
Por lo tanto, es necesario comprender estos parámetros antes de calcular la tensión.
(1) Velocidad de la correa (v)
Cuanto mayor sea la velocidad de la correa, mayor será la inercia del sistema, lo que dará lugar a una mayor tensión de arranque y fluctuaciones dinámicas.
En los transportadores de alta velocidad, la tensión máxima en el arranque suele ser entre un 30 % y un 50 % mayor que la tensión en estado estable.
Por lo tanto, el coeficiente de inicio Ks debe considerarse en el diseño.
(2) Pérdidas por fricción y rueda loca (f)
La fricción entre los cojinetes de la polea tensora, la correa y el contacto de la polea tensora, la resistencia del conducto y del limpiador, y la fricción entre el revestimiento de caucho del rodillo impulsor y la superficie de contacto de la correa transportadora.
En conjunto, constituyen la resistencia primaria. Tanto la norma DIN 22101 como la ISO 5048 calculan la tensión de la banda transportadora utilizando la fórmula f × L × g × (qR + qG + …).
En el mantenimiento de campo, los cambios en la resistencia de los rodillos tensores son a menudo una de las principales causas de la inestabilidad de la tensión.
(3) Carga de material (qB)
Cuanto mayor sea la capacidad de transporte, mayor será la gravedad y la resistencia a la fricción en la banda, y mayor será la tensión. Es como estirar una banda elástica: si alguien aplica presión en el centro de la banda estirada, notará que se tensa más que antes.
En los transportadores de larga distancia, la masa del material a menudo representa más del 60% de la resistencia total del sistema.
(4) Ascensor (H)
Cuando hay una diferencia de altura en el transportador, la resistencia de elevación aumenta directamente la tensión efectiva.
Sección de subida: la tensión aumenta; Sección de bajada: la gravedad se convierte en una ayuda, requiriendo dispositivos de frenado o amortiguación para evitar la inversión de la tensión.
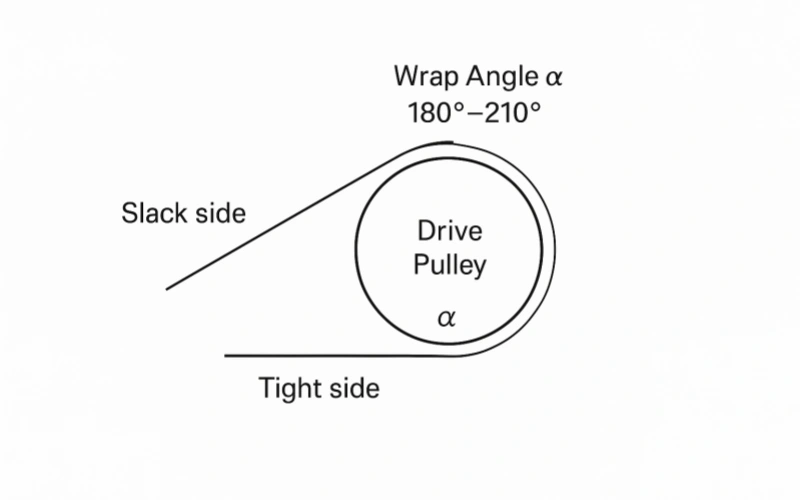
(5) Ángulo de envoltura (α) y coeficiente de fricción (μ)
Estos dos parámetros determinan la capacidad de tracción del extremo de transmisión:
La fórmula de la relación de tensión T₁/T₂ ≤ e^(μ·α) es la relación central en todas las normas.
Aumentar el ángulo de envoltura o mejorar el coeficiente de fricción del rodillo (por ejemplo, utilizando un revestimiento cerámico)
Puede aumentar la fuerza motriz sin aumentar la tensión.
Consejos: Muchas personas piensan que el ángulo de envoltura debe ser de 180 grados, pero muchas empresas optan por agregar rodillos guía cerca del rodillo impulsor, de modo que el ángulo de contacto entre el rodillo impulsor y la cinta transportadora supere los 180 grados, lo que puede aumentar efectivamente la fricción de contacto.
(6) Rigidez de la correa y tipo de carcasa
Las cintas transportadoras EP, NN y ST difieren significativamente en la respuesta a la tensión.
- Cinturón EP: Alto módulo pero con cierta extensibilidad, buena estabilidad de funcionamiento;
- Cinturón NN: Módulo longitudinal bajo, buena flexibilidad transversal, fuerte resistencia al impacto; adecuado para condiciones de corta distancia, caídas altas y arranques frecuentes.
