In modernen Förderbandsystemen, die synthetische StoffkarkassenFörderbänder mit geformten Kanten sind nicht grundsätzlich besser als solche mit geschnittenen Kanten. Unter vielen anspruchsvollen und realen Betriebsbedingungen bieten geschnittene Kantenstrukturen eine besser vorhersagbare Spannungsverteilung, eine höhere Symmetrie der Verbindungsstellen und geringere Belastungen. langfristiges WartungsrisikoDieser Artikel erklärt, warum die Kantengestaltung oft die erste Schwachstelle darstellt und wie Materialsysteme, AusrichtungsverhaltenDie Einsatzbedingungen bestimmen, wann eine geformte Kante zwingend erforderlich ist und wann eine geschnittene Kante die rationalere technische Wahl darstellt.
1.Warum die Kantengestaltung direkten Einfluss auf das Versagen von Förderbändern hat
Förderbänder mit geformter Kante und Förderbänder mit geschnittener Kante – In meinen Jahren als technischer Support- und Auswahlberater haben einige Kunden berichtet, dass die Kanten als erstes versagen.
Aus strukturmechanischer Sicht konzentrieren sich seitliche Spannungen, Fehlausrichtungen und Feuchtigkeitseintritt am stärksten an den Kanten. Bei mehrlagigen Förderbändern enden die quer verlaufenden Gewebeschichten und die Längsverstärkungsschichten an den Kanten, wodurch naturgemäß Spannungskonzentrationspunkte entstehen. Sobald eine Fehlausrichtung auftritt, ist das freiliegende Gewebe eines Förderbandes mit Schnittkante als erstes der Hauptbelastung durch Reibung, Scherkräfte und Umwelteinflüsse ausgesetzt; ein Förderband mit geformter Kante hingegen, dessen Gummi die Kanten vollständig bedeckt, isoliert Spannungen und Umwelteinflüsse.
Die Wahl der Kantenform erfolgt jedoch primär aus Gründen der strukturellen Sicherheit. Sie beeinflusst direkt drei Aspekte:
- Qualität der Verbindungsstelle (wie leicht sich die Kante ablöst, wie leicht Wasser eindringen kann)
- Produktionseffizienz (ob eine längere Mindestproduktionslänge erforderlich ist)
- Langfristige Betriebskosten (vorzeitiger Ausfall vs. stabile Lebensdauer)
Wenn Sie mich fragen, wie man zwischen einem Förderband mit geformter Kante und einem Förderband mit geschnittener Kante wählt, wäre meine erste Frage: „In welchem Anwendungsfall benötigen Sie das Förderband?“ Dies würde mir helfen, den für Ihre Bedürfnisse besser geeigneten Kantentyp zu bestimmen.
Der tatsächliche Unterschied zwischen einem Förderband mit geformter Kante und einem Förderband mit geschnittener Kante geht daher weit über das hinaus, was in einem Angebot steht.
2.Die zwei Förderbandkantenarten, die wirklich zählen
In realen Konstruktions- und Beschaffungsszenarien empfehle ich, die Auswahl zu vereinfachen. Konzentrieren Sie sich auf zwei Kantenarten: Förderbänder mit geformter Kante und Förderbänder mit geschnittener Kante. Aus rein fertigungstechnischer Sicht sind Förderbänder mit geschnittener Kante nicht günstiger als solche mit geformter Kante; tatsächlich sind sie in der Regel teurer. Dies ist eine Frage der Fertigungslogik, keine Marketingaussage.
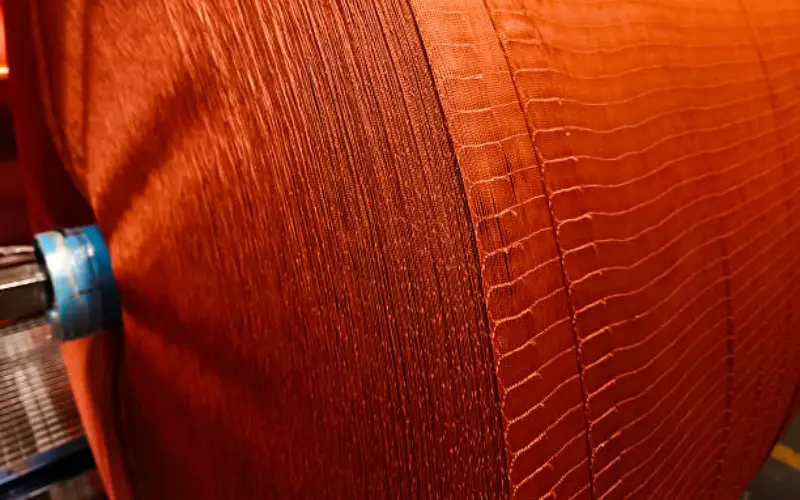
2.1 Förderband mit geformter Kante – Eine einteilig geformte Strukturlösung
Aus fertigungstechnischer Sicht ist die Logik hinter Förderbändern mit geformten Kanten sehr einleuchtend.
Die Kanten werden gleichzeitig während des Formgebungsprozesses fertiggestellt und Vulkanisation, wobei der Gummi die Stoffkarkasse auf natürliche Weise bedeckt, wodurch nachfolgende Schneidevorgänge überflüssig werden.
Die direkten Ergebnisse sind:
- Kontinuierliche Kantenstruktur und klarer Spannungspfad
- Höhere Toleranz gegenüber Wassereintritt an den Rändern und Delamination zwischen den Schichten
- Kürzerer Prozessweg, jedoch mit spezifischen Anforderungen an Ausrüstung und Breitenbedingungen
2.2 Förderband mit Schnittkante – Die nachfolgenden Prozesse bestimmen die Strukturform
Nach der Vulkanisation wird das Förderband mit der Schnittkante längs eingeschnitten (geschlitzt), um die gewünschte Breite zu erhalten, wodurch die Stoffkante freigelegt wird.
Hier ist eine technische Tatsache, die verdeutlicht werden muss: Das Förderband mit geschnittener Kante ist nicht „einfacher im Prozess“, da es im Vergleich zur geformten Kante einen zusätzlichen, unabdingbaren nachfolgenden Schneidevorgang erfordert, der höhere Standards für die Maßhaltigkeit und Kantenkonsistenz voraussetzt.
2.3 Wenn die Breite zu einer „strukturellen Randbedingung“ wird
In der tatsächlichen Produktion ändert sich die Situation grundlegend, wenn die Breite des fertigen Produkts in den schmalen Bereich (typischerweise <300 mm) fällt:
- Aufgrund von Einschränkungen, die durch die Formtrommelstruktur, die Stabilität des Faserverbunds und die Vulkanisationsspannung bedingt sind,
- Die Herstellung von Förderbändern mit geformten Kanten ist in diesem Breitenbereich schwierig, was zu einer erheblichen Verringerung der Ausbeute führt.
Daher gilt in diesem Szenario:
Förderbänder mit geschnittenen Kanten sind keine „wirtschaftlichere Wahl“, sondern die einzig realistisch realisierbare Konstruktionsform.
Aus diesem Grund werden SchmalbandanwendungenDer Unterschied zwischen Schnittkante und Formkante ist keine Frage der Auswahl, sondern eine Frage der Fertigungsgrenzen.
3.Warum Förderbänder mit geformter Kante oft überdimensioniert sind
Einfach ausgedrückt: Das Beharren auf Förderbändern mit geformten Kanten in vielen Projekten heutzutage ist im Wesentlichen ein Erbe der Geschichte und keine technische Notwendigkeit.
3.1 Das Zeitalter der Baumwollstoffe – Die richtige Lösung für ein altes Problem
Im frühen 20. Jahrhundert, die Hauptmaterial für Förderband Skelette war aus Baumwollstoff.
Dies war eine technische Realität:
- Baumwollfasern haben eine hohe Wasseraufnahmerate, die 15–25 % ihres Eigengewichts erreicht (Angaben aus der Industrie).
- Sobald die Ränder freiliegen, dringt schnell Feuchtigkeit ein.
