
1.Die strategische Bedeutung der Förderbandvulkanisation
Bei der Herstellung von Industriebändern Vulkanisierung von Förderbändern ist der entscheidende Schritt, der die endgültige Festigkeit, Stabilität und Leistungsfähigkeit bestimmt. Es ist der Moment, in dem die Festigkeit Rohkautschuk—noch schwach und plastisch — wird umgewandelt in vulkanisiertes Gummi mit überlegener Elastizität, Zugfestigkeit und Hitzebeständigkeit. Die Formgebung verbindet lediglich die Lagen des Riemens, aber Vulkanisation Verleiht diesen Schichten Leben durch Vernetzungsreaktionen innerhalb der Gummimatrix.
Während der Vulkanisationsprozess für FörderbänderTemperatur, Druck und Zeit müssen präzise zusammenwirken. Tiantie Industrial Co., Ltd.Wir legen die Standardbetriebsbereiche basierend auf dem Riementyp fest:
- EP oder NN-Textilbänder: 2–1.6 MPa, häufig 1.4 MPamit Dampf- oder Heißölheizung.
- Stahlseilgürtel (ST): 6–2.0 MPa, erforderlich für eine vollständige Bindung zwischen Stahlseile und Gummi.
- Hitzebeständige oder ölbeständige Riemen: 4–1.8 MPa, etwas höher, um Hohlräume zu vermeiden.
- Besonders dicke oder ≥2200 mm breite Riemen: 8–2.2 MPa, um eine gleichmäßige Kompression zu gewährleisten.
Druck unterhalb 1.2 MPa kann zu Delamination oder Lufteinschlüssen führen, während ein Überschreiten 2.5 MPa Es besteht die Gefahr des Gummiüberlaufs oder der Verformung der Karkasse. Die typische Vulkanisationstemperatur beträgt 140-160 ° C, mit einer Aushärtungszeit von 20-30 Minuten pro 10 mm of Gesamtdicke(Dies ist der Durchschnittswert der von [Name des Herstellers] hergestellten Förderbänder.) Tiantie Die Fertigung erfolgt auftragsbezogen. Die tatsächlichen Anforderungen richten sich nach den unterschiedlichen Standards für Kernschicht und Deckgummi. Diese Parameter gewährleisten eine gleichmäßige molekulare Vernetzung und führen zu Riemen mit Langzeitstabilität und Ermüdungsbeständigkeit.
Bei Feldeinsätzen, heiß Vulkanisierung von Förderbändern ist ebenso wichtig. Eine ordnungsgemäß durchgeführte Verbindung des Förderbandes unter Verwendung eines kalibrierten Vulkanisiermaschine für Förderbänder erreicht über 90 % der ursprünglichen Festigkeit und übertrifft damit mechanische Alternativen wie Befestigungselemente für Förderbänder oder Schnellspannvorrichtungen. Das Ergebnis ist ein ruhigerer Lauf, geringere Vibrationen und eine längere Lebensdauer des Riemens.
Gemäß den Normen ISO 14890 und ASTM D412, präzise Vulkanisierung von Förderbändern Erhöht die Zugfestigkeit und Lebensdauer um bis zu 40 %. Wenn also durch das Umformen die Form des Riemens bestimmt wird, Vulkanisierung definiert seine Seele—und der nächste Schritt besteht darin, genau zu verstehen, wie Hitze und Chemie diese Umwandlung ermöglichen.

2.Die Grundprinzipien der Vulkanisation
In unseren Produktionslinien, Vulkanisierung von Förderbändern Die Vulkanisation ist kein einfacher Erhitzungsprozess, sondern eine kontrollierte chemische Umwandlung, die dem Riemen seine mechanische Festigkeit und thermische Stabilität verleiht. Vor der Vulkanisation ist Rohkautschuk zwar fest, aber unelastisch und weist keine innere Kohäsion auf. Ziel der Vulkanisation ist es, dieses Material durch Vernetzung umzuwandeln und schwache Polymerketten in ein widerstandsfähiges, dreidimensionales Netzwerk zu verwandeln, das dauerhafter Spannung und Hitze standhält.
1. Chemischer Mechanismus
Im Vulkanisation von GummiförderbändernSchwefel reagiert mit den Doppelbindungen von Naturkautschuk (NR) oder Styrol-Butadien-Kautschuk (SBR). Wenn die Mischung bei 140-160 ° CSchwefelringe (S₈) öffnen sich und verknüpfen separate Polymerketten über C–S–S–C- oder C–S–C-Brücken. Aktivatoren wie Zinkoxid und Stearinsäure beschleunigen diese Reaktion, während Promotoren wie CBS, MBTS oder TMTD Art und Dichte der Vernetzungen steuern.
Die Vernetzungsdichte bestimmt die Leistungsfähigkeit:
- Zu niedrig → der Riemen bleibt weich, klebrig und thermisch instabil.
- Zu hoch → Übervulkanisation, was zu Steifheit und Elastizitätsverlust führt.
Eine ausgewogene Vernetzungsstruktur ermöglicht Vulkanisierung von Förderbändern um sowohl Flexibilität als auch langfristige Stärke zu erreichen.
2. Thermischer Effekt
Die Temperatur liefert die Aktivierungsenergie für die Vernetzung. Unterhalb von 120 °C sind Reaktionen vernachlässigbar; innerhalb 140-160 ° CDie Aushärtungsrate ist stabil und gleichmäßig. Temperaturen über 165 °C können zu Anbrennen oder Rückbildung führen. Bei Mehrschichtbändern zeigen interne Thermoelemente, dass die Temperaturunterschiede zwischen Oberfläche und Kern bis zu [Wert fehlt] betragen können. 10-20 ° CDer Aushärtungszyklus ist erst dann abgeschlossen, wenn der Kern den Zielbereich lange genug beibehält, um eine vollständige Reaktion zu ermöglichen – typischerweise 20–30 Minuten pro 10 mm der Gesamtdicke. Diese Kontrolle gewährleistet eine gleichmäßige molekulare Bindung in jeder Schicht.

3. Mechanische und zeitliche Effekte
Der Druck treibt den Gummifluss an und verdrängt eingeschlossene Luft, wodurch ein vollständiger Kontakt zwischen den Schichten gewährleistet wird. Typische Arbeitsbereiche sind:
- EP/NN-Gürtel: 2–1.6 MPa
- Stahlseilgürtel: 6–2.0 MPa
- Dicke oder breite Gürtel: 8–2.2 MPa
Unten 1.2 MPaEs treten Delaminationen und Lufteinschlüsse auf; darüber 2.5 MPaEs kommt zu Gummiüberschuss oder Karkassenverformung. 0.1 MPa Eine Erhöhung kann die Temperatur um 1–2 °C ansteigen lassen, daher ist das Temperatur-Druck-Gleichgewicht von entscheidender Bedeutung.
Die Aushärtungszeit wird anhand der Rheometer-Messwerte bestimmt. t₉₀ Der Wert – der Zeitpunkt, an dem 90 % der Vernetzung erreicht sind – wird mit einem Faktor von 1.2–1.3 multipliziert, um eine vollständige Reaktion bei voller Dicke zu gewährleisten.
4. Haftung und Leistung
Vulkanisierung von FörderbändernGeschmolzener Gummi dringt in die Gewebestruktur ein und bildet an der Grenzfläche eine mechanische Verzahnung und chemische Bindung. Durch eine fachgerechte Vulkanisation werden schwache Schichten, Blasen und weiche Kerne beseitigt.
Nach präzise Vulkanisierung von FörderbändernZu den messbaren Verbesserungen der Immobilie gehören:
- Zugfestigkeit + 30–60 %
- Reißfestigkeit + 40 %
- Abriebfestigkeit + 20–50 %
- Dauerfestigkeit × 2–3
- Stabile Leistung bei dauerhaft hoher Temperatur
Jede chemische Bindung, die während Vulkanisierung von Förderbändern Dies bestimmt direkt, wie lange das Band unter Belastung hält. Der nächste Schritt besteht darin, diese Prinzipien in die Produktion umzusetzen – wie die Aushärtungsparameter angewendet werden. Herstellungsprozess von Förderbändern um eine wiederholbare industrielle Qualität zu erreichen.