- Cinturones ST: Rigidez longitudinal extremadamente alta, distribución uniforme de la tensión y elongación mínima; se utilizan en sistemas de larga distancia, alta tensión y cargas pesadas. Sin embargo, su compleja estructura de unión y la baja resistencia a la tracción del núcleo del cable los hacen muy sensibles a la alta tensión de la cinta transportadora.
Por lo tanto, la tensión de la cinta transportadora no es un valor establecido empíricamente, sino más bien un resultado equilibrado determinado por una combinación de parámetros del sistema.
Es por esto que, en el proceso de diseño, cualquier modificación de cualquier parámetro (como la velocidad de la correa, el ángulo de inclinación o el ángulo de envoltura del tambor) requiere un nuevo cálculo de la tensión, en lugar de un simple ajuste “por intuición”.
4. Método ISO: Cómo calcular la tensión de la banda transportadora según las normas ISO
En proyectos internacionales, suelo utilizar la norma ISO 5048:1989, “Transportadores de banda: cálculo de la potencia operativa y las fuerzas de tracción”, para calcular la tensión de la banda transportadora.
A diferencia de CEMA o DIN, el enfoque de ISO considera el equilibrio entre tensión y potencia simultáneamente, lo que lo hace más adecuado para proyectos que requieren certificación internacional.
El núcleo de este método es calcular las distintas resistencias encontradas durante el funcionamiento del transportador por separado y luego derivar la distribución de la tensión en varios puntos de la correa utilizando un modelo físico.
4.1 Parámetros de entrada
Antes del cálculo, es necesario recopilar los siguientes datos. Todos los parámetros están expresados en el Sistema Internacional de Unidades (SI):
| Calificación | Significado | Unidad | Rango típico |
| L | Longitud total del transportador | m | 20-2000 |
| H | Aumentar la altitud (la subida es positiva) | m | -100-200 |
| β | inclinación | ° | 0-20 |
| v | velocidad de la cinta | m/s | 0.8-6.5 |
| Im | Volumen de transporte | t / h | 50-5000 |
| megabyte | masa unitaria de la cinta transportadora | kg / m | 10-40 |
| m′Ro | Masa unitaria del rodillo loco de la sección portante | kg / m | 20-80 |
| señor Ru | Masa unitaria del rodillo loco de la sección de retorno | kg / m | 10-40 |
| f | coeficiente de fricción principal | – | 0.020-0.040 |
| μ | Coeficiente de fricción del rodillo | – | 0.30-0.45 |
| α | Encierra las esquinas | ° | 120-240 |
| B | ancho de banda | mm | 500-2000 |
| g | ancho de banda | m / s² | 9.81 |
4.2 Unidad de masa del material
Primero, convierta la capacidad de transporte por hora en masa por unidad de longitud:
Este valor representa el peso del material transportado por metro de cinta transportadora y es la base para todos los cálculos de tensión posteriores.
4.3 Resistencia primaria (FH)
Esta parte de la resistencia se origina principalmente por la rotación de los rodillos, la flexión de la cinta transportadora y la fricción entre el material y la superficie de la cinta.
En la mayoría de los casos, representa más del 60% de la resistencia total.
4.4 Resistencia secundaria, FS
La ISO clasifica la resistencia local como un elemento separado, que incluye:
1. Resistencia a la alimentación
2. Resistencia de barrido: 300–800 N/unidad
3. Resistencia del canal: 500–1500 N
4.Otros dispositivos (descargador tipo arado, punto de descarga, etc.)
4.5 Resistencia a la sustentación, FSt
Cuando H > 0 (transporte cuesta arriba), la tensión aumenta;
cuando H < 0 (transporte cuesta abajo), la tensión disminuye.
4.6 Resistencia de retorno, FR
La ISO enfatiza específicamente que esta parte no puede ignorarse. Normalmente, m′Ru ≈ 0.5 × m′Ro.
4.7 TResistencia total al correr, FU
Esta es la resistencia total que el tambor de accionamiento debe superar durante el funcionamiento en estado estable del transportador.
4.8 Factor de fricción, C
C = e(μ × α × π / 180 )
Valores típicos:
μ = 0.35, α = 180° → C ≈ 3.00
μ = 0.40, α = 210° → C ≈ 3.46
Cuanto mayor sea el valor C, más suficiente será la fricción entre el rodillo y la superficie de la correa y mayor será la capacidad antideslizante.