- Das Ergebnis sind verminderte Haftung zwischen den Schichten, Ablösung an den Kanten und vorzeitiges Versagen.
In jener Zeit waren Förderbänder mit geformten Kanten völlig ausreichend, ja sogar die einzig vernünftige Lösung.
Die Gummikanten waren keine „Premium-Ausstattung“, sondern eine Überlebensnotwendigkeit.
3.2 Synthetische Stoffe haben alles verändert
In den 1960er- und 1970er-Jahren wurde Nylon/Polyester (NN/EP) wurde allmählich zum gängigen Skelettmaterial.
Hier ist eine stark unterschätzte Veränderung:
- Synthetische Fasern weisen typischerweise eine Wasseraufnahmerate von <4% auf.
- Selbst bei Förderbändern mit geschnittenen Kanten kommt es nicht mehr zu strukturellen Schäden an den Kanten durch Wasseraufnahme.
Doch hier liegt das Problem: Die Inhalte haben sich verändert, aber die Standards und das Verständnis haben nicht Schritt gehalten.
3.3 Woher Überspezifikation kommt
Heute sehen wir also ein häufiges Phänomen:
- Moderne Betriebsbedingungen
- Gerüst aus synthetischen Fasern
- Nicht korrosive Umgebung
Dennoch gehören Förderbänder mit geformten Kanten immer noch zur Standardausstattung.
Und niemand prüft ernsthaft, ob der Unterschied zwischen Förderbändern mit geschnittener und geformter Kante unter den heutigen Bedingungen noch relevant ist.
Das ist kein technologischer Konservatismus, sondern einfach nur die übliche Trägheit.
4. Was ist ein Förderband mit geformter Kante?
In TiantieBei dem Fertigungssystem von [Name des Herstellers] bezeichnet der Begriff „geformtes Kantenförderband“ ein Förderband, dessen Kantenstruktur während des Formgebungsprozesses auf die endgültige Breite ausgelegt wird und dessen Kantengummi und Bandstruktur während desselben Vulkanisationsprozesses integral gehärtet und geformt werden.
Die Kantenform wird nach Abschluss der Vulkanisation festgelegt und erfordert kein nachträgliches Schneiden. Die Kantenabmessungen, die Form und der strukturelle Zustand des fertigen Förderbandes entsprechen seinem endgültigen Zustand nach Verlassen der Produktionslinie.
4.1 Wie geformte Kantengürtel hergestellt werden
Die Herstellung von Förderbändern mit geformten Kanten umfasst im Wesentlichen das Formen auf die gewünschte Breite, das Aufbringen von Kantendichtungsstreifen und die direkte Vulkanisation. Der Prozessablauf ist klar definiert und beinhaltet keine unnötigen Schritte.
4.1.1 Herstellungsprozess:
1.Ermitteln Sie die fertige Breite
Ausgehend von den Arbeitsbedingungen des Kunden, der Anlagenstruktur und den Installationsbedingungen werden zunächst die endgültige Breite und die zulässigen Toleranzen ermittelt. Die Produktion wird dann während des Formgebungsprozesses entsprechend dieser Breite organisiert.
2.Anbringen von Kantendichtungsstreifen beim Formen
Während des Formgebungsprozesses des Förderbandes werden auf beiden Seiten des Bandkörpers Kantendichtungsstreifen angebracht, um vor der Vulkanisation eine vollständige Gummikantenstruktur zu gewährleisten.
3.Stahlbandkontrolle während der Vulkanisation
Beim Vulkanisieren werden Stahlstreifen entlang der fertigen Breite des Förderbandes beidseitig eng an die Bandkante angelegt. Dies verhindert das seitliche Ausfließen des Gummis unter den hohen Temperatur- und Druckbedingungen und gewährleistet so stabile Kantenabmessungen und gerade Kanten.
Bei diesem Verfahren ist weder das Falten des Gummis noch die Verwendung spezieller Formen erforderlich.
4.Standard-Vulkanisationszyklus-Härtung
Die Vulkanisationszeit wird strikt gemäß der validierten Kautschukmischungsrezeptur und den Leistungsanforderungen eingehalten. Tiantie Labor, ohne zusätzliche Verlängerung der Vulkanisationszeit aufgrund der geformten Kantenstruktur des Förderbandes.
4.1.2 Prozessgrenzen und Lieferfähigkeiten:
- Es werden keine speziellen Formen benötigt.
- Kein extra breiter Zuschnitt erforderlich
- Mindestbestellmenge: 100 m
- Unter gleichen Bedingungen ist der Produktionszyklus typischerweise kürzer als bei Förderbändern mit geschnittener Kante.
4.2 Strukturelle Merkmale von Förderbändern mit geformten Kanten
Aus Sicht des fertigen Produkts sind die Kanteneigenschaften eines Förderbandes mit geformter Kante sehr klar definiert.
4.2.1 Kantenmorphologie
Die Kante ist eine vertikale Kante, die senkrecht zur Riemenoberfläche verläuft und keine abgerundeten oder geneigten Übergänge aufweist.
4.2.2 Dickenkonsistenz
Die Kantenstärke entspricht der Stärke des Hauptbandkörpers. Ein stabiles Förderband mit geformter Kante benötigt keine „Kantenverdickung“, um strukturelle oder Schutzfunktionen zu erfüllen.
4.2.3 Strukturelle Kontinuität
Der Randgummi härtet während der Vulkanisation synchron mit dem Riemenkörper aus, und die Randstruktur wird bereits im Herstellungsprozess fixiert.
4.2.4 Faltfreie Struktur
Der Prozess beinhaltet keine Faltvorgänge, und strukturell gibt es keine gefalteten Bereiche, Faltgrenzen oder lokalisierte Verstärkungsbereiche.
4.3 Typische Vorteile und Einschränkungen
4.3.1 Vorteile:
- Die Formgebung erfolgt auf die endgültige Breite, wodurch ein nachträgliches Kantenbeschneiden entfällt und ein direkterer Produktionsablauf insgesamt ermöglicht wird.
- Überbreite Schnitte sind nicht erforderlich, was zu einer hohen Materialausnutzung und geringeren Kosten im Vergleich zu hochmodernen Förderbändern führt.
- Niedrige Mindestbestellmenge (100 m), wodurch es sich besser für Projektnachschub und Wartungsbedarf eignet.
4.3.2 Einschränkungen:
- Die Kantenqualität hängt stark von der Passung beim Umformen und der Positionierungsgenauigkeit des Stahlbandes ab.
- Eine langfristige Fehlausrichtung des Förderbandes wird sich weiterhin zuerst auf die Kanten auswirken, was hohe Standards für die Ausrichtung der Ausrüstung und das Management vor Ort erfordert.
5.Was ist ein Förderband mit geschnittener Kante?
Bei einem Förderband mit geschnittener Kante handelt es sich um eine Förderbandkonstruktion, bei der die endgültige Kante direkt durch Längsschnitt nach dem Formen und Vulkanisieren hergestellt wird.
Die Schnittkante ist die fertige Kante; ihre Form, Breite und Geradheit werden alle in einem einzigen Schneidevorgang bestimmt.
Diese Konstruktion ist bei Textilförderbändern sehr verbreitet und stellt in vielen Fabriken eine Standardproduktionsmethode dar.
5.1 Wie Schneidkanten-Förderbänder hergestellt werden
Das Herstellungsprozess eines Förderbandes mit geschnittener Kante Das ist nicht komplex; der Schlüssel liegt darin, wie der Schneidevorgang konsequent und präzise ausgeführt wird.