3.Vulkanisation im Förderbandherstellungsprozess
Bei der Herstellung von Förderbändern ist Präzision entscheidend. Vulkanisation Das ist es, was Materialqualität in dauerhafte Leistung umwandelt. Tiantie Industrial Co., Ltd, wir behandeln Vulkanisierung von Förderbändern Dies ist der entscheidende Produktionsschritt, bei dem die mehrlagige Bandstruktur durch kontrollierte Hitze und Druck zu einem einheitlichen, zusammenhängenden System verfestigt wird. Jeder technische Parameter wird durch Tests optimiert und anhand von Leistungsergebnissen verifiziert, bevor er in die Serienproduktion gelangt.
1. Prozessrolle und Definition
Das Vulkanisationsprozess für Förderbänder Es sorgt für die notwendige chemische Vernetzung, die Rohkautschuk in ein stabiles, elastisches und verschleißfestes Material umwandelt. Außerdem verbindet es Karkasse, Deckschicht und Verstärkungsschichten zu einem einheitlichen Körper.
Für EP und NN-GürtelDie Vulkanisation gewährleistet eine perfekte Haftung zwischen den Textillagen. Bei Stahlseilgürteln ermöglicht sie das vollständige Durchdringen und Umschließen jeder einzelnen Drahtlitze mit Gummi und verhindert so ein spannungsbedingtes Ablösen im Betrieb.
2. Vulkanisiergeräte und -systeme
. Der Vulkanisiermaschine für Förderbänder in unserem Werk wird innerhalb genau definierter Bereiche gearbeitet:
- Temperatur:140-160 ° C
- Druck:2–2.2 MPa, abhängig von der Bandstruktur und -dicke
- Heizmethode:Sattdampf- oder Thermoölzirkulation
- Kühlung:sofortiges Entformen mit anschließender natürlicher Luftkühlung
Durch das sofortige Lösen der Presse nach dem Aushärtungszyklus wird eine Überkompression verhindert, während die allmähliche Luftkühlung das Band spannungsfrei stabilisiert. Temperatur und Druck werden durch ein Mehrzonen-Heizsystem gleichmäßig verteilt, um eine gleichmäßige Aushärtung über die gesamte Breite zu gewährleisten.

3. Kontrolliertes Produktionsverfahren
Der Vulkanisationszyklus folgt einer wiederholbaren Abfolge:
- Vorheizen– Die Heizplatten erreichen die Zieltemperatur von 150 °C.
- Druckbeaufschlagung– Der Druck wird allmählich aufgebaut, typischerweise 4 MPa für EP/NN und 1.8 MPa für Stahlseilgürtel.
- Pökeln– Das Band bleibt unter konstanten Bedingungen für 20–30 Minuten pro 10 mm der Gesamtdicke.
- Entformen & Abkühlen– Die Presse öffnet sich sofort; das Band kühlt unter dem Umgebungsluftstrom ab, um die Maßgenauigkeit zu erhalten.
Jeder Zyklus wird entsprechend der Bandstruktur optimiert, um eine vollständige molekulare Vernetzung und stabile Schichthaftung ohne Überhärtung zu gewährleisten.
4. Laborkalibrierung und Prozessoptimierung
Bevor eine Rezeptur in der Produktion eingesetzt wird, durchläuft sie umfangreiche Labortests. Unser Forschungs- und Entwicklungsteam führt mehrere Tests durch. Vulkanisierung von Förderbändern Versuche mit unterschiedlichen Temperaturen, Drücken und Aushärtungszeiten.
Durch die Analyse von Vulkanisationskurven und Rheometerdaten t₉₀ Anhand dieser Werte legen wir für jeden Compoundtyp eine exakte Standard-Aushärtungszeit fest. Diese optimierten Parameter werden anschließend in der Produktionslinie implementiert, um sicherzustellen, dass jede Charge die gleiche Vernetzungsdichte und Haftqualität aufweist.

5. Laborvalidierung und Qualitätssicherung
Nach der Vulkanisation werden die fertigen Riemen zur detaillierten Überprüfung ins Labor zurückgeschickt. Wir bewerten:
- Mechanische Leistung — Zugfestigkeit, Schälfestigkeit und Abriebfestigkeit gemäß ASTM D412 und ISO 252;
- Thermische Stabilität — Beibehaltung der mechanischen Eigenschaften nach Wärmealterung;
- Strukturelle Integrität — bestätigt durch Querschnittsprüfung auf gleichmäßige Verklebung, Abwesenheit von Lufteinschlüssen, Delamination oder Kantenverzerrung.
Zusätzlich zu den Labortests gewährleistet die abschließende Sichtprüfung in der Produktion Oberflächengleichmäßigkeit und Maßgenauigkeit. Jedes Band, das die Produktionsstätte verlässt, wird geprüft. TiantieDie Produktlinie muss sowohl den physikalischen Prüfstandards als auch der visuellen Perfektion genügen.

6. Konsistenz, Leistung und Zuverlässigkeit
Proper Vulkanisierung von Förderbändern führt zu messbaren Verbesserungen:
- Stabile Haftung zwischen Gummi und Verstärkungsschichten;
- Glatte, gleichmäßige Oberflächenbeschaffenheit mit präzisen Abmessungen;
- Verbesserte Zugfestigkeit, Reißfestigkeit und Dauerfestigkeit;
- Zuverlässiges Tracking und reduzierte Vibrationen im Langzeitbetrieb.
Durch die Kombination von laborbasierter Prozesskalibrierung mit präziser Pressensteuerung gewährleisten wir eine gleichbleibende Qualität über verschiedene Bandqualitäten und -strukturen hinweg. Die so hergestellten Bänder erfüllen oder übertreffen die Normen ISO 14890 und DIN 22102 hinsichtlich Leistungsstabilität und Langlebigkeit.
7. Präzision über die Fertigung hinaus erweitern
Die in unserem Vulkanisierung von Förderbändern Die Linienführung definiert, wie unsere Riemen in realen Anwendungen funktionieren. Dieselben Aushärtungsprinzipien – kontrollierte Hitze, Druck und Zeit – bilden die Grundlage für unsere Systeme zum Verbinden und Reparieren von Riemen vor Ort.
Im nächsten Abschnitt werden wir uns darauf konzentrieren, wie diese Vulkanisationsstandards für die Fabrik angepasst werden für Verbindungsstellen und Vulkanisieren von Förderbändernwodurch eine Gelenkstabilität gewährleistet wird, die der Festigkeit des Originalriemens entspricht.