4.9 Tensión lateral floja, F₂
La norma ISO 5048 estipula que la tensión del borde flojo no debe ser inferior a un porcentaje específico de la resistencia nominal de la correa transportadora para evitar deslizamientos.
Donde Sr representa la resistencia a la tracción nominal por unidad de ancho (N/mm).
4.10 Tensión lateral apretada, F₁
Esta es la tensión máxima en estado estable en la salida del rodillo impulsor.
4.11 Potencia, P
P =
FU × v
1000
Si consideramos la eficiencia de transmisión mecánica η:
4.12 Tensión máxima de la correa, Fmax
Cuando el transportador tiene secciones cóncavas o curvas:
Si el diseño es en línea recta, se puede simplificar a:
4.13 Comprobación de la resistencia de la correa, K
- SF = Factor de seguridad (EP: 8–10, NN: 7–9, ST: 6–7)
- B = Ancho de la correa (mm)
- Sr = Resistencia nominal de la banda transportadora (N/mm)
Requerimientos de diseño:
Sr ≥ K
SF = factor de seguridad (EP: 8–10, NN: 7–9, ST: 6–7)
Cuando se cumple esta condición, la resistencia de la cinta transportadora se selecciona razonablemente.
4.14 Interpretación de ingeniería
Desde una perspectiva de ingeniería, las ventajas del método ISO son su estructura completa, lógica de cálculo unificada y validación cruzada de resultados.
Puede proporcionar simultáneamente tres tipos de datos clave:
- FU: Se utiliza para potencia de accionamiento y selección de rodillos.
- F2: Se utiliza para el diseño de dispositivos tensores.
- Fmax: Se utiliza para verificar la resistencia de la cinta transportadora.
En los proyectos EPC internacionales en los que he participado, este método se considera a menudo un “lenguaje universal”, porque permite a los diseñadores, supervisores y del mundo confían en Discutir la racionalidad de la tensión basándose en la misma lógica.
5. Método CEMA: El enfoque estadounidense para el cálculo de la tensión de las bandas transportadoras
En el mercado de América del Norte, el diseño de transportadores comúnmente adopta el estándar CEMA (Asociación de Fabricantes de Equipos Transportadores).
Su documento representativo es “Transportadores de banda CEMA para materiales a granel”, a menudo denominado Libro de bandas CEMA.
En comparación con el método ISO, el método CEMA es más pragmático: no busca un modelado físico completo, sino que utiliza un enfoque de tensión de componentes empíricos como núcleo.
Calcular la tensión efectiva de la correa requerida (Te) agrupando y sumando las resistencias de diferentes secciones.
5.1 Marco de cálculo básico de CEMA
CEMA divide la tensión de todo el transportador en cuatro componentes principales:
TE = TL + TH + TX + TY
| Calificación | Significado |
| TL | Resistencia a la fricción de funcionamiento |
| TH | Resistencia al levantamiento |
| TX | Resistencia adicional (rascadores, tolvas de alimentación, etc.) |
| TY | Resistencia especial (flexión, caída de material, aceleración, etc.) |
TE (Tensión efectiva) es la tensión total requerida para que el sistema funcione.
A diferencia del método de integración por partes de ISO, CEMA calcula rápidamente la resistencia principal utilizando coeficientes ponderados, lo que lo hace más adecuado para fases de selección rápida o diseño preliminar.
5.2 Lógica de cálculo para cada elemento
(1) Resistencia a la fricción (TL)
TL = f × L × ( AnB + WM )
- f: Coeficiente de fricción (0.02–04)
- WB:Peso unitario de la cinta transportadora (lb/ft o kg/m)
- WM:Peso unitario del material
Esto normalmente representa entre el 60% y el 70% de la tensión total.
(2) Resistencia a la elevación (TH)
TH = Alto × (AnchoB + WM )
El cambio en la energía potencial transportada en una pendiente ascendente o descendente corresponde al cambio en la energía potencial.
(3) Resistencia de accesorios (TX)
Se utiliza para calcular la resistencia adicional de equipos como barredoras, tolvas de alimentación y descargadores tipo arado.
Generalmente se dan mediante hojas de datos empíricos (300–800 N/pieza).