Herstellungsprozess:
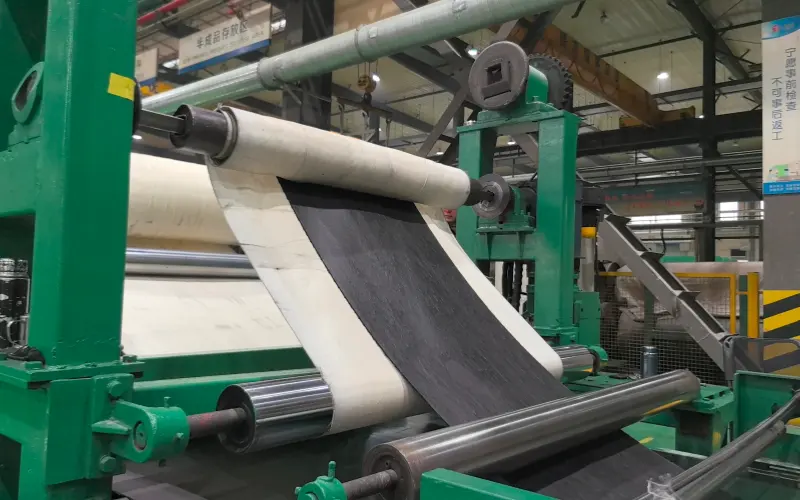
1.Bandformung und Vulkanisation
Das Förderband wird entsprechend der Konstruktionsvorgabe geformt und vulkanisiert. Deckgummi und Gewebekarkasse werden in diesem Arbeitsgang als Einheit ausgehärtet.
2.Längsschneiden (Schlitzen)
Nach der Vulkanisation wird die gewünschte Breite gemäß den Auftragsanforderungen mit einer Längsschneidanlage zugeschnitten.
3.Inspektion des fertigen Produkts
Die Geradheit, die Breitentoleranzen und der Zustand der Schnittfläche werden geprüft, um die Einhaltung der Qualitätsanforderungen des Kunden zu bestätigen.
It sollte be Klarstellungied :
Schneidkantenförderbänder eignen sich im Allgemeinen nur für Textilförderbänder.
Stahlseil-Fördergurte sind nicht geeignet für Schnittkantenstrukturen; es gibt keine technologische Voraussetzung für die Definition der Kante durch Längsschnitt.
5.2 Strukturelle Merkmale von Förderbändern mit geschnittener Schneide
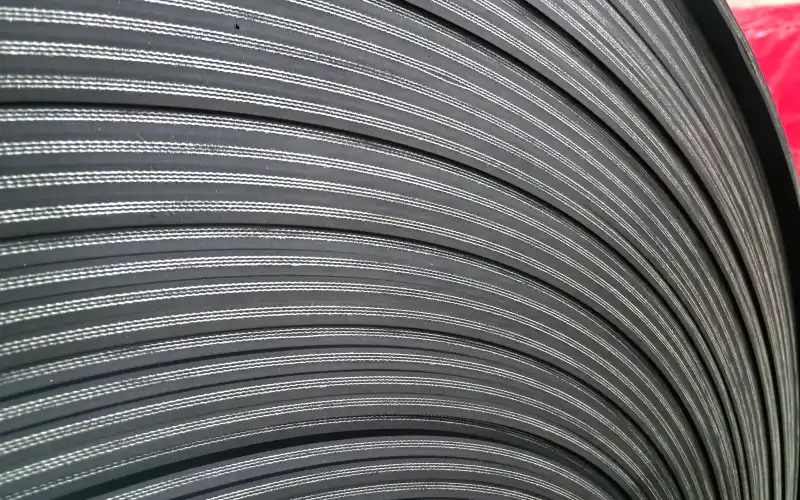
Strukturell weisen die Kanten von Förderbändern mit geschnittenen Kanten sehr intuitive und gut beobachtbare Eigenschaften auf.
1.Das Karkasse Der Schichtquerschnitt ist deutlich sichtbar.
Der Stoff ist an der Kante sauber abgeschnitten, und die Schnittfläche ist direkt sichtbar und dient als Abschlussfläche der Gurtkonstruktion.
2.Die Kantenmorphologie wird vollständig durch den Schnitt bestimmt.
Die Geradheit, Ebenheit und Gleichmäßigkeit der Schneide hängen von der Präzision und Betriebsstabilität der Schneidemaschine ab.
3.Die Schnittfläche ermöglicht die Erkennbarkeit der Struktur.
Die Anordnung und Formqualität des Gewebes lassen sich direkt durch den Querschnitt der Schnittkante beobachten.
5.3 Typische Vorteile und Einschränkungen
5.3.1 Vorteile:
- Direkter Prozessweg, ausgereifter Fertigungsprozess
- Flexible Breitenvorgaben; aus demselben Masterband können mehrere Endproduktspezifikationen geschnitten werden.
- Die Produktqualität lässt sich anhand der Schnittfläche beurteilen.
Bei der eigentlichen Produktion kommt es häufig vor, dass die Gewebekarkasse wellenförmige Linien oder eine ungleichmäßige Anordnung aufweist, wenn der Formgebungsprozess nicht ordnungsgemäß gesteuert wird.
Durch die Betrachtung des Schnittkantenquerschnitts lässt sich die Anzahl der Wellenlinien in einem Förderband deutlich erkennen und somit dessen Formqualität direkt beurteilen. Diese Methode zur Qualitätsbestimmung ist bei Förderbändern mit geformten Kanten nicht anwendbar.
5.3.2 Einschränkungen:
- Die Kante bildet die strukturelle Abschlussfläche und ist daher bei langfristiger Fehlausrichtung oder seitlicher Reibung anfälliger für vorzeitigen Verschleiß.
- Die Qualität der Schnittkante hängt stark vom Zustand der Schneidemaschinen und dem Grad der Prozesskontrolle ab.
6.Wesentliche strukturelle Unterschiede zwischen Keilriemen mit geformter Kante und Keilriemen mit geschnittener Kante
6.1 Kantenschutz und Freilegung von Stofflagen
6.1.1 Geformte Kante
- Die Enden der Stofflagen sind vollständig von Gummi umschlossen.
- Der Randbereich ist physisch von der äußeren Umgebung isoliert.
- Die Kante selbst liefert keine sichtbaren Informationen über die Schlachtkörperlagen.
6.1.2 Schnittkante
- Die Enden der Stofflagen liegen an der Schnittfläche direkt frei.
- Die Leistungsfähigkeit der Kanten hängt von der inhärenten Wasserbeständigkeit und chemischen Stabilität des Gewebematerials ab.
- Die Schnittfläche ist deutlich sichtbar und ermöglicht so eine direkte Beobachtung des Zustands des Schlachtkörpers.
6.1.3 Technikrealität
In der überwiegenden Mehrheit der industriellen Anwendungen werden Karkassen aus synthetischem Gewebe verwendet.
Innerhalb dieses Materialsystems führt eine Gummibeschichtung der Kante im Allgemeinen zu keinem messbaren Leistungsunterschied.
6.2 Spannungsverteilung über die Bandbreite
6.2.1 Geformte Kante
- Am Rand existiert eine strukturelle Überlappungszone.
- Zwischen dem Rand und dem Hauptkörper bildet sich eine Steifigkeitsübergangszone.
- Im Bereich des Strukturübergangs entstehen transversale Spannungsgradienten.
- Das mechanische Verhalten des Randbereichs stimmt nicht vollständig mit dem des zentralen Bereichs überein.
6.2.2 Schnittkante
- Von der Mitte bis zum Rand bleiben Dicke und Struktur gleichmäßig.
- Die Gesamtsteifigkeit des Riemens ist über die gesamte Breite hinweg kontinuierlich.
- Die Querspannungsverteilung ist gleichmäßig
- Lastpfade sind klar und vorhersehbar.
6.2.3 Auswirkungen in Hochspannungssystemen
Bei Fernverbindungen Hochspannungsbetrieb Voraussetzungen:
- Die Steifigkeitskonsistenz von SchnittkanteRiemen fördern eine gleichmäßige Spannungsverteilung
- Strukturelle Diskontinuitäten in geformte KanteRiemen können Spannungsunterschiede im Spleißbereich verstärken.
6.3 Wassereintritt und Langzeitstabilität der Grenzfläche
6.3.1 Historischer Hintergrund
In der Frühzeit der Naturfasern führte die Wasseraufnahme am Rand direkt zum Versagen der Zwischenschichten.
6.3.2 Moderne materielle Realität
6.3.3 Geformte Kante
- Der Rand ist vollständig von der äußeren Umgebung isoliert.