4.Förderbandverbindungen und Vulkanisierung
In industriellen Förderanlagen ist das Verbinden einzelner Bandabschnitte ein notwendiger Schritt und keine Notmaßnahme. Lange Bänder werden aus Transportgründen in Rollen gefertigt und versendet, und das Verbinden während der Installation ist Teil des normalen Einrichtungsprozesses. Die Qualität der spleißen— ob hergestellt von Vulkanisierung von Förderbändern or mechanische Befestigung—bestimmt die Stabilität, die Lebensdauer und die Wartungshäufigkeit.
Von einem Sichtweise des HerstellersDas Verständnis der Spleißtechnik ist unerlässlich, um sicherzustellen, dass der Riemen nach der Installation wie vorgesehen funktioniert. Während der Produktionsprozess eine gleichbleibende Qualität des gesamten Riemenkörpers gewährleistet, hängt die endgültige Leistung im praktischen Einsatz maßgeblich von der Ausführung der Verbindungen ab.
1. Die Rolle des Spleißens
Durch das Spleißen wird die Kontinuität der Riemenstruktur wiederhergestellt. Die Verbindung muss die Zugbelastung gleichmäßig über den Spleißbereich übertragen, um Spannungsspitzen und Fehlausrichtungen zu vermeiden. Die beiden gängigsten Verfahren in der Industrie sind: Vulkanisierung von Förderbändern (Heiß- oder Kalt-) und mechanische Befestigung. Beide dienen demselben Zweck: die gleichmäßige Festigkeit und Laufstabilität des gesamten Fördersystems zu gewährleisten.
Bei Riemen mit hoher Betriebsspannung oder unter anspruchsvollen Bedingungen werden vulkanisierte Verbindungen aufgrund ihrer nahtlosen Struktur bevorzugt. Für leichtere oder kürzere Systeme können mechanische Verbindungselemente praktische und wirtschaftliche Vorteile bieten.

2. Heißvulkanisation
Die Heißvulkanisation ahmt das gleiche Prinzip nach wie die Riemenherstellung. Der Verbindungsbereich wird durch kontrollierte Hitze und Druck gehärtet, wodurch sich der Gummi vernetzt und eine durchgehende Schicht bildet. Üblicherweise werden in der Industrie Härtungstemperaturen zwischen 140-160 ° C und Drücke im Bereich von 1.4–1.8 MPaabhängig von Art und Dicke des Riemens.
Eine fachgerecht vulkanisierte Verbindung kann die ursprüngliche Zugfestigkeit des Förderbandes nahezu erreichen und bietet hervorragende thermische Stabilität und dynamische Leistungsfähigkeit. Dieses Verfahren findet breite Anwendung in anspruchsvollen Bereichen wie dem Bergbau, der Stahlproduktion und bei Fernförderanlagen.

3. Kaltvulkanisation
Die Kaltvulkanisation erzielt eine Verbindung durch chemische Klebstoffe bei Umgebungstemperatur. Da keine Heizgeräte benötigt werden, eignet sie sich besonders für den Einsatz vor Ort oder bei temporären Installationen. Obwohl die resultierende Festigkeit der Verbindung geringer ist als bei der Heißvulkanisation, ist sie dennoch geeignet für Förderbänder mit niedriger bis mittlerer Spannung, Wartungsarbeiten oder Situationen, in denen eine schnelle Installation erforderlich ist.
Die klebstoffbasierte Methode ist stark von der Oberflächenvorbereitung, der Aushärtezeit und Umgebungsbedingungen wie Temperatur und Luftfeuchtigkeit abhängig. Daher wird die Kaltvulkanisation von vielen Anwendern eher als Notlösung oder für den kurzfristigen Einsatz denn als dauerhafte primäre Verbindungsmethode verwendet.

4. Mechanische Verbindungselemente
Mechanische Befestigungselemente bleiben eine wichtige Alternative zu Vulkanisierung von Förderbändern.
Modernes Befestigungselemente für Förderbänder Befestigungswerkzeuge sind für eine schnelle Montage und zuverlässige Klemmkraft ausgelegt. Sie finden breite Anwendung in mobilen Förderanlagen, Anlagen zur Schüttgutförderung und Materialverladesystemen.
Mechanische Verbindungen sind nicht chemisch gebunden, sondern mechanisch verriegelt. Ihre Leistungsfähigkeit hängt von der Qualität der Verbindungselemente, der Riemenspannung und der Riemenscheibenkonfiguration ab. Bei Verwendung innerhalb der zulässigen Belastungsgrenze der Verbindungselemente gewährleisten sie einen stabilen und effizienten Betrieb. Unter Überlastung oder Hitzeeinwirkung können sich die Verbindungselemente jedoch lösen oder lokalen Verschleiß verursachen, was ihren Einsatz in Anwendungen mit hoher Spannung einschränkt.

5. Branchenstandards und Prüfungen
In der gesamten Förderbandindustrie wird die Qualität von Verbindungsstellen üblicherweise anhand internationaler Standards überprüft, wie zum Beispiel ISO 252
, DIN 22102 und ASTM D412.
Typische Inspektionsparameter sind:
- Zustand der Oberfläche: frei von sichtbaren Delaminationen, Lufteinschlüssen oder unregelmäßigen Kanten;
- Ausrichtung: gleichmäßiger Bandlauf und gleichmäßige Dicke an der Verbindungsstelle;
- Haftkraft: Schäl- oder Scherfestigkeitswerte, die die vorgegebenen Richtwerte erfüllen.
Bei Stahlseilgürteln werden häufig zusätzliche zerstörungsfreie Prüfverfahren – wie z. B. Magnet- oder Ultraschallprüfungen – eingesetzt, um die Integrität der Seilverbindung zu bestätigen.
6. Balance zwischen Leistung und Effizienz
Jedes Fügeverfahren hat seine eigenen technischen und wirtschaftlichen Vorteile.
Förderbandvulkanisation bietet ein Höchstmaß an mechanischer Festigkeit und Langlebigkeit und ist daher die bevorzugte Wahl für anspruchsvolle oder kontinuierliche Einsätze.
Mechanische VerbindungselementeSie bieten hingegen unübertroffene Geschwindigkeit und Komfort für Systeme, bei denen Flexibilität und häufige Riemenwechsel erforderlich sind.
Die Wahl zwischen diesen Methoden hängt von der Förderbandbelastung, den Betriebsumgebungsbedingungen und der Wartungsstrategie ab. Das Ziel ist stets dasselbe: eine sichere und stabile Verbindung, die die ursprüngliche Bandleistung bei minimalen Ausfallzeiten aufrechterhält.
7. Die Sicht des Herstellers
As ein Gürtelhersteller, Tiantie Industrial Co., Ltd. legt Wert auf Materialkonsistenz und strukturelle Präzision. Wir bieten keine Vulkanisationsdienstleistungen vor Ort an und überwachen diese auch nicht, gewährleisten aber, dass jedes von uns hergestellte Band die für eine zuverlässige Verbindung erforderliche physikalische und chemische Stabilität aufweist – unabhängig davon, ob der Anwender Vulkanisation, Kaltverklebung oder mechanische Befestigung anwendet.
Unsere Aufgabe ist es, Förderbänder zu entwickeln, die auf alle branchenüblichen Spleißverfahren zuverlässig reagieren. Durch die Kombination von Materialhomogenität und kundenseitiger Expertise in der Installation kann das volle Potenzial jedes Förderbandes sicher und effizient ausgeschöpft werden.