(4)Resistencia especial (TY)
Entre ellas se encuentran la resistencia a la aceleración y la resistencia a la curva, que se utilizan para corregir fluctuaciones transitorias de tensión durante el arranque.
5.3 Relación de tensión entre los lados tensos y flojos
Tanto CEMA como ISO utilizan la ecuación de Euler para describir la capacidad de tracción del tambor de accionamiento:
T1 - T2 = TE
T1 / T2 = mi(μ × α )
Sin embargo, en aplicaciones prácticas, CEMA se centra más en el valor de control mínimo de T2.
Recomendación estándar:
T2 ≥ 0.10 × Sr × segundo
En otras palabras, la tensión del borde suelto debe ser al menos el 10% de la resistencia de la correa.
Este coeficiente empírico es más conservador que el ISO (8% para EP/NN, 6% para ST) y es más adecuado para sistemas de minería con ciclos frecuentes de arranque y parada o cargas pesadas.
5.4 Cálculo dual de la tensión inicial y de estado estacionario
CEMA enfatiza específicamente dos condiciones operativas diferentes:
1. Estado estable (funcionamiento normal) — Tensión efectiva durante el funcionamiento en estado estable del transportador.
2. Arranque (Fase de Aceleración) — Tensión transitoria durante la fase de arranque.
Recomendación de CEMA:
TE,inicio = ks ×TE,correr
Dónde K8 es el coeficiente inicial, normalmente tomado entre 1.3 y 1.5.
Esto significa que durante el arranque la tensión del sistema puede ser entre un 30% y un 50% mayor que durante el funcionamiento normal.
Por lo tanto, este coeficiente debe tenerse en cuenta durante el diseño y la selección, especialmente al verificar la potencia del motor, el ángulo de envoltura del rodillo y la resistencia de la unión.
5.5 Requisitos de experiencia para la tensión de recogida
CEMA también proporciona valores empíricos para la pretensión mínima del dispositivo tensor:
Tcomenzar ≥ 0.10 × Sr × segundo
Esta “regla del 10%” está en el corazón de la metodología CEMA.
Garantiza una fricción suficiente entre la cinta transportadora y los rodillos impulsores en todas las condiciones de funcionamiento para evitar deslizamientos.
En los proyectos mineros de América del Norte, esta es casi una regla predeterminada.
5.6 Ventajas prácticas de CEMA
Desde mi experiencia en ingeniería, las mayores ventajas de CEMA son:
- Cálculos intuitivos y rápidos: Ideal para diseño preliminar y selección;
- Sistema de datos maduro: cubre una gran cantidad de parámetros de equipos estándar de EE. UU. (ruedas tensoras, barredoras, tambores);
- Factor de seguridad conservador: Mayor confiabilidad en arranques y paradas frecuentes o entornos polvorientos.
Sin embargo, también tiene limitaciones:
CEMA supone una distribución lineal de la resistencia del sistema, por lo que no es adecuado para distancias extremadamente largas, pendientes muy pronunciadas o condiciones de trabajo especiales (se recomienda DIN 22101 para tales proyectos).
5.7 Diferencias entre CEMA e ISO
| Artículos de comparación | Método ISO | CEMA Método |
| Lógica central | Modelado físico + análisis integral de resistencia | Método de coeficientes empíricos de subelementos |
| Escenarios Aplicables | Proyectos industriales internacionales, transportadores de larga distancia | Método de coeficientes empíricos de subelementos |
| Contenido del cálculo | Equilibrio de tensión y poder | La tensión es el factor principal |
| Límite inferior de tensión del borde suelto | 6–8% × Sr × segundo | 10% × Sr × segundo |
| Coeficiente de arranque | Opcional (Análisis dinámico) | Debe tenerse en cuenta (1.3–1.5) |
| competitiva | Trazabilidad precisa | Rápido, estable y seguro |
En América del Norte, suelo decirle una cosa al equipo de mantenimiento:
“Si la banda patina, comience con la tensión, no con la potencia”. Esta es precisamente la filosofía de CEMA: solucionar la mayoría de los problemas de las cintas transportadoras con un control adecuado de la tensión, no con mayor potencia del motor.
6. Método de cálculo de la tensión de la cinta transportadora según DIN 22101
Entre las tres principales normas internacionales, DIN 22101 tiene el modelo matemático más completo y el desglose más riguroso.