- Bietet einen strukturellen Vorteil unter langfristiger hoher Luftfeuchtigkeit oder chemischer Belastung.
6.3.4 Schnittkante
- Unter normalen Betriebsbedingungen führen freiliegende Kanten bei Karkassen aus synthetischem Gewebe nicht zu einem Versagen der Zwischenschichten.
- Das einzige Risiko besteht in extrem langer Eintauchzeit in Verbindung mit mangelhaften Klebesystemen, ein Szenario, das in realen Anwendungen sehr selten auftritt.
6.4 Auswirkungen auf die Spleißgeometrie und die Symmetrie der Verbindung
6.4.1 Kernfaktoren, die die Spleißqualität beeinflussen
- Ob die Kantendicke der Riemenkörperdicke entspricht
- Ob die Spleißgeometrie symmetrisch ist
- Ob die Verbindungsgrenzfläche kontinuierlich ist
6.4.2 Strukturelle Merkmale der Schnittkante
- Die Kantenstärke entspricht der Dicke des Riemenkörpers.
- Die Geometrie der Spleißstelle ist von Natur aus symmetrisch.
- Das Stufenschneiden ist einfach, da die Stufenhöhen über alle Lagen hinweg gleichmäßig sind.
- Der Bindungsbereich kann vollständig entwickelt werden
- Die Spleißfestigkeit erreicht stabil 85–90 % der Riemenfestigkeit (branchenüblicher Standard).
6.4.3 Strukturelle Auswirkungen der profilierten Kante
- Am Rand besteht eine strukturelle Überlappung.
- Für den Randbereich ist eine Kompensation erforderlich. spleißen Region
- Das Stufenschneiden ist komplexer, und es ist schwierig, die Ober- und Unterseite vollständig symmetrisch zu halten.
- Eine gleichmäßige Haftung im Randbereich ist schwieriger zu erreichen.
- Die Spleißfestigkeit liegt typischerweise im Bereich von 75–85 %.
6.5 Toleranz gegenüber Bandfehlausrichtung und Kantenkontakt
6.5.1 Betriebsstätte
Ein gewisser Grad an Fehlausrichtung des Förderbandes ist in jedem Fördersystem unvermeidbar.
Sobald eine Fehlausrichtung auftritt, ist die Riemenkante immer der erste Bereich, der mit Führungsvorrichtungen oder Stützstrukturen in Kontakt kommt.
6.5.2 Geformte Kante
- Die strukturelle Überlappungszone am Rand wird zum primären Kontaktpunkt
- Lokale Spannungskonzentrationen erhöhen die Wahrscheinlichkeit von Kantendelaminationen.
- Sobald eine Delamination auftritt, kann sich der Schaden über die Bandbreite ausbreiten
- Die Reparatur von Kantenschäden vor Ort ist relativ schwierig
6.5.3 Schnittkante
- Keine strukturelle Überlappung am Rand, was zu einer kleineren Kontaktfläche führt
- Die Belastung ist stärker verteilt; Schäden äußern sich typischerweise in Verschleiß der Gummiabdeckung.
- Der Verschleiß der Gummiabdeckung führt in der Regel nicht zu strukturellen Beeinträchtigungen.
- Die Kante lässt sich vor Ort leichter reparieren.
6.5.4 Vergleich unter tatsächlichen Betriebsbedingungen
- Geringfügige Fehlausrichtung (<5 mm):Es gibt nur einen geringen Unterschied zwischen den beiden Kantentypen.
- Mäßige Fehlausrichtung (5–15 mm):Schnittkante Die Riemen weisen 20–30 % geringere Kantenverschleißraten auf.
- Schwere Fehlausrichtung (>15 mm):geformte Kante Bei Riemen besteht ein 3- bis 5-mal höheres Risiko der Kantendelamination.
7.Leistungsvergleich unter realen Industriebedingungen
In realen industriellen Feldanwendungen sind die Leistungsunterschiede zwischen Formkanten-Förderband und Förderband mit Schnittkanten hängen von den Eigenschaften des Betriebssystems selbst ab.
7.1 Hochspannungs- und Langstreckenfördersysteme
7.1.1 Systemeigenschaften:
- Konstruktion aus hochfestem Gewebe
- Förderstrecke typischerweise > 1.5–2 km
- Betriebsspannung nahe der oberen Belastungsgrenze von Textilförderbändern
- Spleißstelle, die langfristiger zyklischer Belastung und Ermüdungsbeanspruchung ausgesetzt ist
Bei solchen Systemen ist die Langzeitstabilität der Spleißverbindung der entscheidende Faktor für die Lebensdauer.
7.1.2 Tatsächliche Leistung von Cut Edge:
1.Spannungsgleichmäßigkeit
- Die Dicke und Struktur des Riemens sind von der Mitte bis zum Rand gleichmäßig.
- Die Querlastverteilung ist gleichmäßig
- Die Spleißgeometrie ist symmetrisch, mit geringer Spannungskonzentration.
- Stabile Langzeit-Ermüdungsleistung
2.Spleißzuverlässigkeit
- Keine Kantendickenkompensation erforderlich
- Hohe Präzision und Wiederholgenauigkeit beim Stufenschneiden
- Gleichmäßige Bindungsschnittstelle
- Die tatsächliche Spleißfestigkeit kann stabil 88–92 % der Gurtfestigkeit erreichen.
3.Wartungskomfort
- Geringfügige Kantenbeschädigungen beeinträchtigen die Spleißgeometrie nicht.
- Die Kantenschutzgummierung kann direkt vor dem Spleißen zugeschnitten werden.
7.1.3 Strukturelle Einschränkungen von Formkanten unter diesen Bedingungen:
- Am Rand besteht eine strukturelle Überlappung.
- Unter zyklischer Hochspannungsbelastung verstärken sich Steifigkeitsunterschiede zwischen der Kante und dem Gurtkörper leichter.
- Der Randbereich der Spleißstelle neigt eher dazu, eine Ermüdungsschwachstelle zu werden.
- Nach längerem Betrieb besteht das Risiko mikroskopischer Delaminationen an der strukturellen Grenzfläche.

7.2 Nasse, schlammige oder schlecht kontrollierte Umgebungen
7.2.1 Umwelteigenschaften:
- Hohe Luftfeuchtigkeit (>85 % relative Luftfeuchtigkeit)
- Häufiger Kontakt mit Wasser oder Schlamm
- Verzögerte oder unzureichende Reinigung und Instandhaltung
- Große Schwankungen der Umgebungstemperatur
Bei Verwendung von Nylon-/Polyester-Kunststoffgewebe als Karkasse zeigen Kantenunterschiede über verschiedene Betriebszeiträume hinweg unterschiedliche Charakteristika.
7.2.2 Tatsächliche Leistung von Cut Edge:
- Kurzfristiger Betrieb (<2 Jahre):kein offensichtlicher Leistungsunterschied
- Mittel- bis langfristiger Betrieb (2–5 Jahre):
- Örtlicher Verschleiß oder leichtes Ablösen der Kantenschutzgummierung können auftreten
- Die Gewebestruktur wird nicht beeinträchtigt.
- Typischer Fehlermodus:
- Oberflächenabdeckung Gummiverschleiß
- Kann vor Ort repariert werden.
7.2.3 Tatsächliche Leistung der geformten Kante:
- Kurzfristige Phase:
- Die Kante bleibt versiegelt und sieht unbeschädigt aus.
- Langfristige Risikopunkte:
- Wenn die Haftungskontrolle an der strukturellen Grenzfläche unzureichend ist
- Feuchte Medien können sich an der Grenzfläche ansammeln.
- Sobald die Delamination einsetzt, kann sich der Schaden entlang der Bandbreite ausbreiten.