5.Vulkanisationsmittel und Materialsysteme
Bei der Herstellung von Gummiförderbändern Vulkanisationsmittel und Materialsysteme ermitteln, wie sich das Produkt in realen industriellen Umgebungen verhält. Während das chemische Prinzip von Vulkanisierung von Förderbändern Wie bereits erläutert, liegt der Schwerpunkt hier darauf, wie verschiedene Verbindungen, Härtungssysteme und Materialkombinationen ausgewählt werden, um spezifische mechanische und thermische Eigenschaften zu erzielen.
Für einen Hersteller kommt es bei dem richtigen Vulkanisationssystem nicht nur auf die Aushärtungseffizienz an – es bestimmt auch die Haftung, die Alterungsbeständigkeit und die Langzeitstabilität unter Belastung.
1. Die Rolle von Vulkanisationsmitteln bei der Riemenherstellung
A Vulkanisationsmittel Schwefel ist der Stoff, der die Vernetzung zwischen Polymerketten ermöglicht. Er ist nach wie vor die am häufigsten verwendete Wahl bei der Herstellung von Förderbändern, da er Flexibilität und eine ausgezeichnete Dauerfestigkeit bietet.
Allerdings benötigen nicht alle Riemen das gleiche Vernetzungsnetzwerk. Die Zusammensetzung des Gummis – sein Basispolymer, die Verstärkung und die Additive – entscheidet darüber, welches System am besten geeignet ist.
Das Gleichgewicht zwischen mechanischer Festigkeit und thermischer Stabilität wird durch die Kombination von Schwefel mit Beschleunigern, Aktivatoren und Stabilisatoren erreicht, die steuern, wie schnell und wie weit die Vernetzung fortschreitet.
2. Gängige Vulkanisationssysteme in Förderbändern
Verschiedene Förderbandtypen Je nach Arbeitstemperatur, chemischer Belastung und mechanischer Beanspruchung kommen unterschiedliche Aushärtungssysteme zum Einsatz.
Gummiart | Vulkanisationssystem | Hauptfunktionen | Typischer Riementyp |
NR / SBR | Schwefel-Beschleunigersystem | Hohe Flexibilität, starke Haftung, niedrige Kosten | Allzweckriemen |
NBR | Schwefel- oder Peroxidsystem | Öl- und kraftstoffbeständig | Ölbeständige Riemen |
EPDM | Peroxidsystem | Hervorragende Hitze- und Ozonbeständigkeit | Hitzebeständige Riemen |
CR (Neopren) | Selbstvernetzendes oder Metalloxidsystem | Flammhemmend, Anti-Aging | Feuerfeste Bänder |
Diese Systeme bilden die Grundlage für alles Vulkanisierung von Förderbändern.
Beispielsweise benötigt ein EPDM-basiertes hitzebeständiges Förderband eine Peroxidhärtung, um seine Struktur oberhalb von 160 °C zu erhalten, während ein für den Einsatz mit Öl konzipiertes NBR-Förderband ein modifiziertes Schwefelsystem verwendet, um ein vorzeitiges Erweichen zu verhindern.
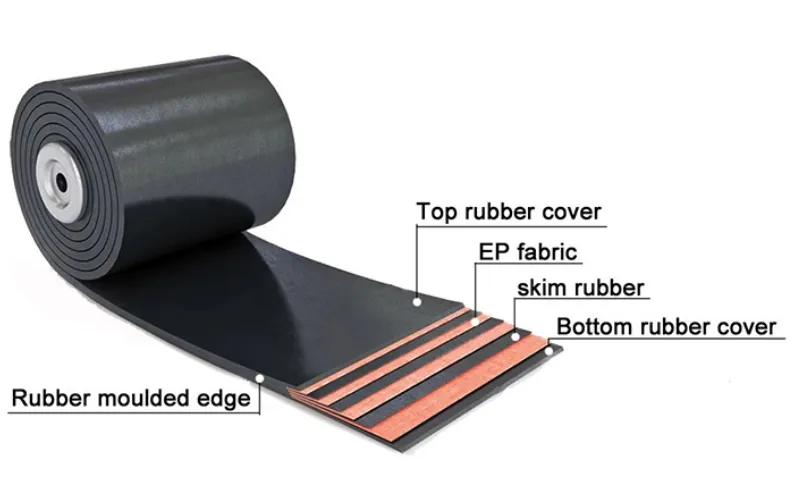
3. Verstärkungs- und Haftschichten
Neben der Gummimatrix selbst ist die Wechselwirkung zwischen Gummi und Verstärkung (Gewebe oder Stahlseil) entscheidend. Haftschicht gewährleistet, dass sich Korpus und Deckel unter Spannung als eine Einheit bewegen.
Zur Verbesserung der Haftung werden spezielle Bindemittel eingesetzt – wie beispielsweise Resorcin-Formaldehyd-Latex (RFL) für Textilien oder messingbeschichtete Stahlseile zur Metallverstärkung. Vulkanisierung von FörderbändernDiese Materialien reagieren chemisch mit Schwefel und Beschleunigern, um eine stabile Grenzfläche zu erzeugen.
Ein gut durchdachtes Haftsystem gewährleistet, dass sich das Band auch unter hohen dynamischen Belastungen oder Temperaturschwankungen nicht ablöst oder Blasen bildet.
4. Stabilisatoren, Füllstoffe und Zusatzstoffe
Die Leistungsfähigkeit eines vulkanisierten Förderbandes hängt nicht nur vom Vulkanisationssystem ab, sondern auch von sekundären Inhaltsstoffen, die die Verarbeitung und Haltbarkeit beeinflussen.
- Antioxidantien und Antiozonantien um Oberflächenrisse bei langfristiger Einwirkung von Sauerstoff oder Sonnenlicht zu verhindern.
- Verstärkende Füllstoffe Zu den Materialien, die Verschleißfestigkeit und Reißfestigkeit verbessern, gehören Ruß oder Kieselsäure.
- Weichmacher und Verarbeitungsöle Viskosität und Flexibilität anpassen, um das Kalandrieren und die Schichtverbindung zu erleichtern.
- Metalloxide und Verzögerungsmittel Feinabstimmung der Aushärtungsgeschwindigkeit und Vermeidung von Anbrennen während des Vulkanisationsprozess für Förderbänder.
Jedes Additiv interagiert mit dem Vulkanisationssystem und sorgt so für ein präzises Gleichgewicht zwischen Verarbeitbarkeit und Endfestigkeit.