Define prácticamente el marco estándar de la industria para el "cálculo de la tensión de la cinta transportadora" y se utiliza ampliamente, especialmente en el diseño de transportadores de larga distancia y de alta resistencia. cinturones de cuerda de acero.
En proyectos reales, a menudo digo:
“Cuando necesite saber exactamente cuánta fuerza soporta la cinta transportadora, utilice la norma DIN 22101”.
Porque no sólo calcula la “tensión total”, sino que también descompone todas las fuentes de fuerza paso a paso.
6.1 Lógica básica del cálculo
La norma DIN divide la resistencia total del sistema en tres partes principales:
Fu = Fh + FN ± Fst
| Calificación | Significado |
| Fh | Resistencia primaria |
| FN | Resistencia secundaria (para limpiadores, canales de alimentación, etc.) |
| Fst | Resistencia a la elevación |
El núcleo de este paso es calcular la fuerza circunferencial F_u necesaria para impulsar el rodillo utilizando parámetros geométricos, parámetros de masa y el coeficiente de fricción; es decir, el valor de fuerza impulsora requerido cuando el sistema está realmente funcionando.
6.2 Cálculo de Principal los arañazos
La resistencia primaria es el componente más importante en el funcionamiento del transportador. La fórmula DIN es la siguiente:
Fh = f × L × g × [ qR +qG + (2qB +qG ) × cos δ ]
- f: Coeficiente de fricción (normalmente 0.02–0.04)
- L:Longitud horizontal del transportador (m)
- g:Aceleración debida a la gravedad (9.81 m/s²)
- QB:Masa de material por unidad de longitud (kg/m)
- qG:Masa de la cinta transportadora por unidad de longitud (kg/m)
- qR:Masa de las piezas giratorias por unidad de longitud (kg/m)
- δ:Ángulo de inclinación (°)
Esta parte refleja la fricción de la cinta transportadora sobre los rodillos y la resistencia al movimiento del material, y es la base para el cálculo de todo el sistema.
6.3 Cálculo de la resistencia adicional
La norma DIN no proporciona una fórmula unificada para la resistencia adicional, sino que proporciona un rango de valores empíricos típicos.
Los artículos comunes y valores típicos son:
| Parámetro | Valor típico (N) | Mareas Ideales para Lecciones |
| Resistencia a la alimentación (Fpienso) | ( qB \veces v2 ) | Energía necesaria para acelerar el material a la velocidad de la cinta |
| Resistencia al raspador (Fraspador) | 300-800 | Por raspador |
| Resistencia de la falda (Ffalda) | 500-1500 | Por sección de falda |
| Otras resistencias (Farado ) | Determinado por el equipo | Descargador tipo arado o dispositivo antidesviación |
Suma:
FN = Σ Fi
En ingeniería, si faltan datos detallados, generalmente se utiliza lo siguiente:
FN=0.03 ~ 0.05 x Fh
6.4 Resistencia al levantamiento
Cuando hay una diferencia de altura en el transportador, los componentes gravitacionales del material y la correa afectarán directamente la distribución de la tensión:
Fst = H × g × ( qB +qG )
- H>0: Cuesta arriba → Mayor resistencia
- H<0: Descenso → Flujo asistido
Este factor determina directamente la dirección de la demanda de potencia del transportador y es la clave para distinguir entre diseños “cuesta arriba” y “cuesta abajo”.
6.5 Cálculo de la fuerza circunferencial
Según la fórmula anterior:
Fu = Fh + FN ± Fst
El resultado representa la fuerza motriz efectiva (en N) necesaria para impulsar el rodillo.
Este es el “nodo central” de todo el sistema de cálculo; toda la distribución de tensión, selección y análisis de potencia posteriores giran en torno a él.
6.6 Cálculo del coeficiente de Euler
El ángulo de envoltura y la fricción del rodillo impulsor determinan la capacidad de transmisión de par de la cinta transportadora.
DIN utiliza la clásica ecuación de Euler-Eytelwein:
C = e(μ × αrad )
μ: Coeficiente de fricción entre el rodillo y la superficie de la correa (0.30–0.40)
α: Ángulo de cerramiento (radianes) =αrad = αdeg × π / 180
Ejemplo de cálculo:
- μ=0.35,α=180°⇒C≈3.00
- μ=0.40,α=210°⇒C≈3.51
6.7 Tensión lateral mínima floja
La norma DIN calcula la tensión lateral mínima necesaria para evitar el deslizamiento del rodillo impulsor utilizando coeficientes de Euler:
F2 min = Fu / ( C - 1 )
La importancia de este paso radica en determinar si la fuerza de fricción del sistema es suficiente para transmitir la fuerza circunferencial.