7.3 Systeme mit häufiger Riemenfehlausrichtung
7.3.1 Häufige Ursachen für Fehlausrichtungen:
- Unzureichende Montagegenauigkeit der Spannrollensätze
- Ungleichmäßige Materialverteilung
- Verformung der Förderbandstruktur
- Umweltfaktoren (Windlast, Temperaturunterschiede)
7.3.2 Strukturelle Leistungsfähigkeit der Schnittkante:
- Keine strukturelle Überlappung am Rand
- Kleine Kontaktfläche mit verteilter Spannung
- Der Verschleiß konzentriert sich hauptsächlich auf das Deckgummi.
- Geringes Risiko eines fortschreitenden Versagens
- Kanten können durch Kaltverkleben oder Heißverkleben repariert werden.
7.3.3 Strukturelle Leistungsfähigkeit der geformten Kante:
- Der strukturelle Überlappungsbereich an den Kanten wird zum primären Kontaktpunkt.
- Lokale Spannungskonzentration
- Sobald die Randablösung einsetzt, ist die Ausbreitungsgeschwindigkeit hoch.
- Eine Reparatur vor Ort ist schwierig und erfordert in der Regel einen kompletten Riemenaustausch.
7.3.4 Vergleich unter realen Betriebsbedingungen:
- Fehlausrichtung < 3 mm: ähnliche Lebensdauer für beide Kantentypen
- Fehlausrichtung 3–10 mm: Verlängerung der Standzeit der Schnittkante um 15–25 %
- Fehlausrichtung > 10 mm: Standzeit der Schnittkante um 30–50 % verlängert
7.4 Wartungsbeschränkter oder Fernbetrieb
7.4.1 Typische Szenarien:
- Fernfördersysteme für den Bergbau
- Kontinuierliche Hafenbetriebssysteme
- Unbeaufsichtigte Anlagen oder Standorte mit begrenzten Wartungsfenstern
7.4.2 Betriebliche Vorteile von Cut Edge:
- Standardmaterial kann schnell auf verschiedene Breiten zugeschnitten werden.
- Notfall-Ersatzzyklus typischerweise 2–5 Tage
- Edge kann vorübergehend repariert werden, um die Betriebszeit zu verlängern.
- Die Spleißung kann vor Ort ohne Kantenkompensation durchgeführt werden.
7.4.3 Betriebliche Einschränkungen von Mould Edge:
- Kundenspezifische Produktionszyklen dauern in der Regel 15–30 Tage.
- Vorbestellung von gängigen Breiten erforderlich, bindet Kapital
- Strukturelle Schäden an den Rändern sind vor Ort schwer zu beheben.
7.4.4 Vergleich der Betriebskosten:
- Schnittkante:Die Lagerkosten können um 30–40 % gesenkt werden.
- geformte Kante:höherer Lagerdruck und Kapitalauslastung
8.Warum Schneidkantenriemen in Hochspannungssystemen oft besser abschneiden
In Hochspannungsförderanlagen Förderband mit Schnittkanten Sie weisen häufig stabilere und besser vorhersagbare Strukturreaktionen auf. Dies liegt daran, dass unter hoher Zugspannung Kraftwege, Dehnungskonsistenz und Spleißsymmetrie kontinuierlich verstärkt werden und geschnittene Kantenbänder an diesen kritischen Strukturpunkten inhärente Vorteile bieten.
8.1 Klarheit des Kraftwegs
8.1.1 Schnittkante
- Die Lastübertragungswege sind klar:
Von der Riemenscheibe → Gewebelagen → gleichmäßig über die gesamte Bandbreite verteilt - Das mechanische Verhalten des Randes stimmt mit dem des zentralen Bereichs überein.
- Keine lokale strukturelle Überlappung oder Steifigkeitsdiskontinuität
- Die Spannungsverteilung ist aus ingenieurtechnischer Sicht leichter zu berechnen und vorherzusagen.
8.1.2 Geformte Kante
- Am Rand besteht eine strukturelle Überlappung.
- Zwischen der Kante und dem Bandkörper bilden sich lokale Steifigkeitsunterschiede.
- Lastverformung und Lastkonzentration treten im Randbereich auf
- Die Kantengeometrie ist komplexer, was die Modellierung der Spannungsverteilung erschwert.
8.1.3 Praktische Unterschiede unter Hochspannungsbedingungen
Wenn die Betriebsspannung sich der oberen Grenze von Gewebekarkassensystemen nähert, werden diese Unterschiede allmählich deutlich:
- Bei niedriger bis mittlerer Spannung: Strukturelle Unterschiede haben nur begrenzte Auswirkungen
- Mit zunehmender Spannung verstärkt sich der Vorteil der Schnittkante hinsichtlich der Spannungsverteilung zunehmend.
- Im Langzeitbetrieb: Der Randbereich von geformten Kantenbändern entwickelt sich mit höherer Wahrscheinlichkeit zu einem lokalen Ausgangspunkt für Ermüdungserscheinungen.
8.2 Querdehnungskonsistenz
8.2.1 Betrieblicher Hintergrund
Beim Betrieb eines Riemens entsteht jedes Mal eine Querspannung, wenn der Riemen über eine Riemenscheibe läuft:
- Zyklische Belastung führt zu transversaler Kontraktion und Erholung
- In Hochspannungssystemen kann die Amplitude der Querdehnung deutlich verstärkt werden.
8.2.2 Strukturelles Verhalten der Schnittkante
- Die Querdehnung ist über die gesamte Bandbreite gleichmäßig.
- Die Rand- und Zentralregionen ziehen sich synchron zusammen und dehnen sich synchron aus.
- Es existieren keine lokalisierten Spannungskonzentrationszonen.
- Bei langfristigem Radfahren ist die Ermüdungsakkumulation gleichmäßiger.
8.2.3 Strukturelles Verhalten von Formkanten
Die strukturelle Überlappung am Rand begrenzt die Querverformung
An der Grenze der Randstruktur entstehen Dehnungsgradienten.
Bei langfristiger zyklischer Belastung ist dieser Bereich anfälliger für die Ansammlung von Ermüdungsschäden.
8.2.4 Technische Beobachtungsdaten
Unter langfristigen zyklischen Betriebsbedingungen:
- SchnittkanteAn den Rändern waren keine offensichtlichen Ermüdungserscheinungen zu erkennen.
- geformte Kante: mikroskopische Ermüdungsrisse wurden in einigen Proben an der strukturellen Randgrenze beobachtet
8.3 Spleißsymmetrie (Bedeutung der Spleißsymmetrie)
8.3.1 Technische Realität von Spleißen
- Die Spleißstelle ist das schwächste strukturelle Glied im gesamten Förderband.
- Selbst bei vollständig qualifizierten Verfahren erreicht die Spleißfestigkeit typischerweise nur 85–92 % der Bandfestigkeit.
- In tatsächlichen Ausfallfällen sind Spleißprobleme für mehr als 70 % verantwortlich.
8.3.2 Vorteile der Schnittkante in der Spleißkonstruktion
1.Geometrische Symmetrie
- Die Kantenstärke entspricht der Dicke des Riemenkörpers.
- Ober- und Unterseite sind vollständig symmetrisch.
- Die Stufenschnitthöhen sind einheitlich.
- Die Bindungsfläche kann maximiert werden
2.Spannungssymmetrie
- Die Spannungsverteilung im Spleißbereich ist symmetrisch.
- Keine lokale Spannungskonzentration am Rand
- Geringstes Delaminierungsrisiko
8.3.3 Strukturelle Herausforderungen von Formkanten an der Verbindungsstelle
1.Geometrische Asymmetrie
- Strukturelle Überlappungen an den Rändern führen zu Inkonsistenzen zwischen Ober- und Unterseite.
- Stufenschnitte erfordern Ausgleichsanpassungen im Kantenbereich
- Die effektive Klebefläche verringert sich um etwa 5–8 %.
2.Spannungsasymmetrie
- Der Randbereich der Spleißstelle ist anfälliger für Spannungskonzentrationen.
- Randverbindungen werden zur bevorzugten Fehlerstelle
- Nach längerem Betrieb steigt das Risiko einer Delamination der Kantenverbindungen deutlich an.
9.Warum profilierte Förderbänder unter rauen und instabilen Bedingungen bevorzugt werden.