5. Leistungsanpassung durch Materialdesign
At Tiantie Industrielle Riemenkonstruktionen sind jeweils auf spezifische Betriebsbedingungen abgestimmt. Zum Beispiel:
- Hitzebeständige Riemen Sie setzen auf EPDM oder spezielle, peroxidvernetzte Mischungen mit optimierter Vernetzungsdichte für thermische Beständigkeit.
- Ölbeständige Riemen NBR-Mischungen mit reduziertem Quellverhalten und stabiler Haftung bei erhöhten Temperaturen verwenden.
- Hochleistungs-Bergbaubänder Durch die Kombination von NR/SBR mit hoher Schwefelnetzwerkdichte wird eine maximale dynamische Festigkeit und Reißfestigkeit erreicht.
Ziel dieser Konstruktionsphilosophie ist es nicht nur, die Aushärtungsstabilität zu verbessern, sondern auch eine gleichbleibende Haftung, Abriebfestigkeit und Dauerfestigkeit nach dem Aushärten zu gewährleisten. Vulkanisierung von Förderbändern.
6. Hin zu umweltverträglicheren und effizienteren Systemen
Die Vulkanisationslandschaft entwickelt sich hin zu saubereren und nachhaltigeren chemischen Verfahren.
Neue Generationen von Beschleunigern vermeiden die Bildung von Nitrosaminen, während Niedertemperatur-Härtungssysteme den Energieverbrauch reduzieren.
Peroxid- und Hybridhärtungstechnologien werden zunehmend eingesetzt, um schwefelreiche Rezepturen zu ersetzen, wodurch die thermische Stabilität verbessert und die Emissionen während der Herstellung reduziert werden.
Diese Innovationen stehen im Einklang mit dem globalen Wandel der Branche hin zu umweltfreundliche Förderbandvulkanisation—Leistung mit Umweltverantwortung verbinden.
7. Das Materialsystem als Grundlage der Qualität
Die Langlebigkeit eines jeden Förderbandes beginnt mit dem verwendeten Material.
Während Prozessparameter wie Temperatur und Druck das Aushärtungsverhalten steuern, ist es die Zusammensetzung der Mischung – die Kombination aus Polymer, Füllstoff und Vulkanisationsmittel –, die letztendlich Festigkeit, Flexibilität und Lebensdauer bestimmt.
In diesem Sinne ist die Chemie dahinter Vulkanisierung von Förderbändern ist nicht nur eine Reaktion; sie ist die Grundlage für Fertigungspräzision.
Im nächsten Abschnitt wird erläutert, wie diese sorgfältig formulierten Materialien ausgehärtet werden. Vulkanisiergeräte und Steuerungssysteme, um eine gleichbleibende Qualität über jeden Meter des produzierten Förderbandes zu gewährleisten.
6.Vulkanisiergeräte und Steuerungssysteme
At Tiantie Industrial Co., Ltd, Präzision in Vulkanisierung von Förderbändern beginnt mit der Ausrüstung, die diese Aufgabe ausführt.
Jeder Meter ausgehärtetes Förderband hängt von der Fähigkeit der Maschine ab, eine stabile Temperatur, einen stabilen Druck und eine präzise Zeitsteuerung zu gewährleisten.
Selbst bei einer perfekt formulierten Gummimischung kann eine instabile Presse die Haftung, die Oberflächenebenheit oder die Schichtbindung beeinträchtigen.
Aus diesem Grund werden die Kontrolle und Konsistenz des Vulkanisationssystems als ebenso wichtig angesehen wie die Rezeptur selbst.
1. Kernkomponenten des Vulkanisationssystems
Ein modernes Vulkanisiermaschine für Förderbänder arbeitet mit mehreren integrierten, synchron arbeitenden Systemen:
- Heizplatten:Um eine gleichmäßige Temperatur auf der Plattenoberfläche zu gewährleisten, werden eingebettete elektrische Heizelemente oder eine Thermoölzirkulation verwendet.
- Hydrauliksystem:wendet einstellbaren Druck an zwischen 2–2.2 MPaabhängig von der Bandstruktur.
- Kühlteil:Wird unmittelbar nach der Aushärtung aktiviert, um das Band durch kontrollierte Luft- oder Wasserkühlung zu stabilisieren.
- Schaltschrank:Beherbergt die Temperatur- und Druckregler, Zeitschaltuhren und Sicherheitsschaltungen.
Jede Heizplatte ist präzisionsgefertigt, um Ebenheit und gleichmäßige Kompression zu gewährleisten. Bei mehrlagigen Produktionspressen ermöglicht die unabhängige Zonensteuerung eine gleichmäßige Erwärmung über die gesamte Bandbreite.
![]()
2. Temperatur- und Druckstabilität
Gleichmäßige Erwärmung ist die Grundlage für eine gleichbleibende Leistung. Vulkanisierung von Förderbändern.
In unserem Werk wird eine gleichmäßige Plattentemperaturverteilung gewährleistet innerhalb von ± 3 ° C, regelmäßig überprüft durch Infrarotkartierung.
Der Druck wird in Echtzeit mittels digitaler Hydrauliksensoren überwacht, wodurch eine lokale Unter- oder Überkompression vermieden wird.
Eine stabile Temperatur gewährleistet eine homogene Vernetzung, während ein ausgeglichener Druck die Dimensionsstabilität und Haftungsfestigkeit des Bandes sicherstellt.

3. Steuerung und Automatisierung
In Vulkanisierung von FörderbändernAutomatisierung bedeutet mehr, als Maschinen einfach von selbst laufen zu lassen – es geht darum, jeden Parameter in einem engen, vorhersehbaren Bereich zu halten.
Jede Produktionslinie bei Tiantie folgt vordefinierten Aushärtungsprogrammen, die durch Langzeittests unserer Verbindungen entwickelt wurden.
Die SPS heizt oder presst nicht einfach nur; sie regelt, wie die Temperatur ansteigt, wie lange sie stabil bleibt und wie sich der Druck während des Aushärtungszyklus verändert.
Wenn diese drei Kurven – Temperatur, Druck und Zeit – synchronisiert bleiben, bleibt die Vulkanisation von Anfang bis Ende gleichmäßig.
Deshalb betrachten wir Automatisierung als eine Form der Qualitätskontrolle, nicht als Bequemlichkeit.
Es hilft, Abweichungen zwischen den Chargen zu eliminieren und ermöglicht es uns, jeden Meter des Förderbandes bis zu seinen Aushärtungsdaten zurückzuverfolgen.
Präzision, die früher manuell durch Erfahrung erreicht wurde, wird heute digital gewährleistet – jeder Zyklus identisch, jedes Band gleichmäßig.
4. Sicherheit und Zuverlässigkeit
Keine Vulkanisierpressenläufe bei Tiantie ohne strenge Sicherheitsmaßnahmen.
Die Maschinen sind wärmeisoliert, um Wärmeverluste zu vermeiden und den Bedienerbereich zu schützen.
Jeder Hydraulikkreislauf verfügt über ein Druckbegrenzungsventil und eine Not-Aus-Leitung.
Die elektrischen Einheiten verfügen über Überlastschutz- und Diagnosefunktionen, um Fehler zu erkennen, bevor sie die Produktion beeinträchtigen.
Die regelmäßige Kalibrierung ist Teil unserer Wartungsroutine – wir überprüfen nach jedem definierten Produktionszyklus die Genauigkeit der Plattentemperatur, das hydraulische Ansprechverhalten und die Zeitsteuerung.
Die Idee ist einfach: Eine sichere Maschine ist eine stabile Maschine, und Stabilität ist die Grundlage für konsistente Ergebnisse. Vulkanisierung von Förderbändern über lange Produktionsläufe hinweg.
5. Präzision als Kern der Konsistenz
Präzision ist für uns kein Slogan – sie ist der Unterschied zwischen einem guten und einem perfekten Gürtel.
Wenn Temperatur und Druck innerhalb bestimmter Grenzen bleiben, härtet der Gummi gleichmäßig aus, innere Spannungen verschwinden und die Haftung zwischen den Schichten bleibt gleichmäßig.
Das bedeutet, dass alle Riemen – egal ob EP, NN oder Stahlseil – die gleiche Struktur und das gleiche Leistungsprofil aufweisen.
Diese Kontrollphilosophie definiert TiantieFertigungslinie.
Eine stetige Vulkanisationsprozess für FörderbänderUnterstützt durch zuverlässige Ausrüstung und disziplinierten Betrieb, ist dies das, was es unseren Förderbändern ermöglicht, in Bergwerken, Häfen und Produktionsanlagen weltweit vorhersehbar zu funktionieren.
Im nächsten Abschnitt wird Folgendes untersucht: Leistungsvorteile abgeleitet von einer solchen kontrollierten Vulkanisation – wie sich Präzision bei der Aushärtung in mechanische Festigkeit, Haltbarkeit und Langzeitstabilität in realen Förderanlagen niederschlägt.
7.Vorteile der Vulkanisation
Bei industriellen Förderanlagen liegt der eigentliche Vorteil von Vulkanisierung von Förderbändern liegt darin, wie es einzelne Materialien in eine integrierte Struktur umwandelt.
Der Riemen besteht nicht länger aus einer Ansammlung von Gummischichten und Verstärkungen – er wird zu einem einzigen, elastischen Verbundwerkstoff.
Diese chemische Einheit ist die Grundlage für mechanische Festigkeit, Hitzebeständigkeit und Langzeitstabilität, die keine mechanische Verbindung nachbilden kann.
1. Strukturelle Kontinuität und Spannungsverteilung
Wenn die Funktion Vulkanisierung von Förderbändern Bei fachgerechter Ausführung verhält sich das Band wie ein durchgehendes, unter Spannung stehendes Medium.
Die Belastung wird gleichmäßig durch die Gummimatrix und die Gewebekarkasse übertragen, anstatt sich wie bei mechanischen Verbindungselementen an Bolzenlöchern oder Metallplatten zu konzentrieren.
Dieses gleichmäßige Spannungsfeld verhindert vorzeitige Ermüdung, Kantenrisse und Spurabweichungen.
Bei Langstreckenförderern mit hohen Spannungsverhältnissen ist diese Gleichmäßigkeit der entscheidende Faktor, der die Stabilität des Förderbandes über die Zeit gewährleistet.
2. Verbesserte thermische und dynamische Beständigkeit
Vulkanisierte Verbindungen sind nicht einfach nur geklebt – sie werden unter kontrollierter Hitze und kontrolliertem Druck chemisch vernetzt.
Die so entstehende Verbindung ist beständig gegen ständiges Biegen, Wärmeentwicklung und den Kontakt mit Öl, Wasser oder abrasiven Materialien.
Da keine metallischen Teile vorhanden sind, dehnt sich der Riemen bei Temperaturänderungen gleichmäßig aus und zieht sich gleichmäßig zusammen, wodurch lokale thermische Spannungen vermieden werden.
Bei Anlagen, die mit heißem Klinker, Zement oder Kohle arbeiten, bedeutet diese Stabilität weniger Stillstände und einen deutlich längeren Betriebszyklus.