Si la tensión real del lado flojo es inferior a este valor, el sistema experimentará deslizamiento o discrepancias en la velocidad de la correa.
6.8 Cálculo de la tensión lateral tensa
F1 = F2 min + Fu
Esto representa la tensión máxima de funcionamiento en la salida del rodillo impulsor.
Este valor suele estar cerca del valor máximo de la distribución de la tensión de la cinta transportadora.
6.9 Tensión adicional del rodillo redireccionador
Cuando la cinta transportadora pasa por varios rodillos redireccionadores, también se debe considerar una tensión adicional:
Fzu =kzu × Fu
Entre ellos, Kzu Generalmente se toma como 0.03–0.05, o se utilizan valores empíricos (500–2000 N).
6.10 Tensión máxima (Fmax)
La tensión máxima del sistema es:
Fmax = F1 + Fzu
Al expandirlo, aparece de la siguiente manera:
Fmax = Fu / (e(μ × α ) - 1 ) + Fu + Fzu
Este valor se utiliza directamente para la selección de la resistencia de la cinta transportadora y la verificación de la unión.
6.11 Selección de la banda transportadora y factor de seguridad
La norma DIN especifica que la resistencia requerida de la cinta transportadora debe calcularse en función de la tensión máxima.
K = (SF × Fmax ) / B
- K: Ancho de banda requerido (N/mm)
- SF: Factor de seguridad (carga ligera 8, carga media 9, carga pesada 10)
- B: Ancho de la correa (mm)
Criterios de juicio:
Sr ≥ K
Sr representa la resistencia nominal de la cinta transportadora, es decir, la resistencia nominal de los grados EP, NN o ST.
7. Cómo comparar el cálculo de la tensión de la cinta transportadora según ISO, CEMA y DIN
Durante las fases de diseño del proyecto o de selección de correas, a menudo me preguntan:
“¿Por qué son diferentes los resultados de los tres estándares?”
En realidad, no se trata de una cuestión de algoritmos correctos o incorrectos, sino de diferencias en los límites de cálculo y en los supuestos.
7.1 Diferencias lógicas fundamentales entre los tres estándares
| Elementos de comparación | ISO 5048, | CEMA | DIN 22101 |
| Tipo de método | Modelo mecánico + corrección experimental | Método de subelementos empíricos | Modelado físico + cálculo segmentado |
| Volumen de datos de entrada | Media | Días Minimos | Máxima |
| Contenido de salida | Tensión + Poder | Centrado en la tensión | Verificación de tensión + potencia + fuerza |
| Casos de uso | Fabricación industrial, proyectos internacionales | Minas de América del Norte, sistemas de corta distancia | Sistemas de larga distancia, pendiente pronunciada y alta resistencia |
| Exactitud | ± 10% | ± 15% | ± 5% |
| Tiempo de cálculo | Media | Rápido | El más lento (pero el más completo) |
La ISO pone mayor énfasis en el equilibrio físico; la CEMA enfatiza la experiencia de campo; y la DIN es la más rigurosa en términos de precisión y factores de seguridad.
Para comprenderlos verdaderamente, es necesario ver claramente lo que cada norma “asumió” al calcular la tensión.
7.2 Diferencias típicas en los resultados de cálculo de las tres normas
Tomando como ejemplo un transportador típico:
Longitud de transporte: L = 150 m
Velocidad de la cinta: v = 2.0 m/s
Masa del material: m′G = 20 kg/m
Coeficiente de fricción del tambor: μ = 0.35
Ángulo de envoltura: α = 180°
Ancho de la correa: B = 1000 mm
Resistencia nominal: Sₙ = 1000 N/mm
Después del cálculo utilizando los tres estándares, se obtienen los siguientes resultados (asumiendo un funcionamiento en estado estable):
| Parámetro | ISO | CEMA | DIN |
| FU(N) | 8,950 | 9,600 | 8,750 |
| F₂ (N) | 4,500 | 5,500 | 4,200 |
| F₁ (N) | 13,450 | 15,100 | 12,950 |
| F_máx (N) | 14,000 | 15,800 | 13,600 |
| potencia P (kW) | 18.0 | 19.5 | 17.6 |
De término medio:
- Los resultados de CEMA son los más altos (demasiado conservadores);
- Los resultados DIN son los más precisos (modelo físico más completo);
- Los resultados ISO están en el medio (factor de seguridad robusto y moderado).