In bestimmten industriellen Umgebungen resultieren die Risiken für Förderbänder nicht aus der Spannung oder der Verbindungsqualität, sondern aus der Unkontrollierbarkeit der Umgebung selbst. In diesen Szenarien ist der Wert eines Formkanten-Förderband spiegelt sich nicht in „höherer Leistung“ wider, sondern im Scheitern. weniger wahrscheinlich.
9.1 Umweltverträglichkeit
Unter den folgenden Umweltbedingungen, Formkanten-Förderband ist oft unersetzlich.
9.1.1 Kontinuierliche Einwirkung stark saurer oder alkalischer Umgebungen
1.Umwelteigenschaften:
- pH < 3 oder pH > 11
- Langfristiger, wiederholter Kontakt von chemischen Medien mit Bandkanten
- Häufiges Reinigen erforderlich, da chemische Rückstände schwer vollständig zu entfernen sind.
2.Praktische Risiken von Cut Edge:
- Die Enden der Stofflagen liegen direkt frei
- Chemische Medien können entlang der Kapillarstruktur der Gewebelagen eindringen.
- Bei langfristiger Einwirkung verschlechtert sich die Klebeverbindung allmählich.
3.Strukturelle Vorteile der profilierten Kante:
- Die Randgummierung bildet eine durchgehende Struktur
- Die Enden der Gewebelagen sind vollständig von externen chemischen Medien isoliert.
- Die Kapillarpenetrationswege werden wirksam blockiert
In solchen Umgebungen ist die Kantenabdichtung selbst der wichtigste Schutzmechanismus.
9.1.2 Hohe Temperatur + Hohe Luftfeuchtigkeit + Langzeit-Eintauchbedingungen
1.Typische Bedingungen:
- Die kontinuierliche Eintauchzeit macht >50 % der Betriebszeit aus.
- Umgebungstemperatur >60 °C
- Relative Luftfeuchtigkeit >90%
2.Mögliche Risiken von Cut Edge:
- Unter extremen kombinierten Bedingungen
- Klebeverbindungen können langfristig Leistungseinbußen aufweisen.
- Das Risiko resultiert aus der „langfristigen Akkumulation“, nicht aus kurzfristigem Versagen.
3.Strukturelles Verhalten der profilierten Kante:
- verhindern Wassereintritt entlang der Stofflagenenden
- Verringert die Wahrscheinlichkeit einer langfristigen Verschlechterung der Grenzfläche durch längeres Eintauchen
Es muss betont werden, dass:
Solche Risiken sind nur unter extremen, langfristigen kombinierten Bedingungen von technischer Bedeutung, nicht jedoch in normalen feuchten Umgebungen.
9.2 Kantenhaltbarkeit
In manchen Systemen kommt es nicht nur zu „gelegentlichem Kontakt“ der Kante, sondern diese ist ständig Reibung und Stößen ausgesetzt.
1.Typische Szenarien, in denen die Formkante von Vorteil ist:
- Schlecht konstruierte Führungsgeräte
- zu geringe Abstände zwischen den Fußleisten
- Begrenzte Förderbandbreite, wodurch unzureichender Platz für Randbewegungen verbleibt
2.Strukturelle Schutzmechanismen:
- Zusätzliche Gummischichten am Rand sorgen für Dämpfung.
- Der Verschleiß tritt zuerst in der Gummischicht auf.
- Stofflagen sind nicht direkt an der Reibung beteiligt.
Unter der Voraussetzung guter Ausrichtung, aber häufigem Kantenkontakt, beträgt die Kantenverschleißlebensdauer geformte Kante kann um 30–50 % erweitert werden.
3.Voraussetzungen, die klar angegeben werden müssen:
- Dieser Vorteil gilt nur für gut ausgerichtete Systeme.
- Sobald eine signifikante Fehlausrichtung auftritt
- Die strukturelle Überlappung am Rand wird stattdessen zu einem Hochrisikopunkt.
9.3 Fehlermodusmanagement
Der eigentliche Unterschied im Wert der beiden Kantentypen liegt nicht darin, „ob ein Fehler auftritt“, sondern wie es zu Fehlern kommt und wie gut sie kontrollierbar sind.
1.Versagensart der Schnittkante:
- Primäre Form: Verschleiß der Kantenabdeckung
- Fehlerverlauf: allmählich und vorhersehbar
- Strukturelle Folge: kosmetischer Schaden, die Stofflagen bleiben intakt
- Reparaturmethode: Reparatur vor Ort möglich, Lebensdauer kann verlängert werden
2.Versagensart der Formkante:
- Primäre Form: Delamination an der strukturellen Grenzfläche
- Fehlerverlauf: Nach der Einleitung breitet sich der Fehler schnell aus.
- Strukturelle Folge: Strukturelle Schäden am Rand
- Reparaturmethode: In der Regel ist ein kompletter Riemenaustausch erforderlich.
3.Interpretation auf Ingenieursebene:
- Schnittkante:Das Versagen ist beherrschbar, reparierbar und fortschreitend.
- Geformte Kante:Unter normalen Betriebsbedingungen langlebiger, aber im Fehlerfall sind die Kosten höher.
10Gesamtbetriebskosten: Über den Anschaffungspreis hinaus
Bei praktischen technischen Entscheidungen besteht die Wahl zwischen Formkanten-Förderband und Förderband mit Schnittkanten ist im Wesentlichen ein Gesamtbetriebskosten (Total Cost of Ownership) Es geht um mehr als nur einen einfachen Stückpreisvergleich.
Selbst wenn die Mindestbestellmenge für beide Kantentypen gleich groß ist (100 m), werden sich die langfristigen Kosten hinsichtlich Liefereffizienz, Lagerstruktur, Wartungsmethoden und Ausfallrisiko dennoch allmählich unterscheiden.
10.1 Produktionseffizienz und Lieferzeit
Zunächst muss ein häufig missverstandener Sachverhalt klargestellt werden:
für Tiantiedie tatsächliche Produktion, die Mindestbestellmenge für beide Schnittkante und geformte Kante beträgt 100 m.
Den entscheidenden Unterschied macht nicht die Mindestbestellmenge, sondern die Produktionsorganisation und die Flexibilität in der Breite.
10.1.1 Produktions- und Liefermerkmale von Schnittkanten
- Fertigungsprozess:Standardvulkanisation → Zuschnitt nach Bedarf → Lieferung
- Lagerauslastung:
Standardbreite Masterrollen (z. B. 1200 mm) können in mehrere Endbreiten zugeschnitten werden. - Lieferzeit:
2–5 Tage, sofern der Artikel auf Lager ist - Mindestbestellmenge:
100 m - Breitenflexibilität:
Je nach Bedarf können unterschiedliche Breiten zugeschnitten werden, die Genauigkeit ist auf ±5 mm kontrollierbar.
10.1.2 Produktions- und Liefermerkmale von Formkanten
- Fertigungsprozess:Formgebung auf Endbreite → Vulkanisation → Lieferung
- Produktionsorganisation:
Obwohl die Mindestbestellmenge ebenfalls 100 m beträgt, erfordert jede Breite eine separate Produktionsplanung. - Lieferzeit:
Üblicherweise 15–30 Tage, abhängig von der aktuellen Produktionsplanung und der Verfügbarkeit der Form. - Breitenflexibilität:
Die Breite wird vor der Produktion festgelegt und kann nachträglich durch Zuschneiden nicht mehr angepasst werden.
10.1.3 Typischer Effizienzunterschied (bei einer erforderlichen Breite von 300 mm)
- Schnittkante:
Kann schnell geliefert werden, indem direkt aus 1200 mm Standardmaterial geschnitten wird. - geformte Kante:
Selbst wenn nur 100 m benötigt werden, müssen für die 300 mm Breite separate Formgebungs- und Vulkanisationsvorgänge durchgeführt werden. - Auswirkungen auf den Zeitaufwand:
In realen Projekten beträgt der durchschnittliche Lieferzyklus geformte Kanteist immer noch etwa 15–20 Tage länger als die von Schnittkante.