3. Präzision und Energieeffizienz im Betrieb
Ein vollständig vulkanisierter Riemen läuft ruhiger und erzeugt weniger Vibrationen und Reibungsverluste an Riemenscheiben und Spannrollen.
Dadurch werden die Energieeffizienz verbessert, der Lagerverschleiß reduziert und der Riemenlauf stabilisiert.
Zudem minimiert es den Mikroschlupf, der in mechanischen Verbindungen auftritt, und trägt so dazu bei, dass das Antriebssystem ein gleichmäßiges Drehmoment und eine gleichbleibende Drehzahl beibehält.
Aus operativer Sicht, gut durchgeführt Vulkanisierung von Förderbändern Dies führt direkt zu messbaren Energieeinsparungen und einem reduzierten Wartungsaufwand für die Mechanik.
4. Vorteil im Lebenszyklus
Das Verlängerung der Lebensdauer erreicht durch Vulkanisierungsförderbänder ist kein Zufall – es ist das Ergebnis vorhersehbarer Chemie und stabiler Geometrie.
Eine nahtlose Struktur widersteht Delamination und Oberflächenverschleiß und behält ihr Festigkeitsprofil über Jahre hinweg bei.
Während mechanische Verbindungen für den vorübergehenden Einsatz praktisch sein können, sind vulkanisierte Riemen ihnen in Umgebungen, in denen Ausfallzeiten kostspielig sind oder ein kontinuierlicher Betrieb von entscheidender Bedeutung ist, stets überlegen.
Vulkanisation ersetzt im Wesentlichen die mechanische Abhängigkeit durch chemische Integrität.
Hier treffen Materialwissenschaft und Produktionstechnik aufeinander – und genau hier liegt die Grundlage für die Langlebigkeit jedes einzelnen Hochleistungsförderbandes, das wir herstellen.

8.Grenzen der Förderbandvulkanisation
Jeder präzise Fertigungsprozess hat seine Grenzen, und Vulkanisierung von Förderbändern Auch dieses Verfahren bildet keine Ausnahme. Seine Stärke liegt in der Kontrolle und Stabilität, doch genau diese Eigenschaften machen es langsamer und weniger anpassungsfähig als andere Fügeverfahren. Diese Einschränkungen sind keine Fehler – sie sind die natürliche Folge eines auf Genauigkeit ausgelegten Prozesses.
1. Zeit und Produktionsausfallzeiten
Die Vulkanisation benötigt Zeit, da die Vernetzung von Gummi nicht beschleunigt werden kann. Jeder Vulkanisationszyklus folgt einer festgelegten Temperatur- und Druckkurve und erfordert anschließend eine langsame Abkühlung, um die Struktur zu fixieren. Bei dicken oder Stahlkordbändern kann dies mehrere Stunden dauern. Im praktischen Einsatz tragbare Vulkanisierpressen Dadurch verlängert sich der Prozess zusätzlich. Im Gegensatz zu Fabrikpressen verfügen sie über keine automatischen Hebe- oder Kühlsysteme, sodass Band und Presse vor der Trennung auf natürliche Weise abkühlen müssen. Diese verlängerte Zykluszeit um Stunden, gewährleistet aber eine gleichmäßige innere Spannung und eine stabile Verbindung.

2. Umweltempfindlichkeit und Temperaturhomogenität
Stabile Umgebungsbedingungen sind für die Qualität unerlässlich. Staub, Öl oder Feuchtigkeit können die Haftung leicht beeinträchtigen und zu schwachen Schichten führen. TiantieDie Temperaturregelung erfolgt nicht über Thermoelement-Rückmeldung oder Plattenkartierung. Stattdessen stützen wir uns auf jahrelang gesammelte Labordaten. Durch wiederholte Vulkanisationsexperimente hat unser Forschungs- und Entwicklungsteam die idealen Temperatur-Zeit-Parameter für jede Mischung ermittelt. Diese bewährten Werte dienen als Grundlage für die Produktion und gewährleisten die Einhaltung der Temperaturvorgaben. Vulkanisierung von Förderbändern Der Prozess ist auch ohne automatisierte Feedbacksysteme konsistent.
3. Kompetenz- und Prozessdisziplin
In der Werkstatt Vulkanisierung von Förderbändern Es kommt immer noch mehr auf den Menschen als auf Maschinen an. Der Bediener entscheidet, wie schnell die Temperatur ansteigt und wie gleichmäßig sich der Druck über das Band verteilt. Steigt die Temperatur zu schnell an, versengt die Oberfläche, bevor der Kern reagiert. Steigt sie zu langsam an, bleibt die Verbindung schwach. Wir verlassen uns auf das geschulte Auge, um die Farb- und Texturveränderung zu erkennen, die anzeigt, dass die Verbindung korrekt aushärtet. Erfahrung füllt die Lücken, die kein Sensor abdecken kann – das ist die wahre Kunst hinter einer guten Verbindung.
4. Komplexität der Ausrüstung und Betriebskosten
A Vulkanisiermaschine für Förderbänder Von außen sieht es einfach aus, aber im Inneren verbirgt sich ein schweres, energieintensives System. Die Heizplatten müssen plan bleiben, der Hydraulikkreislauf den Druck halten und jedes Steuerrelais muss kalibriert werden. Weicht ein Teil ab, ändert sich die gesamte Aushärtungskurve. Wartung ist daher unerlässlich – sie gewährleistet einen stabilen Prozess. Der Betrieb solcher Anlagen ist zeit- und kostenintensiv, und bei kleineren Förderbändern überwiegen die Kosten oft den Nutzen. Deshalb verwenden manche Werkstätten für leichtere Arbeiten weiterhin mechanische Verbindungen.