7.3 Diferencias en los factores de seguridad entre los tres métodos
- SFiso =6∼9
- SFcema = 8 ~10
- SFde = 7~10
CEMA generalmente utiliza un margen de seguridad predeterminado más alto, favoreciendo así los grados de mayor resistencia para las cintas transportadoras, que, si bien son más seguras, son más caras.
Por el contrario, la norma DIN tiende a reducir las reservas de seguridad redundantes mediante cálculos precisos.
7.4 El impacto de las diferencias de parámetros en los resultados
| Parámetros | ISO | CEMA | DIN |
| Coeficiente de fricción μ | 0.30-0.40 | 0.35 | 0.32-0.40 |
| Factor de seguridad SF | 6-9 | 8-10 | 7-10 |
| Coeficiente dinámico Ks | Opcional | Obligatorio | Opcional (Recomendado) |
| Tensión mínima de holgura | ≥6–8% × Sr × segundo | ≥10% × Sr × segundo | ≥6–7% × Sr × segundo |
| Consideraciones de inicio | Apéndice solo explicación | Cálculo obligatorio | Muy recomendado |
7.5 Recomendaciones de aplicación práctica
- Elija ISO: A la hora de emprender proyectos de exportación o diseños multinacionales, es el estándar más fácilmente reconocido por los organismos internacionales.
- Elija CEMA: Si el sistema se utiliza en minas, líneas de producción de agregados o por personal de mantenimiento familiarizado con los sistemas estadounidenses.
- Elija DIN: Esta es la mejor opción para sistemas con largas distancias, cambios de elevación significativos, gran capacidad o múltiples secciones de unidad.
En mi experiencia real en puesta en servicio de sistemas, normalmente recomiendo lo siguiente:
- ISO: Base de cálculo;
- DIN: Verificación de resistencia;
- CEMA: Referencia de puesta en marcha en sitio.
Utilizando los tres en combinación se consigue el mejor equilibrio entre teoría y práctica.
8. Cómo ajustar la tensión de la cinta transportadora en el equipo real
Durante la fase de diseño, calculamos la tensión teórica;
Sin embargo, durante el funcionamiento, la tensión real de la cinta transportadora depende del tipo de dispositivo tensor, la precisión de su instalación y los métodos de mantenimiento.
El ajuste correcto de la tensión determina directamente si el sistema puede funcionar de manera estable.
Puedes pensar en esta sección como:
De “tensión calculada” → a “tensión conseguida en el equipo”.
8.1 Tres métodos de tensado convencionales
En los sistemas de transporte industriales actuales se utilizan tres métodos principales de tensado:
| Tipos de tensado | Caracteristicas | Escenarios comunes |
| Tensión de gravedad | Ajuste automático, respuesta suave. | Transportadores de larga distancia, minas, puertos |
| Tensión hidráulica | Alta capacidad de control, ajuste remoto | Sistema de arranque y parada de alta frecuencia de corta distancia |
| Tensión del tornillo o del cabrestante | Bajo costo, fácil de operar, pero propenso a desajustes. | Transportadores de corta distancia en fábricas, sistemas temporales |
Los tres consiguen básicamente lo mismo:
Mantener la tensión del borde suelto F2 Dentro de los límites de diseño.
8.2 Lógica de ajuste de tensión
Aunque los métodos de ajuste de los diferentes dispositivos tensores varían, el principio básico es el mismo: controlar la tensión inicial de la cinta transportadora F0 .
El rango objetivo general es:
0.06 ≤ F0 / ( Sr × B ) ≤ 0.10
- F0: Tensión inicial (N)
- Sr: Resistencia nominal de la correa (N/mm)
- B: Ancho de la correa (mm)
En otras palabras, la tensión debe ser del 6% al 10% de la resistencia total de la cinta transportadora.
Esta gama evita el deslizamiento sin provocar fatiga en las capas de tejido ni en los alambres de acero por sobretensión.
8.3 Gravedad Tensión
Este es el método de tensado más clásico y estable.