10.1.4 Unterschiede im Bestandsmanagement
- Spitzenstrategie:
Halten Sie eine kleine Menge an Standardbreiten vorrätig, um verschiedene Anforderungen abzudecken. - Strategie für geformte Kanten:
Lagerbestand separat für jede gängige Breite - Daraus resultierende Lagerkosten:
Kapital gebunden in geformte KanteDie Lagerbestände sind in der Regel immer noch 40–60 % höher.
10.2 Unterschiede bei Wartungs- und Reparaturkosten
Der Umgang mit Kantenschäden ist ein entscheidender Faktor für die langfristigen Kosten.
10.2.1 Schnittkante
- Typische Schadensform:Verschleiß der Kantenschutzgummierung
- Reparaturmethoden vor Ort:
- Kaltklebestreifen: ca. 30 Minuten, Kosten < 50 €
- Heißreparatur: ca. 2 Stunden, Kosten < 200 €
- Reparatureffekt:
Die Nutzungsdauer kann um 3–12 Monate verlängert werden. - Ausfallzeit:
5-2 Stunden
10.2.2 Geformte Kante
- Typische Schadensform:Delamination an der strukturellen Grenzfläche
- Machbarkeit einer Reparatur vor Ort:
- Geringfügige Delamination: Eine Reparatur durch Verklebung kann versucht werden, Erfolgsquote <50 %
- Offensichtliche Delamination: in der Regel nicht vor Ort reparierbar.
- Häufiges Ergebnis:
Kompletter Riemenwechsel erforderlich - Ausfallzeit:
4–8 Stunden (Austausch + Spleißung)
10.3 Auswirkungen des Spleißintervalls und der Kosten
10.3.1 Schnittkante
- Spleißintervall:4-5 Jahre
- Spleißkosten:2,000–5,000 US-Dollar pro Veranstaltung
10.3.2 Geformte Kante
- Spleißintervall:3-4years
- Spleißkosten:2,500–6,000 US-Dollar pro Veranstaltung
10.3.3 Vergleich der jährlichen Wartungskosten (1000 m²-System):
- Schnittkante:800–1,200 $ / Jahr
- geformte Kante:1,200–2,000 $ / Jahr
→ typischerweise 20–40 % höher
10.4 Wann höhere Anfangskosten den ROI rechtfertigen
Selbst bei gleicher Mindestbestellmenge sind die anfänglichen Beschaffungskosten von geformte Kante ist in der Regel höher als die von SchnittkanteOb dies gerechtfertigt ist, hängt davon ab, ob es messbare langfristige Erträge liefert.
10.4.1 Szenarien, in denen sich der ROI von Formkanten lohnt
1.Kontinuierliche Einwirkung starker Säuren und Laugen
- Anfängliche Kostensteigerung: 15–25 %
- Vermeidung von Kosten: Zwischenschichtdelamination durch chemische Korrosion
- Mögliche Einsparungen: 30–50 %
- Amortisationszeitraum: 12–18 Monate
2.Hohe Luftfeuchtigkeit + langfristige Eintauchbedingungen
- Anfängliche Kostensteigerung: 15–25 %
- Vermiedene Kosten: langfristige Verschlechterung der Randschnittstelle
- Amortisationszeitraum: hängt von der Betriebsdauer und der Wartungshäufigkeit ab
3.Fern- oder hochzuverlässige Systeme
- Anfängliche Kostensteigerung: 15–25 %
- Vermiedene Kosten: ungeplante Ausfallzeiten
- Verlust durch einmaligen Ausfall: 5,000–50,000 US-Dollar
- Amortisationszeitraum: typischerweise 6–24 Monate
10.4.2 Szenarien, in denen eine Investition in Spitzentechnologie gerechtfertigt ist
1.Standardbetriebsbedingungen, Karkassensysteme aus synthetischem Gewebe
- Anfängliche Kostenersparnis: 15–30 %
- Kurze Lieferzeiten reduzieren Ausfallzeiten und Wartezeitkosten.
- 5-jährige Gesamtbetriebskosteneinsparung: 20–35 %
2.Mehrere Breitenvorgaben oder Kleinserienbedarf
- Einsparung der anfänglichen Beschaffungskosten: 15–30 %
- Einsparung der Lagerkosten: 40–60 %
- Vermeidet effektiv Überbestände
3.Systeme mit instabilen Ausrichtungsbedingungen
- Kantenschäden sind kontrollierbar und reparierbar
- Niedrigere langfristige Wartungskosten
- TCO-Einsparung:25-40%
10.5 Entscheidungsformel
Gesamtkosten = Anschaffungskosten + (Jährliche Wartungskosten × Nutzungsdauer) + (Ausfallverluste × Ausfallhäufigkeit) + Lagerhaltungskosten
11 Sonderfälle: Wenn der Kantentyp nicht auswählbar ist
In den meisten Anwendungen mit Förderbändern für Gewebekarkassen, Förderband mit Schnittkanten und Formkanten-Förderband kann durch Abwägung der Betriebsbedingungen ausgewählt werden.
In wenigen Fällen, in denen die Kantenart durch Vorschriften, Materialsysteme oder Nutzungsbedingungen stark eingeschränkt ist, ist sie jedoch nicht optional, sondern wird direkt durch technische Anforderungen vorgegeben.
11.1 Feuerbeständige Gürtel
Innerhalb von feuerfestes Förderband Bei diesen Systemen ist die Edge-Struktur Teil der Compliance-Anforderung und keine Option zur Leistungsoptimierung.
11.1.1 Technischer und normativer Hintergrund
In Normensystemen, die repräsentiert werden durch DIN 22103 (Feuerwiderstandsklassifizierung) besteht eine klare bauliche Voraussetzung:
Die Deckgummischicht muss die Gewebelagen durchgehend umschließen; freiliegende Gewebebahnen am Bandrand sind nicht zulässig.
11.1.2 Technische Begründung
Sobald Gewebelagen an den Rändern freiliegen, können sie unter Flammen-, Hochtemperatur- oder Wärmestrahlungsbedingungen zu Kanälen für die Flammenausbreitung und den Wärmetransfer werden und so die Integrität des feuerfesten Systems des Gürtels direkt beeinträchtigen.
11.1.3 Schlussfolgerung vom Kantentyp
- Für Anwendungen mit feuerbeständigen Förderbändern:
→ Es muss eine geformte Kante verwendet werden. - SchnittkanteErfüllt nicht die strukturelle Anforderung einer durchgehenden Randabdeckung, die von Brandschutzsystemen vorgeschrieben ist.
11.1.4 Typische Anwendungsumgebungen
In diesen Szenarien liegt das Wesen des Randes Typauswahl is Einhaltung der baulichen Voraussetzungen für den Brandschutz.
11.2 Öl- und chemikalienbeständige Deckschichten
Bei Verwendung öl- oder chemikalienbeständiger Deckschichten beeinflusst die Kantenstruktur direkt die Langzeitstabilität der Verbindungsfläche.
11.2.1 Materialeigenschaften spezieller Deckmischungen
- Formulierungen mit hohem Füllstoffgehalt
- Hoher Ruß- und Weichmachergehalt
- Im Vergleich zu Allzweck-Abdeckmassen ist die Haftfestigkeit an Gewebelagen typischerweise 10–20 % geringer.
11.2.2 Technische Risiken von Cut Edge
- Die Enden der Stofflagen liegen direkt frei
- Chemische Medien können entlang der Kapillarstruktur des Gewebes in die Grenzfläche der Bindung eindringen.
- Bei kontinuierlicher Einwirkung beschleunigt sich der Abbau der Grenzfläche deutlich.
11.2.3 Strukturelle Rolle der profilierten Kante
- Bildet am Rand eine durchgehende Gummikapselung.