5. Strukturelle Steifigkeit nach der Aushärtung
Sobald ein Förderband vulkanisiert ist, bildet es einen einzigen, festen Körper. Es lässt sich nicht ohne Weiteres kürzen oder durchtrennen, ohne von vorne beginnen zu müssen. Bei modularen oder temporären Förderanlagen stellt dies eine Einschränkung dar; die Flexibilität geht verloren. In Hochspannungs- oder Hochtemperatursystemen hingegen schützt diese Steifigkeit das Band vor Verformung. In unseren Produktionslinien betrachten wir dies als Kompromiss: Einmal ausgehärtet, soll das Band jahrelang seinen Dienst verrichten, ohne sich auch nur ein einziges Mal zu bewegen.
Jede Einschränkung bei der Vulkanisation hat ihren Ursprung in derselben Quelle wie ihre Zuverlässigkeit: Präzision. Der Prozess erfordert Geduld, Kontrolle und Beständigkeit und liefert im Gegenzug die mechanische Festigkeit, die ein wirklich langlebiges Förderband ausmacht.
9.Qualitätsprüfung und Laborverifizierung der Förderbandvulkanisation
Die Stärke eines vulkanisiertes Förderband wird nicht von der Presse entschieden – es wird durch Tests bewiesen.
In jeder Riemenfabrik ist die Qualitätskontrolle das Bindeglied zwischen Theorie und Praxis. Die Vulkanisation kann auf dem Papier perfekt verlaufen, aber nur die kontinuierliche Überprüfung gewährleistet, dass jeder ausgehärtete Riemen seine mechanischen Eigenschaften erfüllt.
1. Inspektion nach der Vulkanisation
Sobald ein Riemen aus der Vulkanisierpresse entnommen wird, beginnt sofort die Inspektion. Der erste Schritt ist eine Sichtprüfung, die jedoch mehr als nur ein flüchtiger Blick erfordert. Die Ingenieure achten auf eingeschlossene Luftblasen, Kantenverformungen oder ungleichmäßigen Glanz – Anzeichen dafür, dass der Innendruck oder die Wärmeverteilung nicht gleichmäßig war.
Anschließend werden Dicke und Ebenheit über die gesamte Breite geprüft. Schon geringe Abweichungen können im Betrieb zu Problemen beim Lauf oder zu lokalen Spannungen führen. Diese frühzeitige Prüfung erkennt Mängel, die sonst erst nach der Installation auftreten würden.

2. Mechanische und Adhäsionsprüfung
Mechanische Integrität definiert den Erfolg von Vulkanisierung von FörderbändernJede Charge wird auf Zugfestigkeit, Bruchdehnung und Zwischenschichthaftung geprüft. Die Teststreifen werden direkt von den Produktionsbändern und nicht aus Laborformen entnommen, um die realen Aushärtungsbedingungen widerzuspiegeln.
Die Schälfestigkeitsprüfung zeigt, wie gut Schichten unter Druck miteinander verbunden sind. Fallen die Haftwerte unter den Sollwert, liegt die Ursache meist in einem Temperaturungleichgewicht oder verunreinigten Oberflächen. Ziel ist nicht, einen bestimmten Wert zu erreichen, sondern zu bestätigen, dass die chemische Bindung eine vollständige Vernetzungsdichte erreicht hat.
3. Laborverifizierung und Prozessoptimierung
Die Laborarbeit konzentriert sich eher auf Prävention als auf Zulassung.
Jede Gummimischung wird unter verschiedenen Temperatur-Zeit-Kombinationen getestet, um ihre Vulkanisationseigenschaften zu ermitteln.
Durch die Analyse des Reaktionsplateaus – wo sich die Vernetzung stabilisiert, ohne dass es zu einer Überhärtung kommt – bestimmen die Ingenieure das optimale Vulkanisationsfenster für die Produktion.
Beschleunigte Alterungs- und Abriebtests überprüfen, wie sich das Material nach langfristiger Einwirkung von Hitze und Reibung verhält.
Wenn die Laborergebnisse mit den Ergebnissen der Fabrik übereinstimmen, kann der Vulkanisationsprozess als stabil angesehen werden.

4. Konsistenz und Rückverfolgbarkeit
Jede Bandrolle enthält eine vollständige Aufzeichnung ihrer Vulkanisierungsparameter – Temperatur, Druck, Zeit und Testergebnisse.
Mithilfe dieser Protokolle lässt sich jedes Problem auf die jeweilige Charge, Rezeptur oder die Einstellungen der Presse zurückführen.
Rückverfolgbarkeit ist keine Bürokratie, sondern Prozesskontrolle in ihrer praktischsten Form.
Wenn jeder Riemen auch Monate oder Jahre später noch wie geplant funktioniert, bedeutet das, dass die zu Beginn gesammelten Aushärtungsdaten richtig waren.
Letztendlich machen Inspektion und Prüfung den Riemen nicht stärker – sie bestätigen lediglich die bereits während der Prüfung aufgebaute Festigkeit. Vulkanisierung von Förderbändern ist real, wiederholbar und zuverlässig.
Das ist der Unterschied zwischen der Herstellung von Gummi und der Herstellung eines funktionierenden Förderbandes.
10Qualitätsprüfung und was sie für Sie bedeutet – sowie Tipps zur Behebung des Problems
Sie brauchen keine Laborführung; Sie brauchen Klarheit. Hier ist, was jede Prüfung nach Vulkanisierung von Förderbändern erklärt Ihnen, warum es im Service wichtig ist und was zu tun ist, wenn die Ergebnisse nicht ausreichen.
1.Visuelle und dimensionale Prüfungen → Laufstabilität
Wir achten auf Blasen, Glasurunterschiede und Wellenbildung an den Kanten und messen die Dicke/Ebenheit über die gesamte Breite. Das bedeutet für Sie: Eingeschlossene Luft oder ungleichmäßige Dicke führen zu Fehllauf, Vibrationen und vorzeitigem Kantenverschleiß. Treten Probleme vor Ort auf: Kanten beschneiden und begradigen; Unebenheiten durch kontrolliertes Schleifen glätten; bei lokalen Blasen die Tasche öffnen, polieren, mit Lösungsmittel reinigen und einen heißvulkanisierten Flicken (ca. 150 °C, passende Bandklasse) oder, falls die Ausfallzeit kurz ist, einen kaltverklebten Flicken aufbringen.