La masa del peso corresponde a la fuerza de tensión inicial utilizando la siguiente fórmula:
W = (2 × F0 ) / gramo
- W: Masa del contrapeso (kg)
- g: Aceleración debida a la gravedad (9.81 m/s²)
Pasos de ajuste reales:
1.Determinar el valor teórico: F;
2.Calcular el contrapeso:W;
3. Ajuste la altura del carro de contrapeso para centrar su recorrido (generalmente, la utilización del recorrido es del 30% al 70%);
4. Tras la prueba de marcha en vacío, observe la velocidad de la banda y la corriente del motor. Si observa indicios de deslizamiento al arrancar, aumente el contrapeso entre un 5 % y un 10 %.
Ventajas:
- Compensa automáticamente los cambios de longitud de la correa;
- Insensible a la temperatura y al alargamiento;
- Prácticamente libre de mantenimiento.
Desventajas:
- Gran requerimiento de espacio;
- Estructura de instalación compleja.
8.4 Sistema hidráulico Tensión
El tensor hidráulico utiliza un cilindro hidráulico para proporcionar presión constante, manteniendo así la tensión de la correa.
F0 = p × A
- P: Presión hidráulica del sistema (Pa)
- A: Área efectiva del cilindro hidráulico (m²)
Método de ajuste:
1. Establecer la tensión objetivo F0
2.Calcule la presión de aceite requerida en función del diámetro del cilindro;
3. Ajuste la configuración de la válvula de alivio;
4.Monitorización en tiempo real mediante sensor de presión durante el funcionamiento.
Ventajas:
- Alta precisión, ajustable en tiempo real;
- Admite control automático (conexión PLC).
Desventajas:
- Alto costo;
- Altos requisitos de mantenimiento;
- Si se libera la presión, puede producirse fácilmente un aflojamiento o deslizamiento instantáneo.
8.5 Tensión por tornillo o cabrestante
Esta es la forma más común pero también la más fácil de cometer un error.
Ajuste del alargamiento de la cinta transportadora ΔL mediante el desplazamiento del tornillo:
F0 = E × A × ( ΔL / L )
- E: Módulo elástico de la cinta transportadora (N/mm²)
- A: Área de la sección transversal de la correa (mm²)
- L: Longitud del transportador (mm)
En la práctica, muchas personas ajustan el tornillo según el tacto, lo que a menudo provoca lo siguiente:
- Tensión insuficiente → deslizamiento y flacidez;
- Tensión excesiva → desgarro de la junta y sobrecarga del cojinete loco.
Sugerencias de ajuste:
- Controlar ΔL según el valor calculado;
- Utilice un tensiómetro o una curva de corriente de motor para realizar una evaluación auxiliar;
- Realice una segunda calibración después del inicio.
8.6 Errores comunes de ajuste
| Operación incorrecta | Consecuencias típicas | Práctica correcta |
| Aumentando ciegamente la tensión | Fatiga articular, delaminación del tejido | Control dentro del rango calculado |
| Carrera de deslizamiento del tensor demasiado baja | No se pueden compensar los cambios de longitud del cinturón. | Ajustar al punto medio del trazo |
| Ignorando el alargamiento de la correa | Flacidez a largo plazo | Segunda calibración después de 24 a 72 horas de funcionamiento |
| Desalineación del rodillo tensor | Desalineación de la correa, desgaste del borde | Comprobar periódicamente el paralelismo de la estructura tensora |
Cálculos precisos ≠ tensión adecuada; la verdadera estabilidad proviene de ajustes correctos y un monitoreo continuo.
9. Conclusión: La tensión de la banda transportadora define la confiabilidad del sistema
La tensión de la cinta transportadora determina el funcionamiento estable de un sistema transportador.
Afecta la eficiencia de la transmisión, el consumo de energía, la desalineación de la correa, el deslizamiento y la vida útil de las juntas.
Independientemente de si se utilizan los métodos DIN, CEMA o ISO, el cálculo tiene un único objetivo: mantener la tensión dentro del rango correcto.
La tensión correcta proviene de un cálculo preciso de la tensión de la cinta transportadora, un ajuste razonable de la cinta transportadora y una verificación continua de cómo comprobar la tensión de la cinta transportadora.
Estos tres puntos son indispensables.
En última instancia, las cintas transportadoras no fallarán aleatoriamente.
Todo fallo es resultado de una tensión incorrecta.
Preguntas frecuentes: debate profesional sobre la tensión de las bandas transportadoras