- Isoliert die Enden der Gewebelagen vor chemischen Medien
- Blockiert wirksam die Kapillarpenetrationswege
11.2.4 Logik der Ingenieursauswahl
- Stark saure oder alkalische Umgebungen(pH < 4 oder > 11, kontinuierliche Exposition):
→ Eine profilierte Kante ist eine zwingend notwendige Konstruktionswahl - Ölbeständige Umgebungen:
- Zeitweiser Kontakt: Schnittkanteist akzeptabel
- Kontinuierlicher Kontakt: geformte KanteIst bevorzugt
Grundlage für dieses Urteil ist die Intensität und Dauer der Chemikalienexpositionnicht die inhärente „Stärke“ des einen Kantentyps gegenüber dem anderen.
11.3 Lebensmittelechte und hellfarbige Abdeckbänder
Bei dieser Anwendungskategorie wird die Auswahl des Kantentyps eher durch Nutzungsspezifikationen und Kundenerwartungen als durch strukturelle Grenzen bestimmt.
11.3.1 Merkmale der praktischen Anforderungen
- Weiße oder helle Gummiabdeckung
- Hohe Anforderungen an Sauberkeit und visuelle Konsistenz
- Die Randbedingung beeinflusst die Akzeptanzergebnisse direkt.
11.3.2 Praktische Auswirkungen der Schnittkante
- Die Farbe der freiliegenden Stofflagenenden hebt sich deutlich vom Deckgummi ab.
- In der Lebensmittel-, Pharma- und ähnlichen Branchen oft inakzeptabel.
11.3.3 Gängige technische Entscheidung
- geformte Kanteum eine visuelle Übereinstimmung zwischen Kante und Bandoberfläche zu gewährleisten
11.3.4 Ein Punkt, der geklärt werden muss
Dies ist eine Anforderung, die durch Spezifikationen und Ästhetik bedingt ist, nicht weil Schnittkante ist strukturell oder mechanisch unbrauchbar.
Wenn der Kunde den optischen Unterschied ausdrücklich akzeptiert, Schnittkante bleibt technisch gültig.
12Letzter Imbiss
Zwischen Formkanten-Förderband und Förderband mit SchnittkantenDie Beziehung war nie eine von „höherer vs. niedrigerer Spezifikation“, sondern vielmehr von ob die Wahl durch Bedingungen erzwungen wird.
In modernen Förderbandsystemen aus synthetischen Geweben Schnittkante Deckt die überwiegende Mehrheit der realen Betriebsbedingungen ab und weist keine inhärenten Nachteile hinsichtlich Lebensdauer, Wartung, Lieferzeit oder Gesamtkosten auf.
geformte Kante ist nur in einer begrenzten Anzahl von Szenarien gerechtfertigt, in denen Normen, chemische Umgebungen oder risikobezogene Kosten die Anwendung explizit in diese Richtung drängen.
Wenn Sie während des Auswahlverfahrens feststellen, dass Sie wiederholt erklären müssen „Warum eine geformte Kante verwendet werden muss“
Die Antwort ist meist schon klar.
Wenn die Begründung nicht ausreichend ist, Die Schnittkante ist die richtige Wahl..
13FAQ
1. Entstehen alle Probleme mit der Welligkeit der Stofflagen während der Formgebungsphase?
Nicht unbedingt.
Derzeit tritt die überwiegende Mehrheit der im Markt zu beobachtenden Welligkeit während der Formgebungsphase auf, ein kleiner Teil der Fälle entsteht jedoch bereits in der Kalanderphase.
Wenn die Funktion Hersteller Bei Verwendung von minderwertigem Kalandergummi kann es während des Kalanderprozesses zu Verklebungen zwischen den Kalanderwalzen und der Gummimischung kommen. Dies führt zu lokal begrenzten Bereichen, in denen die Dicke des kalandrierten Gummis deutlich größer als üblich ist.
Wenn diese ungleichmäßige Gummischicht dann mit dem Gewebegerüst laminiert wird und in die Vulkanisationsphase eintritt, führen Unterschiede im lokalen Fließverhalten und der Schrumpfung letztendlich dazu, dass sich während der Vulkanisation Wellen im Gewebe bilden.
2. Warum variiert die Kantenqualität selbst bei Förderbändern mit geschnittenen Kanten so stark zwischen verschiedenen Fabriken?
Weil die Qualität von Schnittkante Riemen sind stark abhängig von Konsistenz der vorgelagerten Fertigungnicht beim Schneidevorgang selbst.
Zu den Faktoren, die den entscheidenden Unterschied ausmachen, gehören:
- Stabilität der Gewebespannung während der Formgebung
- Gleichmäßigkeit der Verbindung zwischen Deckgummi und Karkasse
- Ob das Randverhalten während der Vulkanisation kontrolliert wird (z. B. seitlicher Gummifluss)
Das Schneiden von Kanten legt lediglich das strukturelle Ergebnis frei – es „verursacht keine Probleme“.
Was Sie hier sehen, sind im Wesentlichen Unterschiede in den Fertigungsmöglichkeiten, die sich im Schnittquerschnitt verstärken.
3. Unter welchen Umständen würde ein Projekt in einem späteren Stadium von einer geformten Kante auf eine geschnittene Kante umgestellt?
Diese Situation ist in der Tat ungewöhnlich. In Systemen mit klaren Spezifikationen und stabilen Projektzeitplänen tritt sie fast nie auf.
In wenigen ungeplanten oder Notfallsituationen können solche Anpassungen jedoch weiterhin erforderlich sein. Typische Merkmale sind:
- Plötzlicher Ausfall des Fördersystems, der eine schnelle Wiederherstellung des Betriebs erfordert.
- Die ursprüngliche Konstruktion sah eine geformte Kante vor, aber die Lieferzeit passte nicht zum Fenster vor Ort.
- Eine vorläufige technische Bewertung bestätigt Folgendes:
- Es besteht keine zwingende Anforderung an die Feuerbeständigkeit.
- Es besteht keine kontinuierliche Einwirkung von starken Säuren oder Laugen.
- Es wird ein Karkassengewebe aus synthetischem Stoff verwendet.
In diesen Ausnahmefällen verlagert sich der Fokus des Ingenieurteams von
„die optimale Lösung unter den gegebenen Spezifikationen“ zu:
„Wie kann der Systembetrieb so schnell wie möglich und innerhalb eines kontrollierbaren Risikos wiederhergestellt werden?“
In diesem Zusammenhang Schnittkante wird nicht als „Ersatz“ angesehen.
sondern als vorübergehende technische Entscheidung, bei der Zeit, Risiko und Verfügbarkeit gegeneinander abgewogen werden.
Es muss betont werden, dass:
Dies ist kein Standardauswahlverfahren und sollte während der Entwurfsphase nicht als Standardstrategie betrachtet werden.
4. Wie lässt sich die Fertigungszuverlässigkeit schnell und ohne zerstörende Prüfungen beurteilen?
Eine sehr praktische, aber oft übersehene Methode ist es, die Förderbandrolle in ihrem natürlichen, entspannten Zustand zu beobachten.
Konzentrieren Sie sich auf drei Aspekte:
- Ob eine abnorme transversale Wellenbewegung vorliegt
- Ob es im Gürtel lokal begrenzte „weiche“ oder „harte“ Zonen gibt
- Ob der Zustand des Riemens an verschiedenen Positionen innerhalb derselben Rolle einheitlich ist
Ein Förderband mit stabiler Fertigungssteuerung sollte auch ohne angelegte Spannung einen insgesamt gleichmäßigen Zustand ohne rhythmische Verformung aufweisen.
5. Warum bevorzugen erfahrene Ingenieure oft eine Schnittkante gegenüber einer Formkante?
Der Grund ist einfach:
Die Schnittkante legt strukturelle Probleme früher offen, anstatt sie „einzuschließen“.
Aus ingenieurtechnischer Sicht:
- Der Schnittquerschnitt ermöglicht die direkte Beobachtung der Stofflagenanordnung.
- Die Spleißgeometrie ist symmetrischer.
- Beschädigungsarten an Kanten sind besser vorhersehbar und reparierbar.
Für diejenigen, die für den langfristigen Systembetrieb und die Wartung verantwortlich sind,
„prüfbar, reparierbar und kontrollierbar“ ist oft wichtiger als „dicker oder robuster aussehend.“