2.Schälfestigkeit (Haftung zwischen den Schichten) → Verbindungsintegrität
Schältests zeigen, ob die Schichten während des Aufenthalts miteinander verbunden wurden Vulkanisierung von FörderbändernNiedrige Werte deuten auf Ablösung der Spleißverbindung, Lagentrennung und Stoßausfälle hin. Vor-Ort-Reparatur: Bei geringfügiger Ablösung stoppen, Bereich trocknen, erneut anschleifen, Primer/Klebstoff auftragen und bis zur vollständigen Aushärtung fixieren; bei großflächiger Haftungsschwäche die Spleißverbindung entfernen und neu herstellen – Heißvulkanisation bei 140–160 °C, Druck abhängig vom Bandtyp (EP/NN ≈ 1.4 MPa; Stahlkord ≈ 1.8 MPa), mit tragbaren Pressen. natürliche Kühlung vor der Freilassung.
3.Zug-/Dehnungsbeanspruchung → Lastaufnahme & Dehnungskontrolle
Zugfestigkeit und Bruchdehnung bestätigen die korrekte Vulkanisation des Gumminetzwerks. Bei ungleichmäßigem Kriechen oder Dehnen des Riemens kommt es stromabwärts zu häufigen Nachjustierungen und Spannungen an den Verbindungsstellen. Vorgehensweise: Zuerst Antrieb und Spannung prüfen. Bei unzureichender Leistung des Riemens die Verbindungsstelle mit geprüfter Vulkanisationszeit pro Dicke (typischerweise 20–30 min/10 mm) neu verbinden oder den Abschnitt mit ungewöhnlicher Dehnung austauschen.

4.Härte & Abrieb → Lebensdauer
Gleichmäßige Härte und DIN-Abriebwerte geben Aufschluss über die Lebensdauer der Abdeckungen unter Feinkorn- oder Schlackenbelastung. Bei schnellem Verschleiß der Abdeckungen prüfen Sie, ob Sie die richtige Mischung (Hitzebeständigkeit/Ölbeständigkeit) verwenden und überprüfen Sie die Rutschenkonstruktion sowie den Anpressdruck am Rand. Reparatur: Lokale Beschädigungen werden mit einer Heißreparaturstelle ausgebessert; großflächiger Verschleiß erfordert eine Optimierung der Isolierung/des Randes und gegebenenfalls die Verwendung einer hochwertigeren Abdeckungsmischung bei der nächsten Bestellung.

5.Wärmealterung/Verfestigung → Temperaturbeständigkeit
Alterungstests zeigen, ob das Material nach Belastung seine Festigkeit behält. Wenn Ihr Gürtel in der Nähe von Heizkörpern steif wird oder Risse bekommt, verwenden Sie beim nächsten Austausch ein System mit höherer Temperaturbeständigkeit (z. B. EPDM/Peroxid). Vorübergehende Lösung: Reduzieren Sie die Wärmeentwicklung, verbessern Sie die Belüftung oder installieren Sie Hitzeschilde. kein Frontalunterricht. Überspannung, um das Gleiten zu erzwingen – dies beschleunigt die Rissbildung in der Abdeckung.

6.Typischer Fehler → Schnelle, praktische Abhilfemaßnahmen
- Weicher Kern (unverhärtet):Gelenk ersetzen; vorübergehend nur mit reduzierter Last und Geschwindigkeit fahren.
- Spröde Oberfläche (Überhärtung):Bis zum intakten Gummi abschleifen und mit Heißflicken reparieren; die Spleißstelle am unteren Ende des Aushärtungszeitraums neu herstellen.
- Kantennut/Stufe:Kanten nachschneiden und abdichten; Plattenausrichtung vor dem nächsten Spleißen prüfen.
- Stahlseil-Ablösung:Keine Kaltreparatur durchführen; heraustrennen und heiß gemäß Spezifikation verbinden.
- Notfallkontinuität:verwenden Sie ein bewertetes Befestigungselement für Förderbänder als temporäre Brücke, dann einen Heißspleiß einplanen.
7.Was Sie erhalten
Die Inspektion führt zu Entscheidungen: Weiterbetrieb, sofortige Reparatur oder erneute Spleißen. Wir nutzen die Daten, um wiederkehrende Fehler zu vermeiden und Ihnen einen klaren Weg aufzuzeigen – sofortige Fehlerbehebung vor Ort und Parameterkorrekturen für den nächsten Einsatz. Vulkanisierung von Förderbändern Zyklus.
11Alternative und schnelle Spleißtechnologien für Förderbänder
Nicht jedes Förderband benötigt eine vollständig heißvulkanisierte Verbindung. Wenn Zeit, Umgebungsbedingungen oder logistische Gründe herkömmliche Verfahren ungeeignet machen, kann eine herkömmliche Verbindung notwendig sein. Vulkanisierung von Förderbändern Unpraktische, alternative Fügeverfahren gewährleisten einen reibungslosen Produktionsablauf ohne größere Ausfallzeiten. Jede Option hat ihre Berechtigung – Geschwindigkeit versus Haltbarkeit, Flexibilität versus Beständigkeit.
1.Mechanische Befestigungselemente
Mechanische Verbindungselemente sind nach wie vor die schnellste Methode, ein Förderband vor Ort wieder zu verbinden. Sie lassen sich in wenigen Minuten montieren, erfordern nur einfaches Werkzeug und ermöglichen den nahezu sofortigen Weiterbetrieb des Bandes. Moderne Verbindungselemente bestehen aus Edelstahl oder verzinktem Stahl und sind so geformt, dass Geräusche und Belastungen der Riemenscheiben minimiert werden. Der Nachteil liegt in der Haltbarkeit: Selbst Premium-Systeme erreichen nur etwa 70–80 % der Festigkeit einer vulkanisierten Verbindung. Sie eignen sich ideal für kurze Förderbänder, mobile Förderanlagen oder wenn eine schnelle Wiederherstellung entscheidend ist. Überprüfen Sie stets, ob das gewählte Verbindungselement geeignet ist. Befestigungswerkzeug für Förderbänder entspricht Riemenstärke und Spannungsklasse.
2.Kaltvulkanisation
Die Kaltvulkanisation nutzt chemische Bindung anstelle von Hitze. Ein reaktiver Klebstoff härtet bei Umgebungstemperatur aus und bildet eine flexible, wasserdichte Verbindung. Das Verfahren ist zwar langsamer als mechanische Befestigungen, benötigt aber weder eine Stromquelle noch eine schwere Presse und eignet sich daher besonders für beengte oder abgelegene Einsatzorte. Sorgfältige Oberflächenreinigung und das richtige Anmischen des Klebstoffs sind unerlässlich. Für optimale Ergebnisse sollte der Anpressdruck während der ersten Stunde der Aushärtung aufrechterhalten und eine Belastung für mindestens 8–12 Stunden vermieden werden. Bei korrekter Anwendung stellt dieses Verfahren etwa 85–90 % der ursprünglichen Festigkeit des Riemens wieder her.
3.Hybrid- und temporäre Lösungen
Einige Betriebe setzen Hybridsysteme ein – mechanische Verbindungselemente kombiniert mit Klebedichtungen –, um die Lebensdauer bis zur planmäßigen Wartung zu verlängern. Für Notfallreparaturen Vulkanisierungsförderbänder Mit tragbaren Reparatursets oder chemischen Flicken lassen sich kurze Risse oder Löcher überbrücken, ohne das Förderband aus dem System zu entfernen. Dies sind zwar nur provisorische Lösungen und kein Ersatz für eine fachgerechte Heißverbindung, aber sie gewährleisten den Materialfluss, während Verhinderung weiterer Schäden.
Jede Schnellreparaturmethode dient dazu, Zeit zu gewinnen, nicht die Qualität zu beeinträchtigen. Entscheidend ist, den richtigen Zeitpunkt für ihre Anwendung zu kennen: Schnelle Lösungen stellen die Verfügbarkeit wieder her; ordnungsgemäße Reparaturen hingegen schon. Vulkanisierung von Förderbändern stellt die Zuverlässigkeit wieder her.

















